I was cutting some 3/8 plate this weekend and I noticed my cuts weren’t going all the way through. I was making feed IPM adjustments in FireControl during the program to see if I could get it to cut through all the way when I noticed that the z axis was actually floating about 1/2" above the plate during the cuts. If I manually kept jogging it down it would eventually let loose and fall to it’s proper position. I could see the z axis ball screw turning to lower it but the torch slide wasn’t moving. It’s an intermittent problem but a serious one when you are cutting more expensive thicker material. The z axis motor is functioning properly so the problem is definitely in the z axis carriage either binding on the slides or something else. Has anyone else ever run across this problem or do any of the more experienced Pro users have some suggestions on the best place to start? I don’t want to pull the carriage and disassemble it without a clear idea of what I’m looking for ahead of time because I may overlook the actual problem as I’m disassembling. Thanks in advance!
PS:
Should I increase the pierce height on thicker metal like 3/8? After my first cut I had slag blown up into my tip that I had to file off and that was running at the default pierce height.
So was the motor and coupling turning and not the lead screw? Sounds like something is hanging. Motor coupling tight then sounds like a good cleaning would be my next bet.
There is probably debris and grime on the rails and roller bearings in that spot where it hangs. clean all the rails and manually jog it up and down to see if that fixes it.
Phillipw the lead screw and motor turn no problem, I used the table today to cut some mounting plates and it didn’t hang at all. I think nicaDd is right that it just had some debris between the slides and the guide wheels. I took a good look at it and didn’t see anything that looked out of place. I’m thinking that 3/8" I was cutting might have sprayed some slag up there. I’ll give it a thorough cleaning this weekend, it’s due anyways.
Just happened to me.The coupling set screw was stripped.I flipping the coupling so the stripped screw was on the stepper shaft side temporarily and ordered a new one.
I noticed something else today when cutting 3/8 again, the THC was going bonkers. It looks like the excessive slag (pierce delay set to 1.5s) was causing the THC to raise the torch and it just kept raising and raising and raising. It was 1/4" off the table after 3 inches and 1/2" off the table after about 4 inches. Needless to say this only made the slag problem worse. Would not run a cut all the way through. Even if it pierced within 3 inches it would be gouging a trench and not cutting through. I found that turning off the THC and dropping feed rate to 85% resulted in a complete cut with zero issues. I ran a test on the THC after this and it passed without issue so I’m sure it’s just the extra slag messing up the voltage sensing of the THC. Realistically with the thicker plate you really don’t need TCH anyhow.
was you running smart voltage? what was the target voltage if so? you could have had slag on the torch which make it take a bad reading. i have cut up to 3/4 plate with the thc with no issues. with thicker material the advantage of the thc is if you have a large part that the plate may not be level or it is bent.
I believe after I tested the THC it said my operating voltage was 103 and within spec. I DEFINITELY had slag on the torch. When cutting thick plate should I be using a higher pierce height to keep slag off the tip?
As far as the voltage I was curious what it was during your failed cuts . What plasma do you have? My hypertherm does call for a higher piercing height but It is for 5/8.
It calls for .180 for 1/2 and .240 for 5/8.
I have seen some go through and do their piercings. With a old set of consumables then change out and cut. Works well for thicker material. That will keep the slag off the nozzle. With slag on your nozzle it would be hard for the THC to work. Then is your air pressure up enough?
Not sure about the voltage on the failed cuts, it’s failing so fast and there is so much information to try and take in with the up and down I didn’t catch the voltage. It would be nice if Fire Control would automatically save your voltage readings so you can go back and read them after a failed cut or even after a good one. My air pressure was good, that was my second thing to check after the work clamp which I forget from time to time. I never adjusted my pierce height, it was at the default setting of .15 and I’m using the PrimeWeld Cut 60 which has been fantastic in the year that I’ve had it.
It is for sure hard to register everything. How long of a pierce are you using? It it doednt have time to cut through it can cut the way you described. I assume you are running plasma at full throttle? What is you ipm?
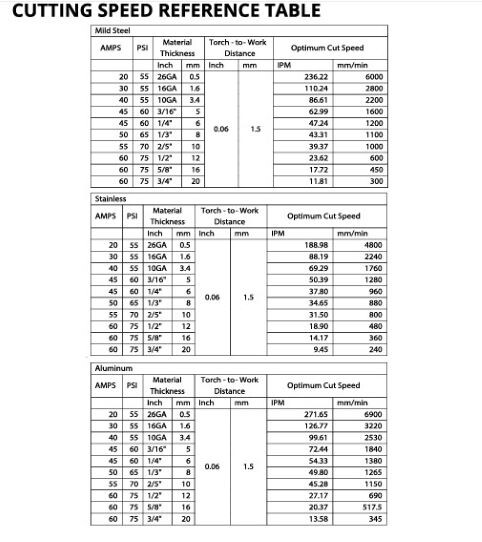
I was running a 1.5s pierce delay, I bumped it from the default .5. On 1/4 I run 1.0, 1/8 I run .75 and everything below 1/8 I leave at the default .5. I was running the plasma at 48A since PrimeWeld has a bizarre chart for speed and amps that lists things like 1/3", 2/5" for metal sizes but not standard stuff like 3/8". The cut was set for 40IPM but I dropped that to 85% in FireControl after this issue. With THC turned off and cut speed set to 85% in Fire Control it made the cuts without issue.
I cut anything about 3/16 at 65 amps. My cut chart for my hypertherm says 45 ipm for 65 amps. I would try it wide open. I guess that is 60 amps on yours.
I’ve only ever set it to 60A on 1/2 and above, the settings it lists for 1/4 is right on the money.
The PrimeWeld cut chart has been pretty spot on for me so far, here it is in all it’s confusing glory…
Hypertherm goes from 250% of the cut height for the pierce on thinner materials to 400% of the cut height is the Pierce height on thicker (5/16"+) materials according to their cut charts. Since razor weld is a knock-off of the Hypertherm I’d assume the Pierce Heights would be similar.