So I am having a couple of issues with cutting Aluminium Check Plate
Pierce Dwell - So if it starts this portion of a cut at a flat spot in the plate, it’s 3mm/0.11811 inch thick, however if I move across and get to the top of a piece of check, it’s 5mm/0.19685 inch in those areas
So far I’m down to playing at 0.1s increments to see what I can do, as I need to find a point where it will pierce the 5mm sections and not blow the 3mm sections to bits
Torch Height Control - It’s too slow. Based on what people have said here, I’m cutting at 2.54mm or 0.1 inches, however the flats to the tops are 2mm or 0.0787402 inches, and so the torch has to raise and lower as it goes over the check plate…but it’s not
In fact, even in some spots, a piece of slag will appear as the torch comes back around to finish a circle or hole and meet up with a previous line, or the plate will bend ever so slightly, and that 2.54mm clearance isn’t enough, and I’ll snag the plate and move it.
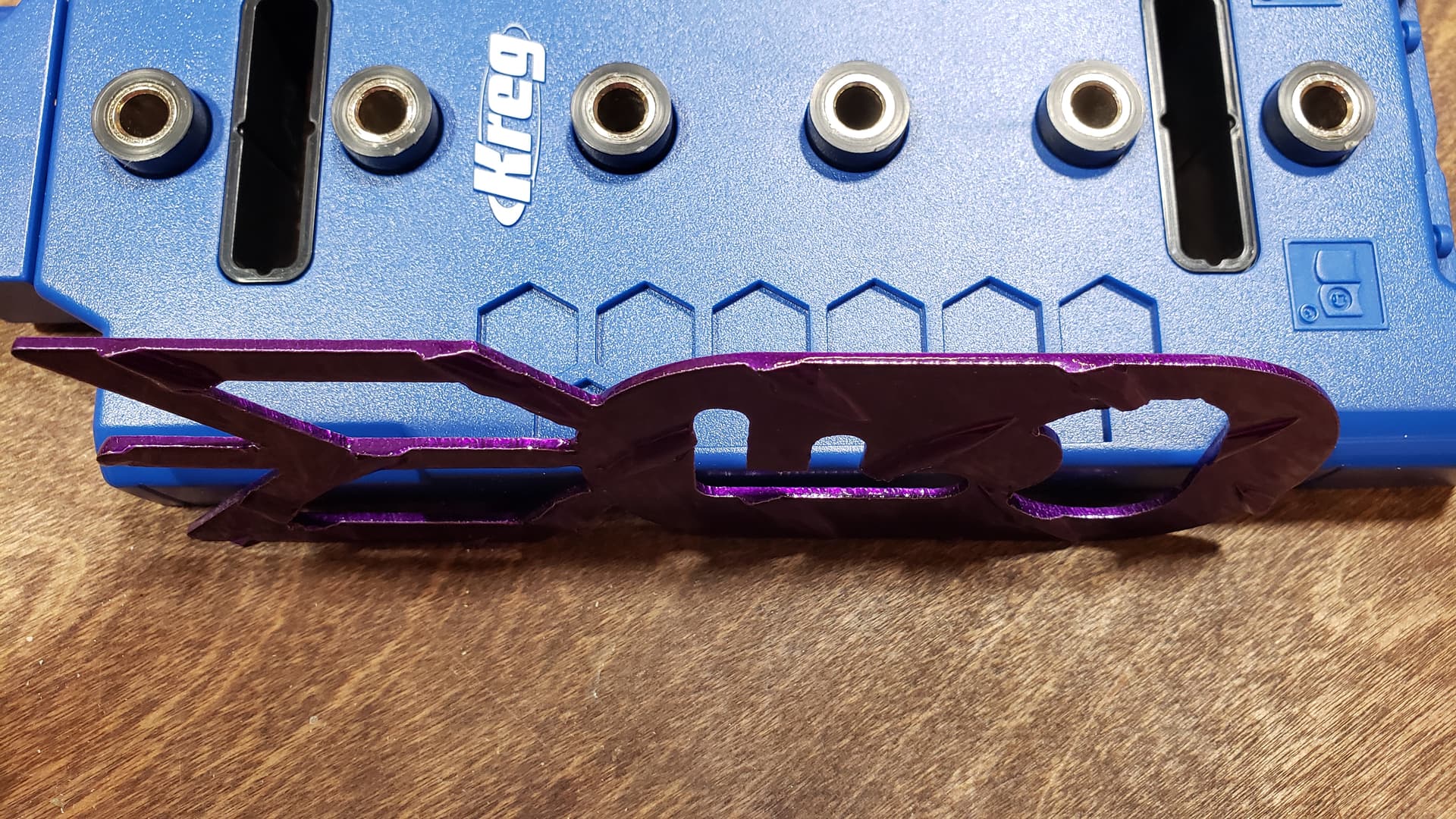
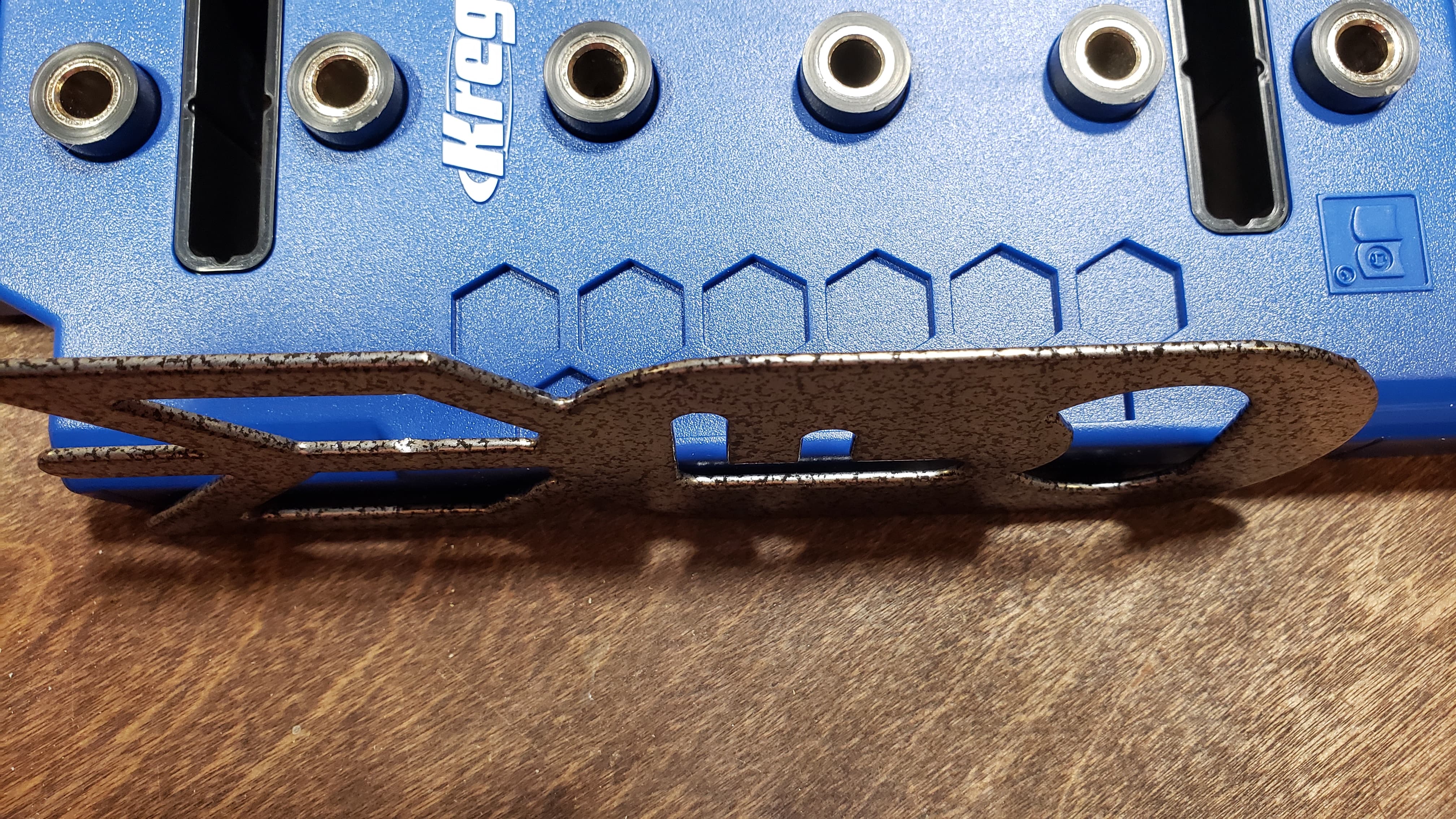
In case someone was making it hard to get a visual.
Would like to cut it, as I actually have loads and loads of this stuff from the scrap metal bin at work. We used to use it for heaps of things, so I have acres of offcuts just stacked against the side of my shed.
As my father has said, if there’s no use for it, the scrapper will give us a few cartons of beer for it.
Yeah the torch height control works fine with steel, stainless, and regular aluminium sheets. Can adjust for the warping of a flat sheet, just seems to have issues with the heights of the ridges in the check/tread plate.
Using the regular Razorweld one that came with the Crossfire, thumping between 30-45 Amps out of it, and speeds between 1,000mm/min and 1,800mm/min (39.37-70.86 inches per minute)
Slower I go the better it is with the torch control getting over the ridges, however slower means I’m basically blowing out the cuts, which isn’t ideal if I want to make pretty things.
Not such a deal making functional things, but I’m planning to cut some tread plate for my Ute, it only has to be functional, but I’d like it to be pretty.
It also seems to eventually just give up and sit higher than the 3.81mm pierce height in the settings, and cuts way higher than the 1.524mm that came in that file.
Though I tested the 16 Gauge Mild Steel setup on some 1.6mm steel I have (Close enough), and it cut the same thing absolutely perfectly using the 16 gauge settings from that cutout.
So at least I have this file in some 1.6mm steel I guess. Would have looked nice in the check plate.
My thought is that it just gives up with the check plate and just doesn’t like it.
I’m going to run into town to do some errands, so I will check in on this thread when I get back in about 2 hours, I’m not ignoring anyone’s help, and then I’ll probably catch up on some housework, and then get a chance to play with it. So maybe 4 hours at a conservative guess.
You have to put it face down and it won’t be as clean as steel. Here’s the same plate you’re using but powder coated, powder coated 16ga aluminum and steel…
Cheers mate, so I’ll have to reverse all my files and cut from the back?
Why is that exactly? I would like to understand why I am limited to it cutting how it cuts, and why the settings aren’t working as expected in the video above?
Cutting upside down is on smooth surface and the THC doesn’t have to work so hard. Looks like the torch is moving way too slow. I’ve changed from the Razorweld to an Everlast so my settings have changed. The aluminum cuts at least twice as fast as steel.
Scroll down to the section on THC settings and read up on changing those settings to get the THC to respond better to the sudden changes in height with that plate. LS-THC User Guide | Langmuir Systems
I’m thinking you may have to play around with the sample size, distance and Z speed factor.
I don’t know what to tell you. Maybe there’s some difference in the output of our plasma cutters. I had to remove a chip from the board and replace another chip on mine to get it to work properly. Some people have problems with the Razorweld and others don’t. I finally got fed up with mine and started using an Everlast with a machine torch from Mechanic416. No issues since…