Is anyone else thinking about replacing the controls with LinuxCNC? I’m finding grbl limiting already (like I was surprised that it doesn’t support peck drilling) and don’t see how Langmuir will extend it to take full advantage of the potential MR-1 capabilities such as rigid tapping.
I’ve converted other machines before (including a Hurco VMC with tool changer) and the MR-1 looks pretty easy in comparison. The control box is pretty nicely laid out with good labels for the inputs and outputs.
I’d love to work through it with any other like-minded folks.
I would have to say this will be the issue that will make the MR1 a failure. The hardware is a home run but the controller is very limited in its capacities. Langmuir needs to look at Tormak’s history with relationship to the controller. Once they adapted Linux they had a winning setup, not to mention the addition of using Clearpath servos. In my opinion they really need to get the controller updated ASAP and add some of the most basic features modern controllers have. Just my opinion.
Dave
I looked inside the controller box again because I am wiring in a remote e-stop switch.
The stepper drives look very easy to work with and are CWMotor CWD860H (large) and something similar for the small one. The servo driver appears to be semi-custom for Langmuir (the model number is LSMR1-95-00), but looks very similar to the CWMotor servo drives. Either way it looks like they just have a very simple servo interface with pulse and enable signals (no direction or encoder information). Unfortunately they don’t pull encoder information from the drive and I can’t find a datasheet for the CW Motor drives. It looks like this might have been a last minute decision because the MR-1 grbl control board has a 5 pin header for the encoder info.
The MESA 7i96S looks like it could be a good choice for the control board. It offers 5 step/dir drive controls, 11 inputs (we need at least 5 for 3 limit switches (Langmuir combines Y2/Z), probe and tool setter) and 6 outputs (we need one for coolant control). The 7i95-series (out of stock everywhere right now) would be even more flexible and could allow for a rotary table in the future – which is also in my plans.
I’m not sure that I’ll do this immediately, but I expect that I’ll switch eventually. It would be great to have more information on the servo drive. I emailed CWMotor and will see if they can share a manual/datasheet.
Its kinda interesting that Langmuir said they will have a 4th axis in the future but theirs no room for one on the board. Im guessing they are using a plasma table controller.For now Im going to wait and see what they do with the software updates. I have a Acorn Controller sitting in a box but im not to impressed with Centroids software. Maybe the merge with Shopsabre will help their development.
Dave
I’m on the same page as you guys so I started looking at Masso and Centroid Acorn Six products. I’m leaning towards the latter. The interface for Centroid is quite dated looking but customizable so I think that’s the route I’ll go. Plus it supports the touch monitor from Langmuir. Centroid gear is rock solid, just not the prettiest operator screen. I picked up a 24”x24” x 10” metal control enclosure, another mini pc as well as some DIN rails and misc electronic stuff. Probably I start with the Cut Control box initially but then just swap over to Centroid shortly afterward as it allows for all the g code functions I could ever want including peck drilling, rigid taping, and a 4th axis.
The wiring inside the control cabinet is pretty well done and easy to follow. If you’ve wired up another machine previously I don’t think you’ll have any trouble in converting this system over to Mach4, LinuxCNC, or any of the other options. The spindle motor is a servo which uses step/dir signals, not the normal VFD control scheme.
I think at a minimum your control board will need to support:
5 channels of stepper/servo control
6 inputs: 3 limits (Z/Y2 are on the same line), e-stop, tool setter, probe
1 output: coolant relay (Langmuir uses 5V signaling here, but the relay that they sell takes anything from 3V to well over 24V)
I’m planning on using the MESA 7i96 control board which covers all of this and gives me future expandability.
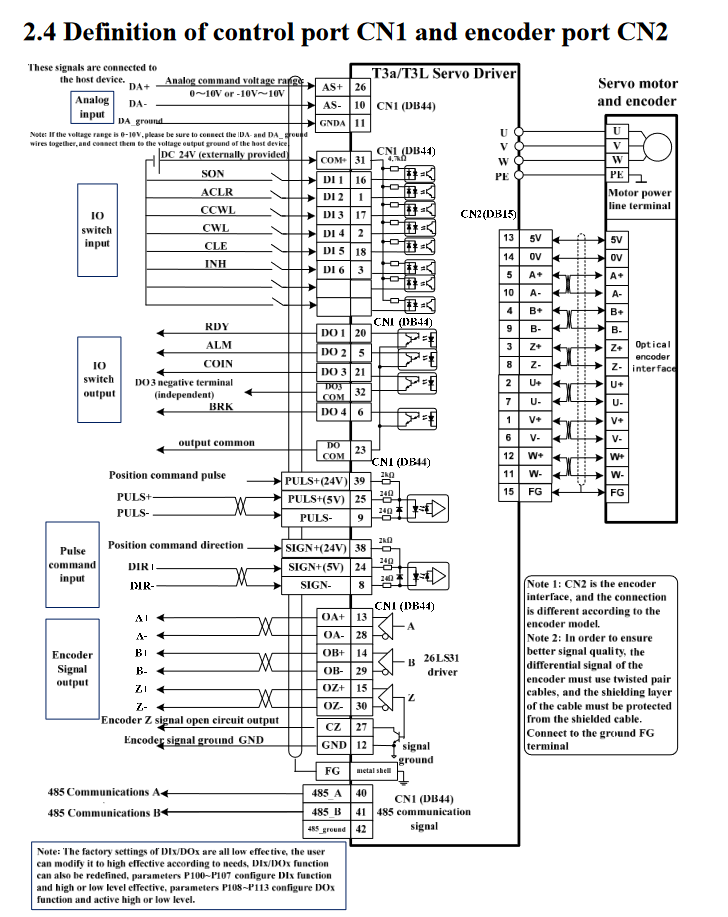
Also, I got back a servo control manual from CWMotor which seems to be similar to the servo used by Langmuir. I haven’t verified how much of this lines up. I asked for the same servo manual as used by our motors, but they said they didn’t have one to share. I was disappointed that this manual doesn’t describe encoder information on the CN1 port, but it does explain the control scheme:
Double check before assuming it is correct or useful on your machine.
I did a quick analysis and it looks like this will cover the stock hardware (using the 5th stepper drive to control the spindle) and I can move to a VFD-based ATC spindle in the future. It has enough I/O as well for all of the current signals and future ones that I’d need to go to an ATC.
I’ll share a LinuxCNC config when I get it all working. That should be useful to anyone using other control systems as well.
The part number was hidden inside the front panel (pops off easily) and I verified that the pinout matches.
Good news, encoder information is available on CN1. It can also be driven in position mode (as Langmuir does) or analog 0-10V input. I plan to keep it setup as Langmuir has so that I can swap back to the stock control if I need to for any reasons.
I’m wrong that they have it wired step based, it looks like it is analog. I’ll get it working and report back. This is the main connector pinout on the servo drive: