Probably is the grounded outlet. Likely causing interference with the voltage reading and the torch is rising. The way to get it to cut is to slow it way down.
All you need to do is run the program with smart voltage on with your current setup. If the live voltage reading is too low, that’s your problem. If it’s in the neighborhood of book specs, it’s something else.
Why does the 1/4 inch cut then? Depends on the file and the length of the cuts. Checking the live voltage will answer this for sure.
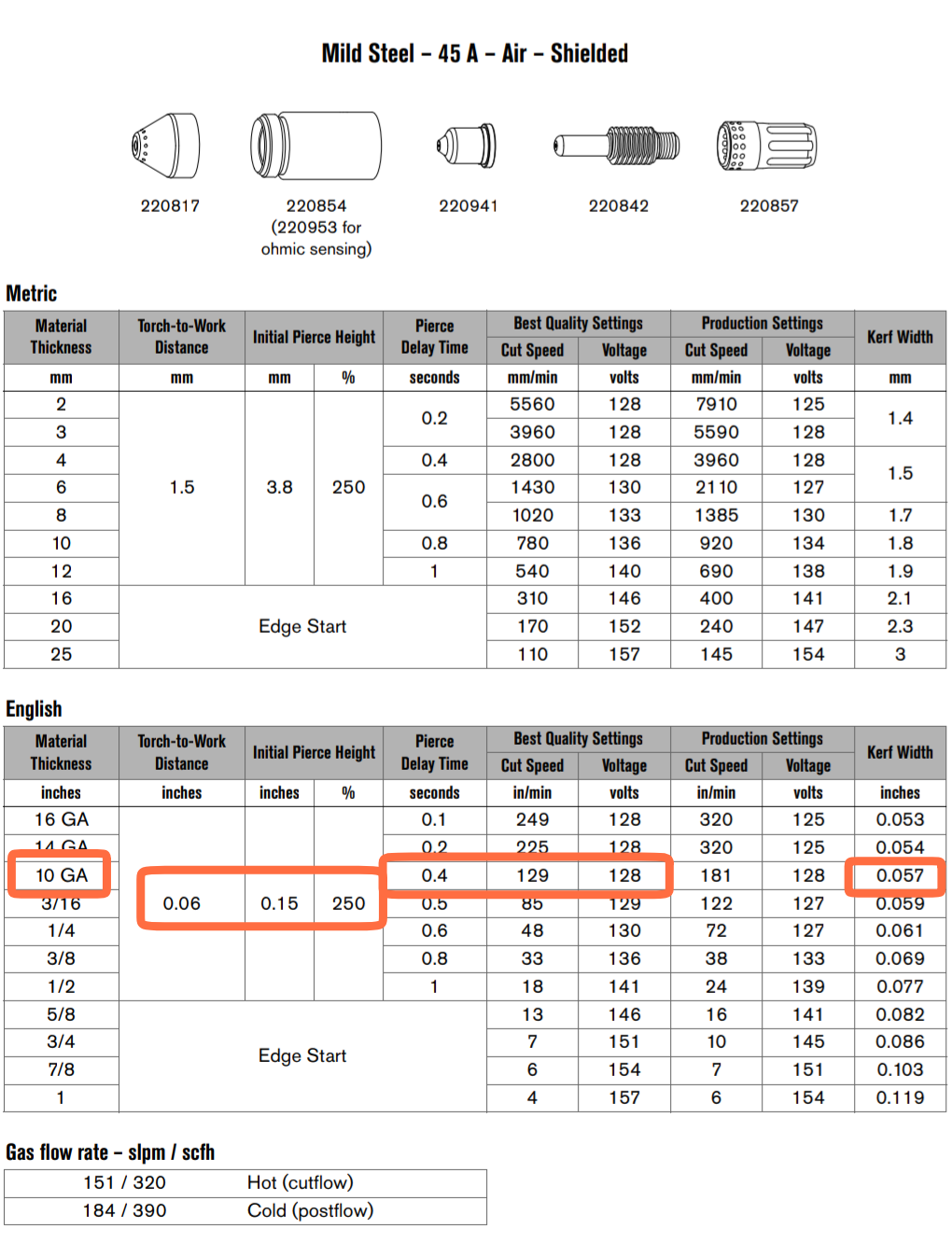
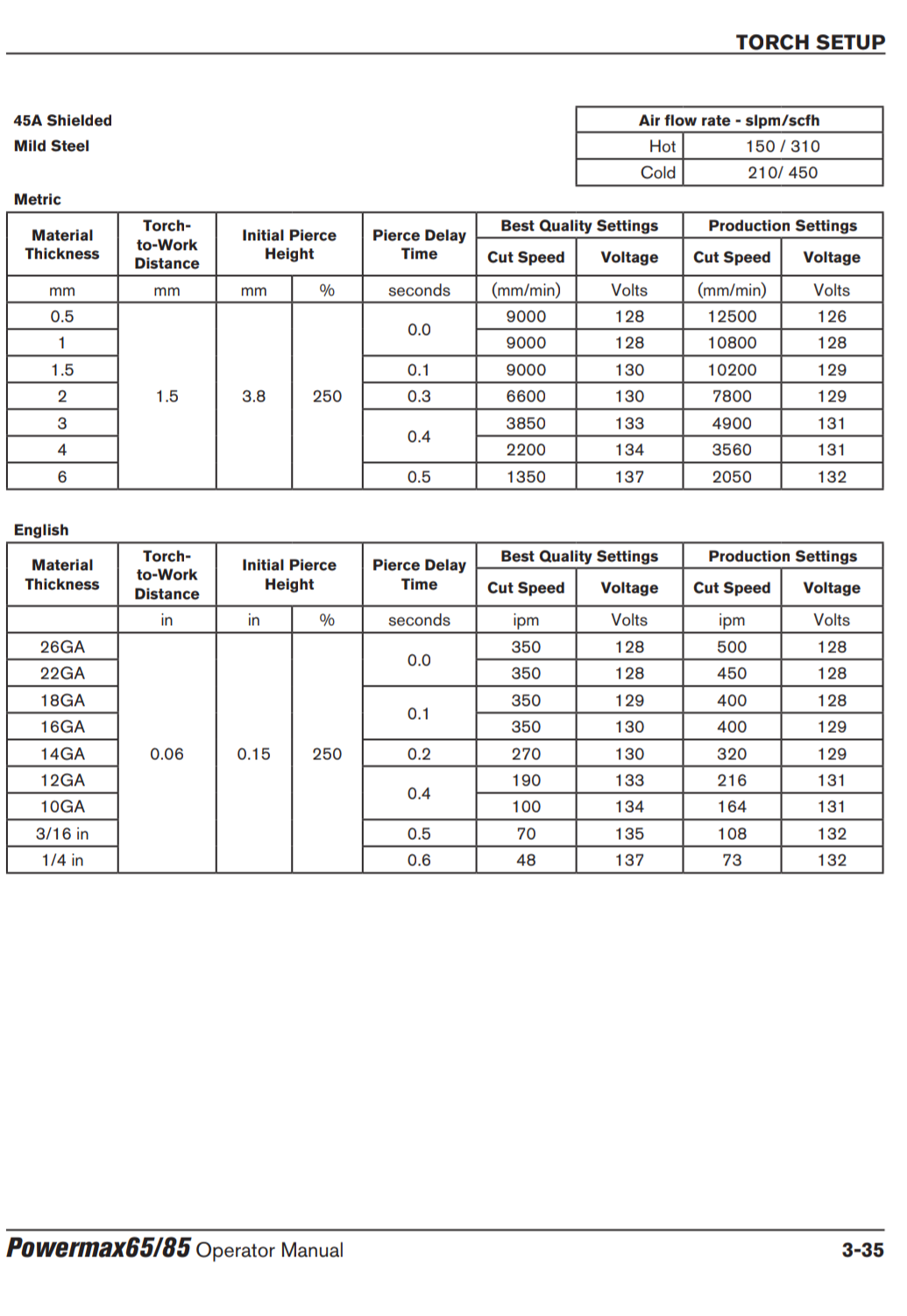
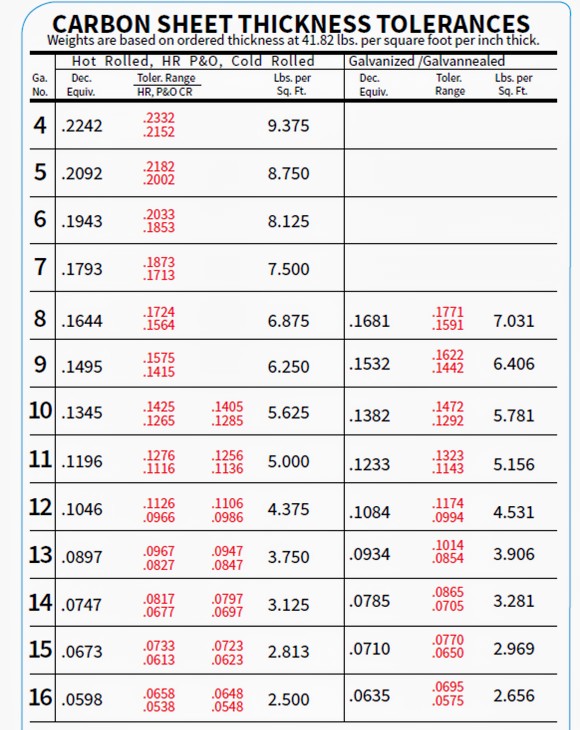
I am wondering as well if there is a typo in his cut chart. What my machine and his machine cuts is close to my chart. His cut chart has a 90 Ipm difference on 10 ga over mine. Just a thought maybe some others can check their charts.
Just ran some 11ga. Smart Voltage was set at 134, live was hanging around 133.
Hypertherm calls for 128, so that looks good?
I did find an issue, though: when I paused and measured the cut height, it was about .110" I double checked the program and it is calling for .063"
edit: one more observation, not sure what it means, but I was just outside and some old 11ga skeletons caught my eye. They are nearly dross free. The edges on them look much better than the parts that got cut out of them.
That is a problem. Your torch is rising to reach the target voltage, resulting in a terrible cut. Unplug your computer if you can from the grounded outlet and run the same cut. Use a laptop on battery if you need to for the test.
Manually inputting a target voltage will not help, as THC will try to compensate to reach the voltage by raising the torch.
I’m pretty sure this would be the issue. When I was having this issue, my live voltage was much lower however. I still suspect this as the issue since the torch was raised so much.
Yea this is definitely the path to follow, you’re cutting high to reach the correct voltage for cutting. Means there’s an issue involving the THC somewhere.
If you want to prove it for yourself you can turn THC off and run it at the correct cut height manually. You’ll likely see much better cuts with your same other settings.
Thanks for the great advice. Due to some jobs I had to get done and then a head cold, I haven’t had time to get back on the plasma. I’ll get back to troubleshooting this weekend.