So far, all I’ve cut is 1/4" and 11ga carbon steel. I have the 1/4" cutting pretty darn well at 50IPM. Which is right at the “quality” setting in the Hypertherm cutting charts. After testing different speeds, I can only cut 11ga at 80IPM and get near dross free cutting. The chart has 10ga at 129IPM, so I’d expect 11ga to cut well at around 150IPM or maybe a bit more. When I cut 11ga at 150 I get very hard to remove dross. What are other users cutting 11ga (or similar thicknesses) at?
My set-up:
CrossFire Pro
Hypertherm 45XP
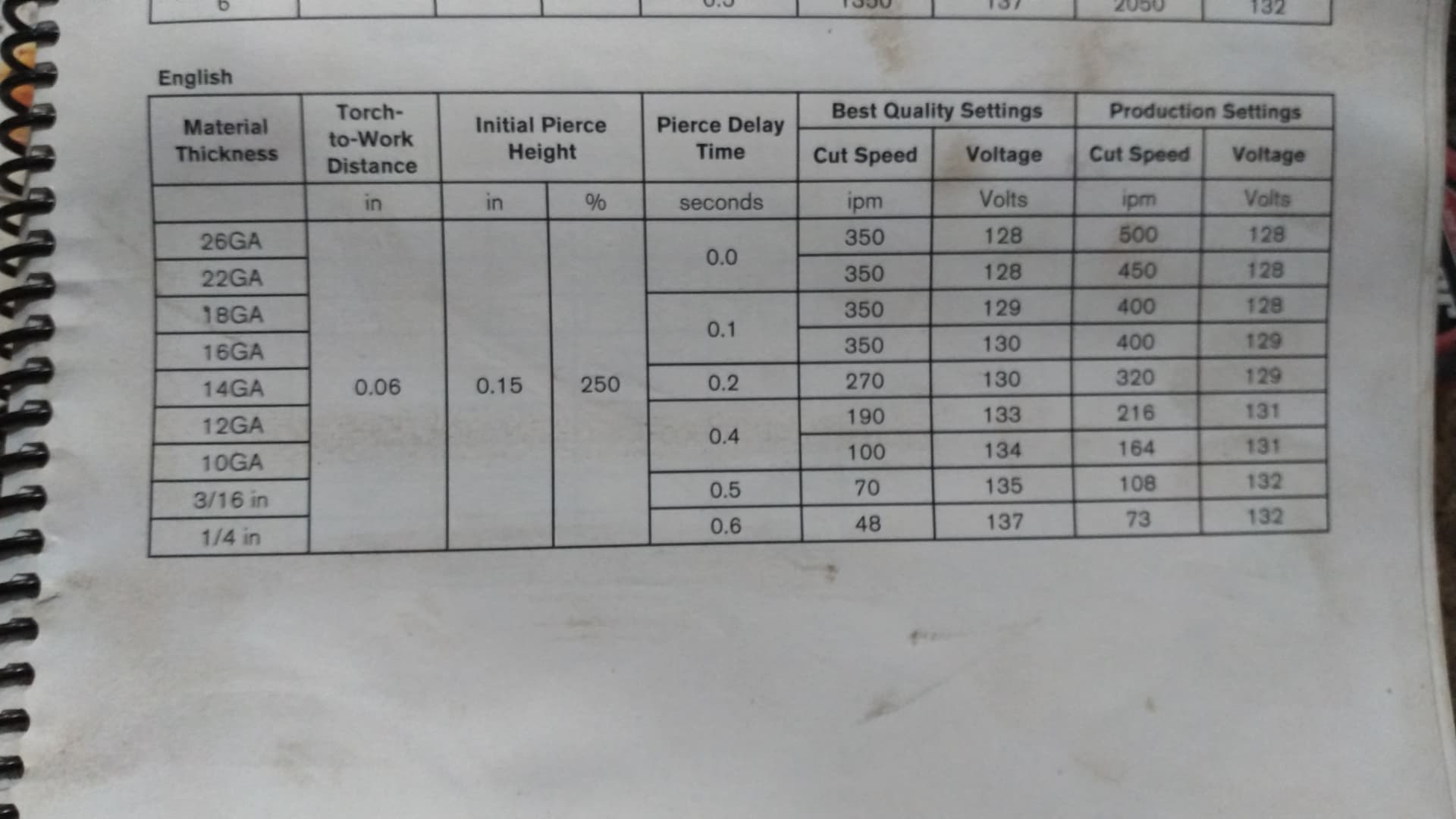
Fusion 360 with settings matched to Hypertherm cutting charts
That extra cutting time means more consumable wear and more electricity usage for the plasma unit as well as the air compressor due to more air usage. It also means extra wear and tear on the plasma and compressor. Every extra minute of use shortens their usable lifespan.
It also might mean that something is wrong with my set-up. I paid a lot of money for the table and plasma unit, and I want them both running at their best.
Lastly, I own a business. While one minute seems small, when you multiply it out over a year, it comes to significant time.
I cut 10 gauge at book specs. If the dross doesn’t fall off as I remove it from the table or tap it on the floor, it comes of with a swipe of a fingernail, depending on the type of cut and complexity. Even so, I hit it with a wire wheel on an angle grinder still and anything left flys off and still have to smooth pierce points with a flap disc. I rarely cut the same stuff twice though, so I have no need to tune individual files for mass production.
To bump up the speed 20 IPM for less than .02 of is a bit much. Look at the chart, from .135 to .250 it goes 129 to 48. Roughly half the thickness but a speed decrease of more than half.
I was sold some roughly .27 plate and only had to slow down to 42 from 48.
If you need to cut faster get a 65 amp Hypertherm. But cutting 11g at 150 doesn’t sound right to me.
I forgot to address that your best result for you is at 80 IPM in 11gauge. That may be the case with your particular file or the profile of your part. I have plenty of rules set in my sheetcam profile to slow the torch down for right corners and holes. A whole program won’t run at full speed pretty much ever. Longer cuts, sweeping arcs will probably be dross free (I don’t even like using that as a reference point, dross happens) or fall right off at a higher ipm.
Thank you very much for the thoughtful reply. Maybe my 150 is too high (I don’t think it is. 14ga is 225) but I can’t even get it to cut with minimal dross at the 10ga speed of 129. 80 is quite a drop from there. And no, it’s not a matter of corners or short contours. It’s all the way around the contour, regardless of length.
To clarify, I don’t need it to cut faster. And I am not cutting mass production parts. I just don’t understand why book specs aren’t working on 11ga. And I’m not willing to just say “oh well” and live with it without trying to figure out why.
If you are cutting 1/4 at 50ipm then your cutter is working correctly.
If the results are unacceptable to you for 11 gauge unless you slow it to 80IPM (assuming you have the cutter set at 45), then there is a variable you are overlooking or you need to manage your expectations for plasma cutting.
Dross is subjective, especially for people who don’t have much experience with plasma. I do detailed work on 16 gauge and have dross on everything. It’s difficult to avoid. It comes off easy for me. I have less dross on thicker materials as they are not as detailed usually. It’s pretty much unavoidable on some parts.
One thing George @mechanic416 pointed out in a previous thread is that my perfect settings in Utah with my specific air setup, may not be someone else’s perfect settings in Florida even with the same cutter.
George is the resident authority on consumables and repair.
Thant being said, a 50 ipm deviation from book spec for acceptable results is not in line with the typical variance.
Here is a picture of the cut chart for my ht65 at 45 amps. I don’t think you are to far off. Maybe you should get 110 115 out of your machine if your luck . Another variable is consumable life where are they?
@brownfox I’m not expecting dross-free cutting. You get dross that falls off, or can usually be easily flicked off. I do not. Even at 80 on 11ga the dross requires mechanical removal. The faster I go, the thicker and more stubborn the dross is. At 50ipm on 1/4" some falls off and the rest only takes a very quick hit with a flap wheel. I’m quite happy with how 1/4" is cutting.
The plasma is set at 45 amps. To eliminate consumables being the issue, I put brand new Hypertherm consumables in and it made no difference. I wholeheartedly agree that there must be something I am overlooking. That’s why I came here, hopefully someone can open my eyes!
@Phillipw That chart is a little different than the one in my manual. Regardless, 12ga is 190. I don’t think I’d be out of line to expect 11ga to approximately split the difference between 10ga and 12ga. That would be approximately 145. When I cut it at that speed I got very heavy, hard to remove dross.
I was able to get my hands on some 12ga, 18ga, and 24ga steel. I’m hoping to get time this weekend to do some test cuts on those and see what I find.
Air System: I maintain 100psi. I do not yet have a dryer on my air system. I’m currently relying on the small one on the back of the plasma. I will say that I’ve not seen signs of water on the consumables, and the air in the shop has been very dry. I bleed the moisture out of the tank everyday and most days it’s only a few little “spits” of water. I’ve never seen moisture in the bowl on the plasma unit. And again, 1/4" cuts fine.
@Bodean69 The 1/4" is Grd 50 HR and the 11 ga is A36 HRP&O. Early on I cleaned the oil off the 11ga with acetone to see if that helped, but there was no appreciable change.
I don’t think there is anything “off” with the material because it came from work where we cut it on our laser. There have been no complaints about it cutting any different than any of the other material. That said, the material being the issue has been on my mind. I’m anxious to cut that 12ga HRP&O I got to see how it cuts.
First I have to get a lathe job done today. Thanks for the replies.
If you have no filtration other than what’s on the back of the plasma, you are in dire need of the basics.
At a minimum you need a motor guard filter and a dessicant. Some of this depends on your physical location and the climate there. Typically you will see better results in the winter without a dryer or decent filtration, but when summer hits you will be in a world of hurt. It sounds like you need to get your air setup squared away first. Air is critical to plasma.
Also, not seeing anything in the filter is not an indication the air is fine. If the air never changes temperature, it never sheds moisture.
A filter and a desiccant dryer are purchased and just need to be installed. I’ve been holding off because I am also upgrading/moving the air compressor very soon. I do understand how important dry clean air is for plasma cutting.
That said, winter air in North Dakota is typically extremely dry. If I couldn’t get anything to cut well, I’d absolutely blame the air supply, but 1/4" cuts fine.
Yeah, summers get very humid, and the dryer will be installed before winter is over.
I do clamp to the slats, but I did try clamping direct to the material once and saw no difference. I’ll clamp direct to material again when I do more testing this weekend to be sure.
Computer is plugged into a grounded outlet.
The live voltage reading will have to wait until I can get back on it. Tomorrow, maybe tonight if my curiosity gets the best of me.