I shoulda done that from the jump. I thought the new system may have been a good upgrade over the old. But clearly it isn’t. The weight of that Z axis and my machine torch is just too much for it. This is part of the upgrades this machine should have IMO.
Iv tried .150 pierce on most all my new files. Iv also done .180 and .170. I can pretty much guarantee pierce height isn’t the issue. I use to pierce with my CF at the thicker shim which I think is .125 but at some parts of table it was piercing higher. I had more consistency with misfires on my CF setup but… I did have alot of issues with it then. I was able to roughly 2500 pierces and about 15k inches of cut on consumables. Now best I got was 1200 pierces bf they misfire way too much while using the PRO. Plus if I were to pierce 2" off table it would still fire. The torch will not try to arc as it sends the 0-30-0 code which is electrode stuck open. My theory is, and the tech explained it to me as this. On rapid back to back pierces the machine doesn’t have enough time to cycle the solenoid inside. To me that seems most logical because I always notice way more misfires on my holes. Outside longer cuts it usually never happens. Its just a very sporadic thing and I understand there are 20 variables to deal with. It all leads back to just using new consumables (though I have issues within 100 pierces bf). To me it just seems bizarre that a shop can setup 4x8 sheets and cut all day, but I can’t seem to got past 3hrs of cutting without issues. Add in the Z axis malfunctioning and or the Lead screws coming loose and its a frustrating day. If I wasn’t so backed up with work I could expect less, but Im about to stop taking new orders bc I can’t fill them at this rate.
I have checked the pierce height as Iv paused right bf it fires. FC shows the reading as well.
If anyone would be interested in trying my used consumables I’d gladly send some to guys to try. These are hypertherm 65 amp. If anything you can use the electrodes. I know there is more life on them because the cut quality is just fine, its just the firing of them. I could put these in a hand torch and they would fire and run for a very long time.
I’ve been reading thru this with interest and hope you don’t mind if I drop a few thoughts…I’m a business owner too, but I don’t do metal stuff professionally or commercially, so I’m not going to attempt to help diagnose what’s going on with your machines. From a business perspective I will say it sounds like you have some good problems - namely too much work and a strong looking book of future work! That’s awesome!
Without knowing your margins, but guessing based on the amount of metal you say you are cutting per month, I’d immediately get a new plasma machine coming. Something like the HTP 875 or something like it. I know HT is supposed to be great, but in your case, something is going bad and I’d try and remove that variable as quick as possible. The amount of time (and frustration) you’re killing trying to fix the issues outweighs the cost of the machine if I’m reading this right. I know you’ve got alot of money in those machines, and it’s a hard call, but if you’re in business making money, they’re disposable items to help you generate cash.
…perhaps you may need two machines - one to swap out if stuff goes bad so you can keep producing while replacements ship, etc…
Only you can make the call and have the insight to say if that’s worth it to you, but I’d give it some thought. As far as the other issues - lead screws, z axis - unless I’m reading wrong they don’t seem to me as critical as the plasma issues, but my advice would be to knock down the big one first and then deal with the smaller items…perhaps there’s a new daily maintenance routine before cutting to re-torque bolts, lube threads, and check connections - stuff like that.
Just my 2c from being in business for about 15 years…
3 Likes
I don’t think spending 5k every 6 months on a new plasma cutter would make very good financial sense.
I worked in a fab shop after school for 5 years until I thought one day this is easy why don’t I just go in business for myself so I did. There was a big learning curve I went from working 50 hours per week to 100 hours per week and making half the money I used to if I had a good week.
I would take any job from making a stupid little art thing to building a full tube chassis buggy.I learned real quick that machines,equipment, grinding discs,consumables arent cheap and that there not just in the parts room anymore.
Margins are tight when your just building things that anyone can make. I live in a pretty small town like 30k people but I know of at least 10 places that can make signs and do make signs and they’ll do it for basically nothing because for them its basically a weekend hobby to get out of the house away from there wives.
I’ve since found my market and excel at it and continue to build new stuff everyday as things evolve and I have great clients that always recommend me.
I have 2 plasma cutters in my shop,not to give one a break when its tired but because they both work everyday and to replace them every 6 months would really start to chew into my profits.I recently had to replace my 10 year old miller dynasty tig welder and that was a $9000 dollar bill but after 10 years its sorta expected but i cant imagine spending that every 6 months.
When you spend good money on equipment you expect it to perform and last. I’m a hyperthem guy I really have no complaints about them at all with the experience I/ve had with them. If I was in his position with the issues hes having I would probably think different because he isn’t stupid and hes gone through all the steps and troubleshooting to try and fix the issue with minimal results unfortunately.
I know lots of people that use hypetherm equipment and have never seen or heard of a issue this bad especially trying to cut out a 12"x24" section at a time.
1 Like
I’m with you 100% on what you said. These machines should have about a 3+ year expected service life in commercial use - maybe much longer depending on how hard they used. When you spend that money - you expect it to perform for sure!
Unfortunately something screwed up. Figuring it out is costing time and money. Potential missed future business. Hard to grow with this weighing things down. That’s expensive - and potentially way more than a new plasma!
I’m hoping he can offload the HT’s for 60-80% of their value so not much is lost there…I bet there’s some non-commercial users that would love to pick them up. But really what I was driving at was the thought process…when you are in the weeds and grinding every day, sometimes it’s hard to find the solutions you REALLY need. I’ve been in that boat in my business…and you just gotta step back and say ya know what - this ain’t working…life’s too short…lets find a new path.
In this case, it looks to me like it’s time to cut the losses with those machines (salvage what you can, of course) and head down a new road. But you are right - it may not make sense - I don’t know all the variables…margins may be too tight, etc…After getting on a good path, I’d hope the equipment replacements would be on 5+ year intervals after that.
It sounds like he’s got a good business built up and knows his stuff…I know how hard that is. I love to see hardworking small businesses win it! (That’s one of the factors why I bought the Crossfire Pro - I liked the company and what they were doing)…Want to help somehow…
1 Like
I see what your saying I’ve personally done that exact same thing many many times over the years spending so much time and money chasing a issue. Instead of spending a $100 bucks fixing the problem i’ll waste a whole day trying to fix it but I’ve been known to be slightly pig headed.
Recent example I was building a 4 link front end for a customer and I was basically done it but then he decided he wanted to have it street legal so I had to get rid of the full hydro steering and put in a hydro assist and a steering box and steering shaft. Not a big deal but everything I just spent 4 days building is now in the way and instead of hacking it off and restarting I spent 6 days working around everything. Got it done but only quoted him 20 hours and I stood by it because it was my fault for not just cutting it off.
Back to his issue though he has two issues with both hypertherm and the cfpro so to restart he has a major investment plus wait time plus learning curve plus other issues as they always arise.So just starting over is a huge deal when he is busy and makes his living that way although he does seem to be leaning that way.
Me personally I would have a hard time doing that simply because I wouldnt know the problem and who is to say if he replaces or fixes his plasma it starts working better or he gets a different brand table and it fixes the issue.
It’s a tough call
2 Likes
I running 20.5 since last week and have never seen this screen when I pause a cut. Are you pausing while the torch is on? I usually try to catch it as it’s moving between cuts.
Nope didn’t pause with torch on. Maybe its a glitch. Im gonna try the program one more time and then go back to 20.4 if need. The new run from here just didn’t help me much either. If they could honestly not delete all the gcode and re number it, would make life alot easier for me. Iv had to reopen the program multiple times bc the restart didn’t work, or I missed the line or the program freezes. Then you sift through all the new numbered code trying to get back to were you were.
Being self employed is def not easy, so I appreciate the feedback. Yes def looking into that HTP and have been actually. I would spend 5k right now I could eliminate plasma issues or get them to a minimum. I knew last year I was going to really expand with orders and wanted to get ahead. I jumped up to the xp45 last year and it helped with production. I then started getting alot of misfires. Alot had to do with changing over to sheetcam and I’d cut all the inside stuff first, so tons of holes. (when most misfires occur). Then outside cuts it usually never misfired. So I dealt with that for less than a year, and got the 65 bc I was getting 3 times as many orders. All that while I was researching tables. I didn’t want to waste money even though Im making my money back in no time with the equipment, I still don’t like wasting money. Iv been saving to try and buy a bigger commercial building which is a huge investment. So Iv just decided to work with what I got and focus on equipment. I have 3 hypertherms 30, 45 and 65. I have 3 tables, 2 CF and 1 PRO. My plan was to set all three up and use one CF table with the 30amp just for 18g stuff. I also like to have a back up incase something goes down. that is why I had two CF tables. I could always sell the hyp machines and get money back if need be. I just haven’t found enough feedback on an alternative that is consumable friendly and reliable. I wish I could pay a hyp tech to come cut with me for 5hrs and I can show them what Im dealing with. Only thing I haven’t tried yet was changing up my line to 1/2". Also I notice more misfires as day goes on, so to me seems like when water table is warmer, compressor is warmer etc. Not all the time but seems to be the pattern. Also I have read somewhere where someone greased up an O ring on their torch and that helped them.
I will address the PRO table issues. I planned on making taller stansion plates to raise up the rails, poor design being so close to the water table. Im also going to make a deeper water table. If the Z axis can stay clean, which Im going to make a guard for it hopefully I think that might help keep debris and water out of the Z axis. It just gets gummed up after a while and then the torch won’t touch the plate and or will fire in mid air.
The plus to all this, even with all the daily issues is when Im cutting the quality on the 11g is much better and saves me a good bit of time on the back end scrapping parts.
I actually don’t want a big table. I think 4x4 would be plenty big for me right now. So that is part of reason why I went with this table. Also I like the forum, the support, and how it shipped. I felt confident I’d get my product. Some other companies out there, I honestly didn’t feel comfortable giving them my money up front. I love how LM is doing proprietary things, however my schedule just is so busy I can’t afford little hickups non stop. I wanna see them grow and I’d like to see them make an industrial table.
In mean time I need to get more consistency out of my cutter, hands down been my biggest issue for a long time. If Im only expecting 1k pierces out of my consumables than I guess Im just going to have to deal with it unless I get a different machine. I tried an everlast and it was absolutely the worst machine I ever had. I know some people use it, maybe I had a defective unit, but I sent it back. So not too many options out there.
1 Like
Here are my consumables at 500 pierces. I took them out and cleaned them up, reinstalled and then about 150 more pierces I had misfires, then by 1k pierces I took them out. The hafinum in the center seems to puddle out bf it will dimple in. I think that creates a bad pattern in the nozzle as seen in pic. I will be going back to the regular electrodes for a little bit and get off these copper plus ones.
Here is some of the scrap piling up at my shop. I desp need to clean it up. My shop also floods on hard rains, so trust me I deal with alot down there. Floors are trashed now.




3 Likes
If the Hypertherm’s are not working for you, the HTP won’t be any better and may be worse.
I’ve been looking over this post, searching for that missing piece of the puzzle. In one of the posts you said something about noticing more Misfires when the compressor kicks on. I have seen that as well. What is the power set up in your shop? Is it possible it’s a timing thing between the compressor starting at the same time as the torch is firing. I run an 80 gallon 2 stage compressor so my compressor isn’t cycling as often as yours but I have noticed a couple miss fires at that exact moment, I’ve also had misfires at other times as well that I can’t explain. Just thinking maybe monitor your 240 voltage some how to see if it’s dropping at the time of your misfire. I thought I’ve seen some digital load meters wired in to the service panel in another post on here.
2 Likes
Another thing I’ve been thinking about is just doing a pre-emptive consumables replacement at a set interval. I’ve heard of some shops putting in new consumables if they are running a high value job for just a single 5x10 sheet. The thinking is good…why screw around with a cheap part and risk the problems it could cause and potentially mess up the stock when a new tip / electrode reduces that chance by 95%?
Maybe there’s an interval here - every 500 pierces, every 20 sheets, every day, etc…there seems to be a pattern that’s been identified - whatever the cause - just replace consumables even if they look ok. Save the used ones for manual torch jobs that are less critical.
Perhaps the cost of the job can be increased 2% or something like that to compensate or build in the increased cost of consumables over a few months?
It’s relatively cheap - easy to test…can do it for a month or two and if it doesn’t help fail rates, then do something else…
1 Like
yeah I do feel like hypertherm is prolly the best out there but I also notice the other companies dont have a spring on their electrodes. I think that is a huge part of the problem. I get electrode stuck open code everytime, so it won’t even arc. It will send air but never will it actually fail on the arc bc there just isn’t one. After 500 pierces it just becomes a crap shoot which to me is just crazy. Guess I expect too much I dunno.
I sell about 12 kits a month plus a partial orders. So its alot of volume. I have good margins but I have tons of expenses. It costs me $100 just to ship one of my kits on average. Im a one man show. I have plans to expand and do more production style work with upgraded equipment etc and hopefully hire some help. I could be twice as busy now if I tried but I refrain all the time bc I can’t keep up as is. I ran my own printshop for 12 years so I learned alot from that. Scaling a business is not easy and Im trying to do it right this time. Cutting parts is single handed my biggest setback right now. When I have a really good week I can cut almost 4 of my kits a week, that would be ideal. Right now Im struggling to keep my quota of 3 a week.
I just don’t like the inconsistency it seems everyone has, I use to push almost 3 kits per set of consumables so say $5 a kit x 12 and that is $60 a month. Right now Id be doubling that to 120$ a month if I change them more. So for saving the time, yeah makes sense and I just have to suck it up. But I refrain at all cost on raising my end cost, even when my hardware cost jumped 20% recently.
Again sometime I can get a decent amount out of consumables and others it seems like dang this must be defective. Thats all, I just want to see if Im doing something wrong. They seem to have tons of life left and I don’t wanna waste money if I don’t have to. But for now yeah Im gonna assume change them much sooner. I also will take older consumables and use them to cut sheets with less pierces and longer cuts, makes for alot of changing out consumables in the day but I can atleast save my new ones for sheets that have alot of pierces.
1 Like
Shipping can really add up…I bought a Swag Offroad finger brake kit a year or two ago - they figured out a way to pack that thing in one of those USPS Flat Rate boxes - to the point where they designed a long piece in several parts that you had to weld back together - just so it would fit in the box. Thought that was pretty smart!
1 Like
I use to run an 80g IR compressor when I was set up at my other spot, I didn’t have as good of filtration but I still had misfires. Right now the dewalt 60g is terrible. Its loud and kicks on way too much. Its on my list to either get a 2 stage quincey 80g for $2200 and or go get my rotarty screw compressor that is a 60g and run that for free. I haven’t ran my 1/2 airmax line yet bc I was waiting to put metal up on my walls and where my other compressor will go is were I want to run that line to.
I def notice more problems in the later half of the day, not always but its been more often. I have thought its bc the air might be hotter. the pressure seems to be the same. I run 120 at the machine and it cycles to 110 on low side the gauge does plop pretty fast down to below 90 when it pulls. But… the techs told me I’d see a low pressure error if that were the case. I never ever get any code except the 0-30-0 electrode stuck open. If I let it misfire it will almost always certainly fire on the next try without touching anything.
It all comes back to putting new consumables in. It pretty much cures the problem. Just sometimes it seems like they die way too fast or aren’t firing as well. I cut the exact same parts every day, same amount of pierces etc. If I could get 1600 pierces out of a set I’d be happy for now, that is 2 kits worth of product.
Im goin to try and put a little dialectic grease on the O ring on the torch. At this point I just have to try anything. I can’t seem to wear a hole into my electrodes, like I use to. That is the red flag to me, that Im not getting the life outta them that I have bf and or think I should get. I don’t have my table grounded and I saw on a video a shop grounding their table. I run 240 v to my plasma. I see what ur saying too when the plasma arcs as compressor is running maybe its a voltage drop, but I don’t know about that bc for alteast 500 pierces to maybe 1k I have gone many times with out a misfire. I have been pausing the runs much more often too, just to give the compressor a break and let things cool down. But Im cutting a 12x24 piece at time. Some sheets are about 100 pierces in that dimension. So its just dishearting to ever think of expanding to a big table and cutting much more nests at once.
Yep I have one of their brakes and believe it or not I design parts around shipping as well. I ship my kits in 3 flatrate USPS boxes and 1 UPS box. its 120lb of metal and hardware.
1 Like
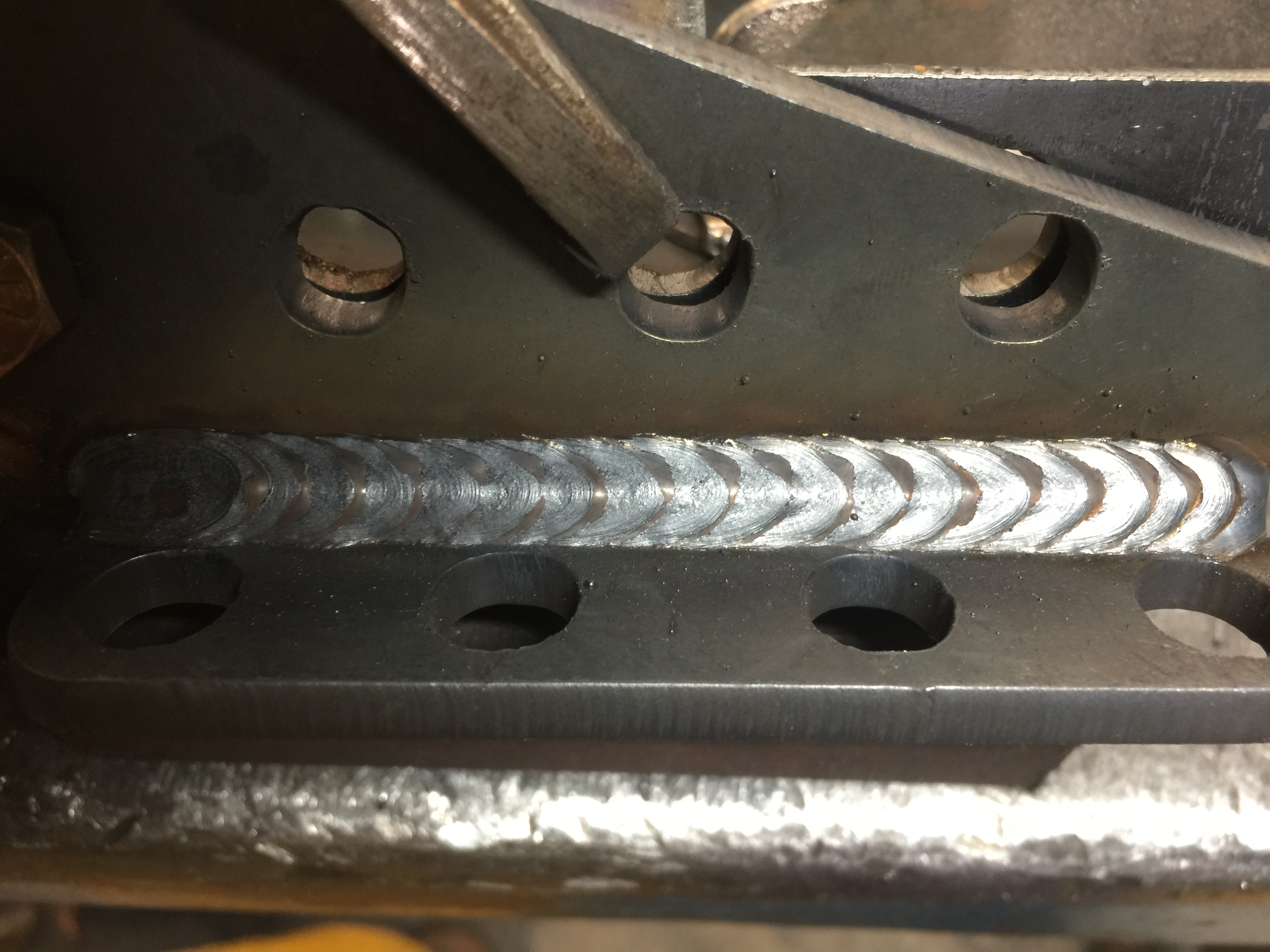
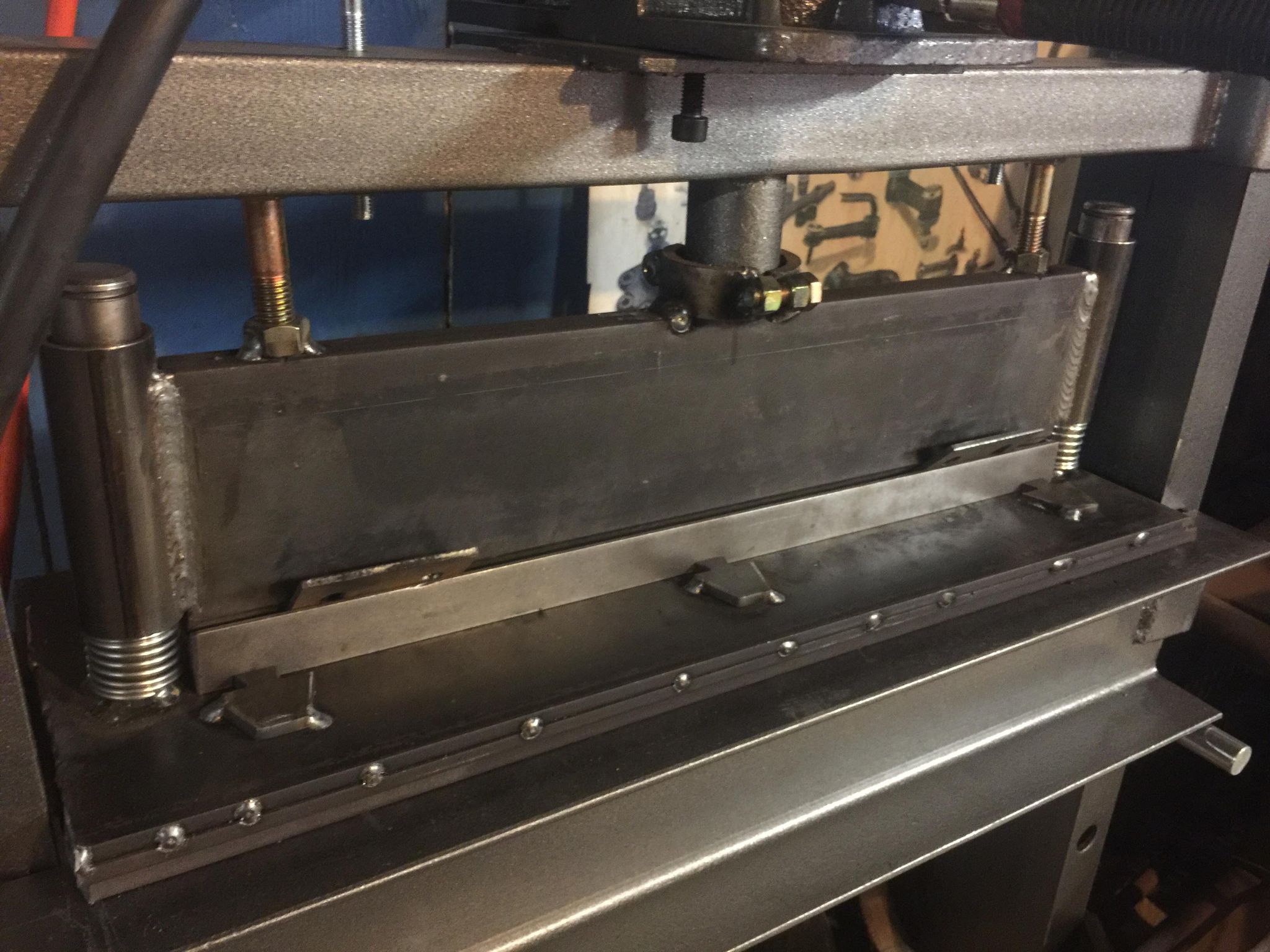
The Swag press brake was too deep and inconsistent for me, even with added angle iron in it. So I bought parts and built my own. I can bend 18g really nice with this setup. However, that is next on the list is to upgrade my bending. It takes me almost 20min to bend up a kit and its not cnc precise. So things like that add up on time quick. Im spread waaaay thin trying to keep up, so even bending parts and shaving that time in half would be great. Also I could hire someone to do it for me or do the cutting etc, but right now cutting isn’t easy, and bending takes a brain so I need equipment that makes work not so dependent on the user. Just like welding, I’d have to hire a good welder to help me expand.
2 Likes
You obviously know what you are doing - but you might enjoy this guy’s YT channel. I’ve learned some interesting stuff from it. He started off plasma, now has laser cutter and he’s also into sourcing cnc bending machines and some other stuff. He’s got some pretty good insight/tips in some of his videos…I’ve learned some good stuff on there…he’s in TX somewhere…
1 Like