Good afternoon everyone, figured I’d start a new thread, I purchased my machine and received it June 2023 and took my time putting everything together. We squared the bed very close to a 16th of an inch installed the pans and check squareness on those as well and they were very close. as I stated in another post, I spoke with Cameron several times on having issues with my machine binding and the bearings locking up. Long story short they sent me new bearings and rods for the Y axis, got everything installed ran the break-in program still Bound up a few times, rechecked tightness, and lubricated The rod. And finally was able to get everything running fine even at 400 inches a minute I have less than 20 minutes of runtime on my machine from cutting small parts to test cuts so today I cut five pieces of 3/16 steel plate at which were 22 x 12, and they were an 1/8” inch out of square, here are some pictures.
They did not, each end was about a 1/16 off from the number it needed to be, was under the desired number.
I used F360 to draw, saved to my computer then used sheetcam to run post processor then saved to a flash drive and uploaded to my machine. I had thought possible discrepancy between the drawing platform.
If it were me I would double check the squareness of the table ensure that the Y-axis movement is perfectly perpendicular to the X-axis. It may not take much to be out 1/16" over 22 inches.
I can check when I get back out to the shop, assuming you mean checking with the water bed on it. I did check the perpendicularity 2-3 times, first at initial assembly and when I had talked with Cameron and another time after I put the new rods/bearing assembly in. But I will also check this again.
You will have to adjust the Y Axis limit switches to get squared up. Select home machine, NOT HOME WORK. Once its done homing measure distance from each Y Axis switch to stop bolt adjust to same distance as the other.Do a square test cut if not square adjust switch on Y axis that is out of square. Took about 20 minutes to get mine adjusted to cut square.
So I readjusted the Y axis stops, here are before and after pics.
I re-homed machines and the stops were the same as before prior to adjusting.
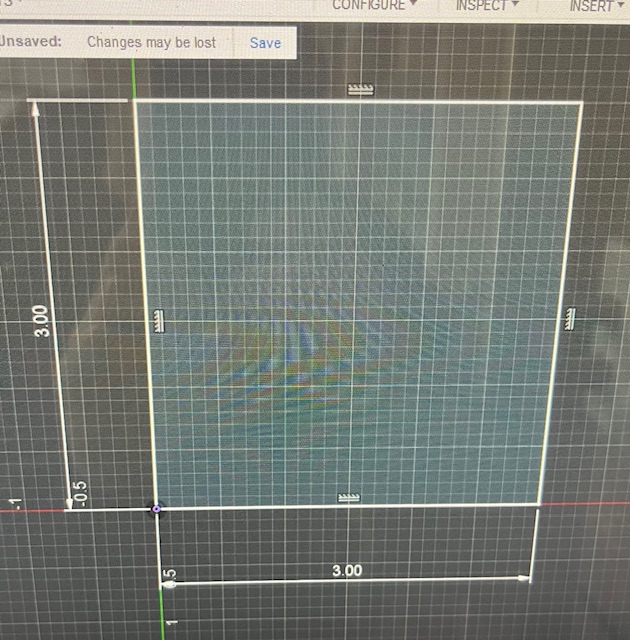
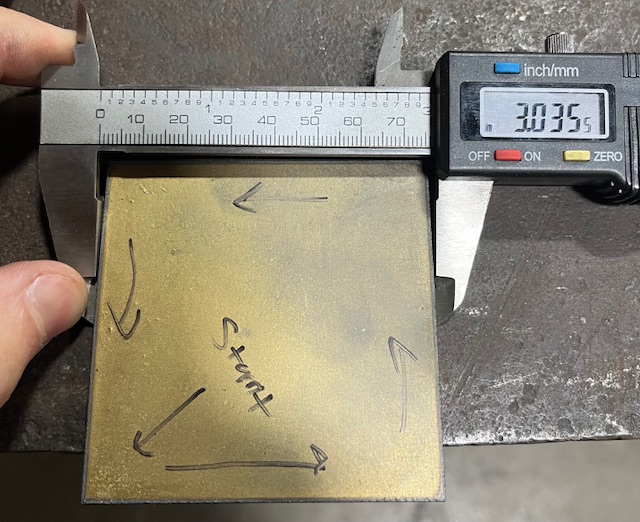
I made a 3”x3” square. Measured with calipers. One side measured 3.042, the other side measured 3.035. And I’m getting a bevel.
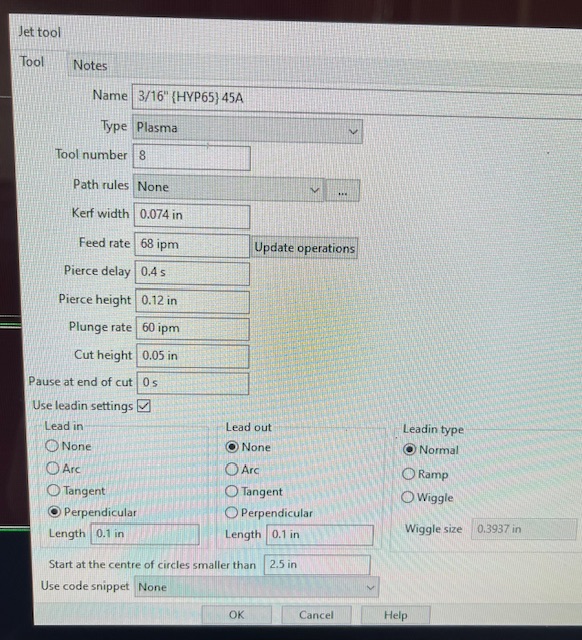
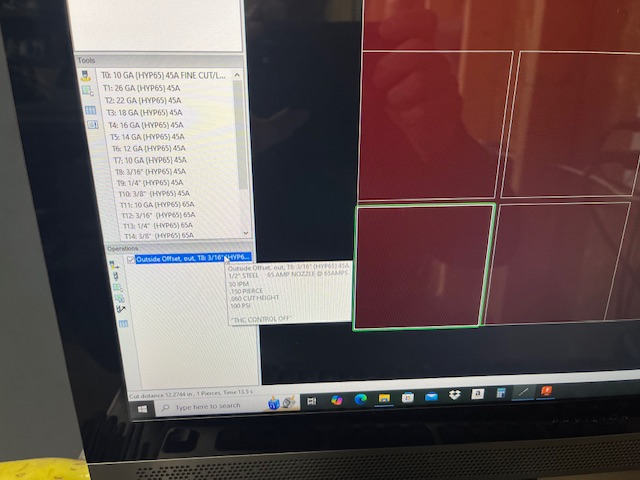
The other pic is my settings for 3/16 steel also in the operation setting in sheet cam this came up also….
do a 4 " straight line cut and measure width of kerf to find what actual kerf width is. As far as bevel make sure torch is square to material surface you are cutting. Torch height will affect bevel as well and bad consumables.
I did a 4” straight cut just now and roughly measured with calipers @ .076” and checked the bottom side with feeler gauges and a .040 would fit tightly.
So seems the kerf is correct.
Also I changed my setting to 75 ipm, .120 pierce height, .040 for cut and 110psi for the 3”x3” square and all sides measured close to 3.030. Plus or minus a few thousandths but seems closer than yesterday. Thoughts? Btw I appreciate the responses and help, as with several other owner/operators this has been a headache.
It’s a drop roughly 12”x18” of 3/16 plate, I don’t think it’s moving but I see where your going with that, we’ve had this happen on our laser at work, small lightweight drop and it’ll move from the oxygen and nitrogen coming out of it.
Rat196426, when you said to measure the distance, are you taking about the actually switch body or the end of the lever/finger. I’m reading back through and trying to make sure I’m understanding correctly. Thank you
From end of lever to head of stop bolt. If left or right Y axis are out of whack from one another you will not get square cut, even if table frame is dead nut square, you will have to fine adjust the y axis switches. If you watch Y axis when you home machine, you will see after switches make contact with stops the Y axis will creep forward from switches. Now gantry is squared. Easy to adjust to get square cuts.
I have a hard time typing explanations, I am better explaining things to people face to face or on phone. Cut a square out and you will know which Y axis needs adjusted. Only need to adjust left or right y axis stop.
No no. I learn better by being shown and have hands on experience, So Your fine, I’ve had a hard time in my life comprehending things, it’s been very frustrating but life goes on. I appreciate it sir!!!