Here’s what I’ve settled on for the water table drain. Turns out a 3/4" threaded fitting fits nicely into the water table hole and I’ve got some 3/4" fittings sitting around in scrap bin from other projects. Trying to use them if possible vs buying new stuff.
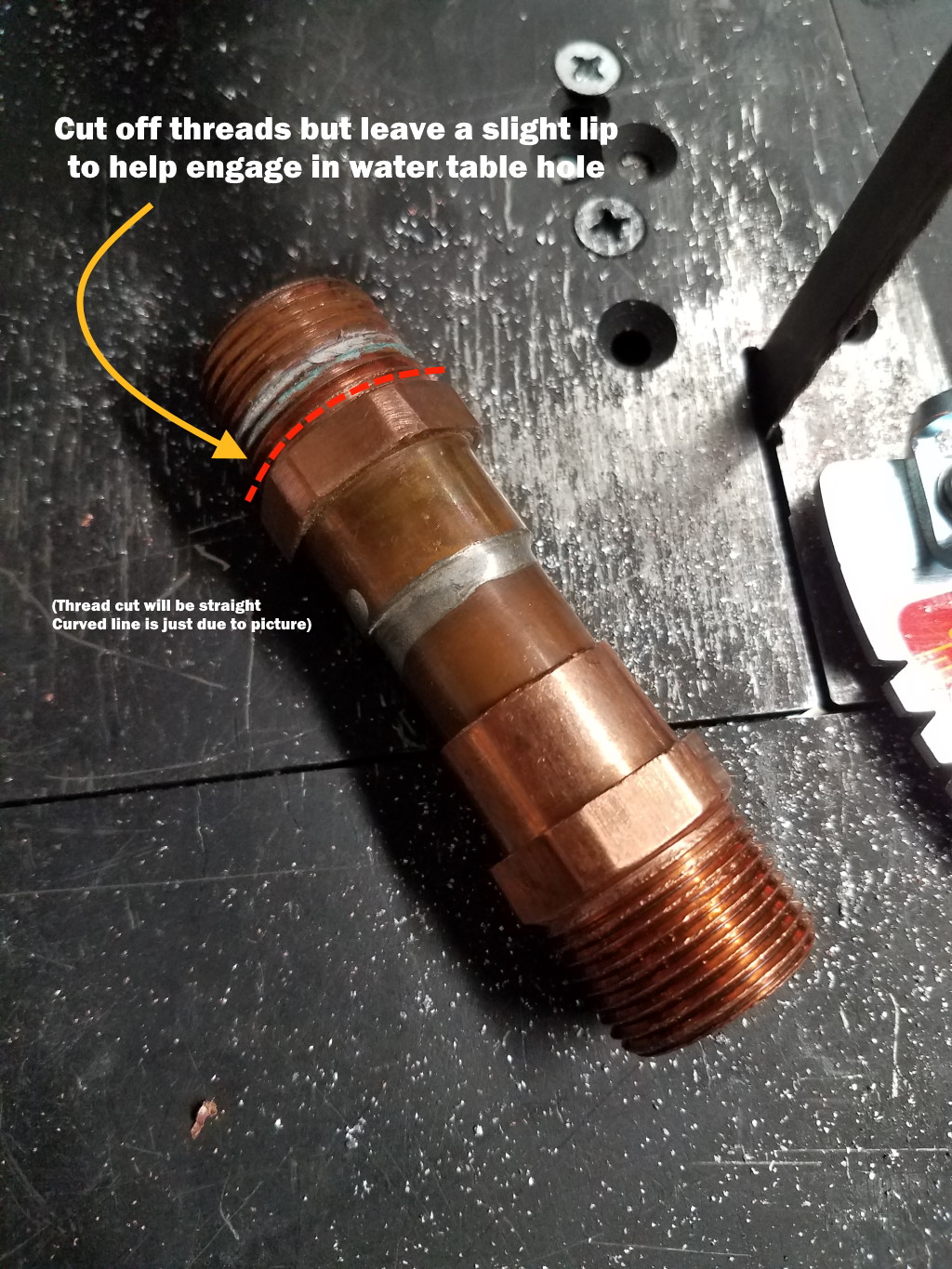
You could go in either way depending on how close you want your piping to run to bottom of pan. If you want to run very close flip the fitting around and cut off the side you put the tube in leaving the threaded part pointing down to attach piping to. I’m adding about an inch of drop.
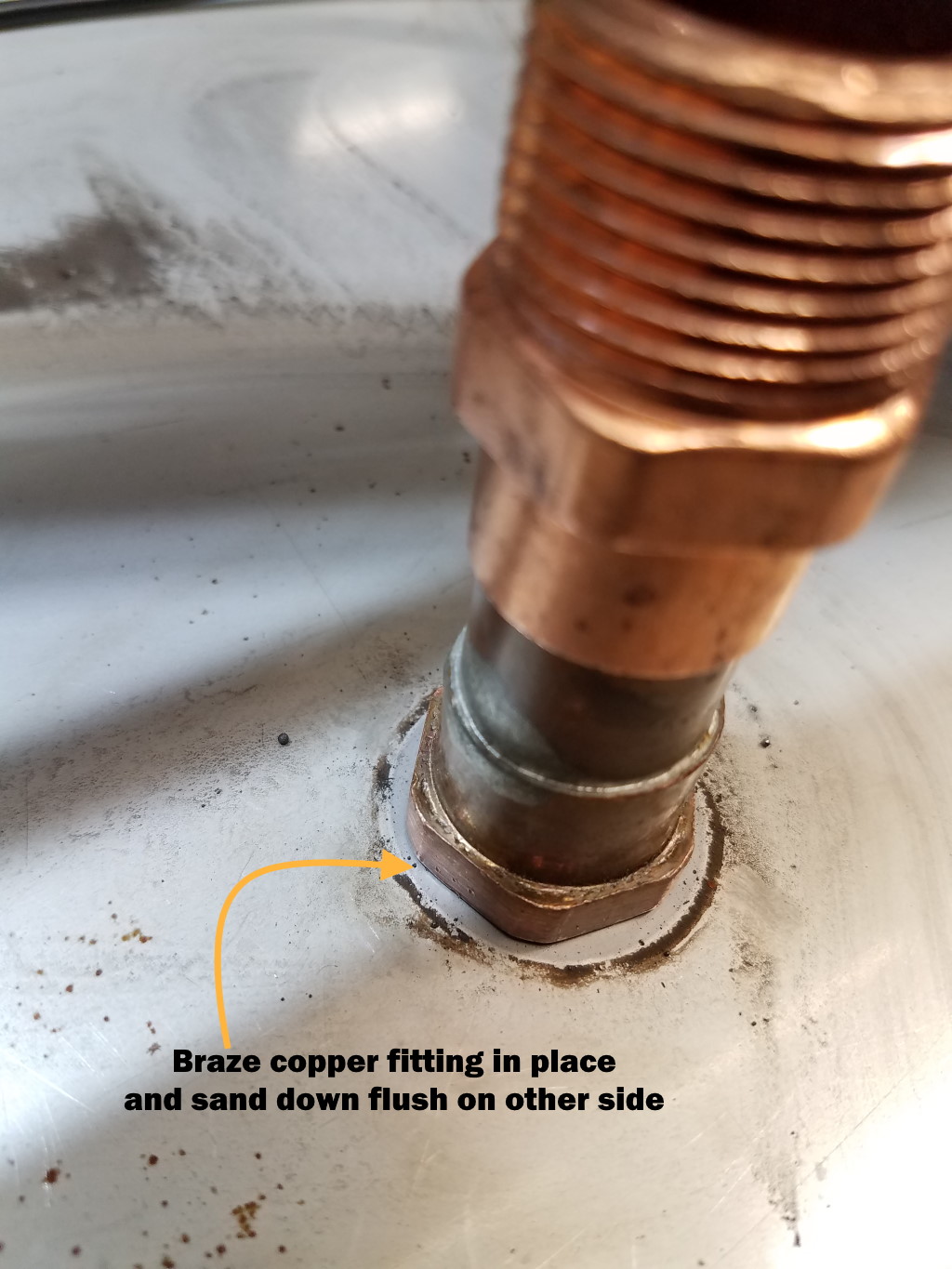
Once these are brazed in, I think I’m going to connect PVC piping in case I need to separate the halves of the table. I may use some left over copper if I can find a cheap fitting to thread on to the nipple on the water table.
That’s plan for now…will update this thread once I get it done.