A small number of customers have encountered an issue on their machines where the Y axis binds intermittently during jogging of the Y axis. The root cause of the issue is a minor manufacturing defect on the Y axis carriage weldment where the lead nut mounting flange is not exactly perpendicular to the axis of the lead screw. Therefore, tightening the lead nut bolts applies a preload between the lead nut and lead screw which increases the friction to a level that can’t be overcome by the Y axis motor.
Since learning about this issue, we have reinspected all of the carriage weldments in inventory and scrapped the ones that were out of spec. Our vendor is currently manufacturing replacements (after fixing their process to prevent this from occurring again).
If you are one of the unlucky few that encounters this issue when you run the machine for the first time, rest assured that the fix is easy. First, it is important to lubricate your lead screws. This is something that we have always done, but we completely forgot to put this instructional step in the user guide. If you check the user guide now, you’ll notice that it now states to lubricate your lead screws with multipurpose oil or engine oil.
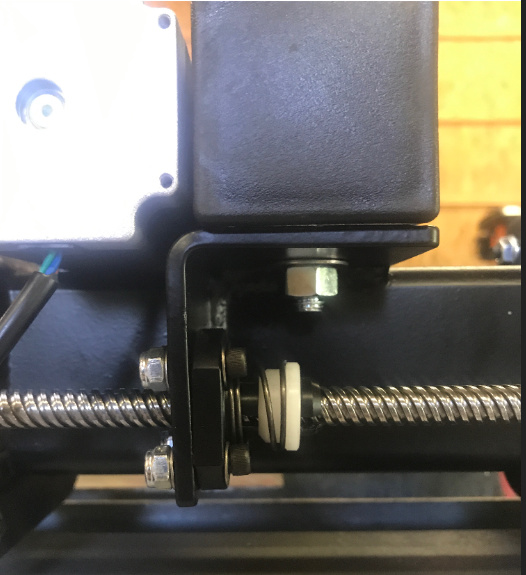
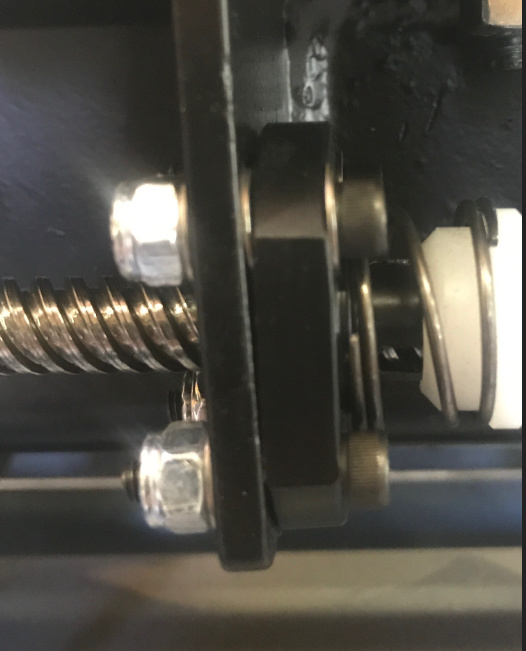
If you encounter binding even after lubricating your lead screw, first make sure that your lead screw is lubricated, it is due to the lead nut mounting flange being slightly out of square. To correct it, use washers between the lead nut and mounting flange to shim the lead nut. Below are before and after pictures showing the repair to a customer’s machine. In his case, he used two washers from the bottom bolts to shim the top bolts.
I have read (in more than one location) that using oil type lubricant on lead screws can eventually reduce accuracy due to plasma dust binding with the oil. Would a dry type lubricant be more advisable for lubricating lead screws?? This might also be another reason to purchase a water tray to keep the dust down.
I am pretty certain that a graphite based dry lubricant would work just fine on the lead screws, however we have not tested it.
With that said, we have always run oil lubricant on the lead screws of each of our machines. The first machine was built over 2 years ago and still running the same lead screws and lead nuts. We found that oil lubrication prevents chatter from occurring which will have an influence on cut quality.
Will oil lubrication accelerate lead screw wear? Probably. But i would argue that the rate of wear is extremely negligible based on our direct experience. If you were to successfully wear out a set of lead screws, a new set can be purchased from us for around 20 bucks.
Daniel,
Thanks you for your quick reply. Your response to my concern reassures me that I was just over thinking an minor/potential problem. It’s good to know that Langmuir Systems take our questions and concerns serious.
Tim
Do you guys mind trying some spray on dry lube on one of your units and see if there is any adverse effect? I’d really like to run the spray on teflon lubricant. It dries and doesn’t attract dust. I live in a very dusty area, plus with the plasma cut dust generated by this unit, I could see this being a problem down the road. The nice thing about the dry lube is that when you spray it on, it flushes any surface grit and leaves lubrication behind. I normally see it for sale at Lowe’s and Home Depot, which is another plus being readily available. (It is great for garage door wheels / chains and bicycle chains.)
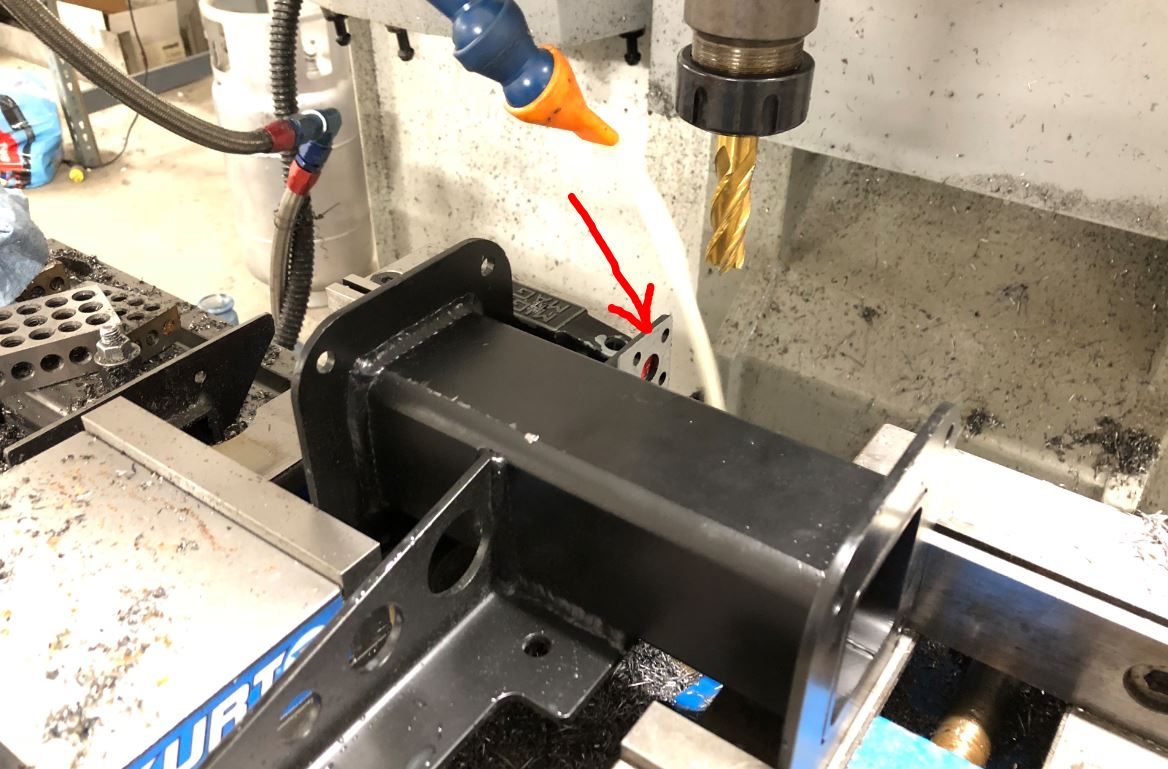
In order to maintain our production rate, we have decided to rework the Y-axis carriage weldments to fix the issue that is the subject of this thread. We are milling the lead nut mounting flange flat so that it is perpendicular to the eventual axis of the Y-axis lead screw. After milling, we are deburring and applying clear coat to prevent corrosion.
See picture below, the red arrow shows the machined flange:
My batch 2 machine had this issue. I noticed it when I bolted on the lead nut. Was an easy fix with the washers as spacers up top. It made a huge difference in the motion of the Y axis. It wouldn’t move well at all until I installed the spacers.
Just a heads up this isn’t fixed yet. I just got mine and it is binding on one side. I did notice the lead screw was considerably off center of that bracket during install. Going back now to see if the shim fixes it for me. Thanks for posting thi
s. Attached a picture of how far the bracket is off. Don’t know if you can see it but it’s rubbing the lead screw with the bolts off.
Update shimming didn’t work wouldn’t move at all when shimmed.
Update - if I loosen the top 2 bolts till they wiggle it works. Can I leave it like that?
If you loosen the 8 bolts that are used to set the gantry angle, you can push the assembly back to recenter the lead screw in the hole. It’s not critical that its centered, just cant be contacting.
I am have this problem with my y axis is binding. After i home the axis i try to move it and it binds rehome it run y axis move 5 inchs binds. Rehome it it will run back and forth 2-3 times then bind up. This is a new machine just got it together.
Yes i have. I ran the brake in program yesterday ran a test piece everything was good. This morning i fired it up to get some run time on it and after messing with it for 6 hours and lubricating the screws again i gave up because i was about to take a slug hammer to it.
So you want to loosen all of the screws going backward to this A7 step. Then follow the steps closely as you re-tighten everything.
It does sound like something is binding. And you are sure you didn’t use one of the “Y” screws for the “X” screw? The “X” lead screw is slightly longer.