Hi - I am relatively new to the langmuir crossfire (probably have all of 20min of cutting time on the Pro).
I am running a Pro with RW45. I am not new to CNC, I have a wood CNC. But this is my first use of a Plasma CNC at home.
I have been been trying some more intricate cuts for an ornament for close family. The first cut I made on the machine worked surprisingly well (I impressed myself). Its worth noting the original I converted from an image. The original design was 3in tall, I scaled it in FireControl to about 6" tall. Also I ran this piece without THC installed, and with 4T mode on the RW45 (oops…)
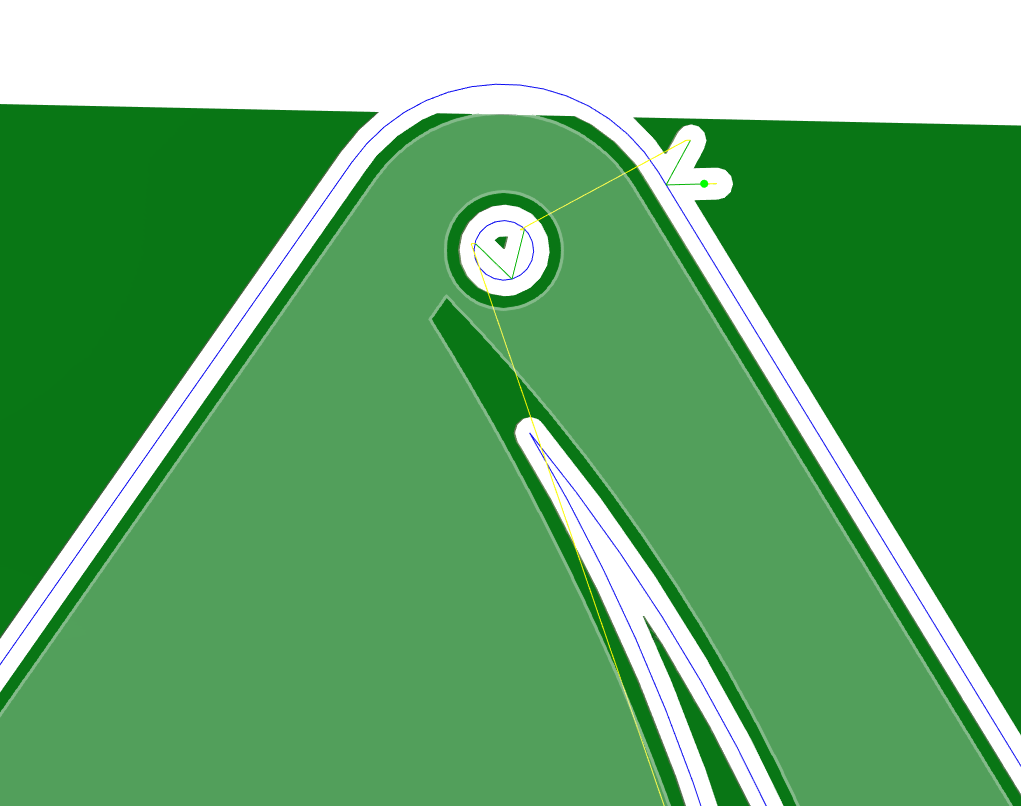
I then took the same 3d model and duplicated it in F360 so I could cut out 4 of these. I scaled it in fusion to 6" tall and then completed the duplication and nesting.
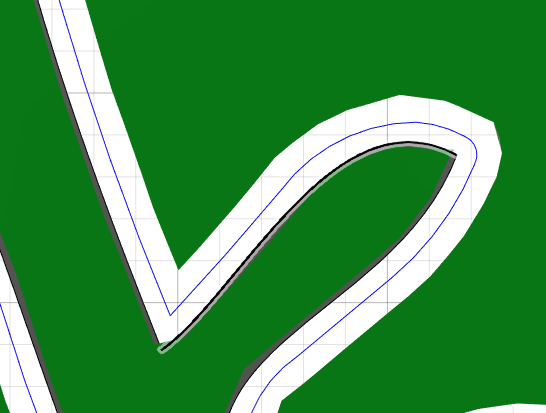
When regenerating the setup, the offset from the body is non existent. Meaning it cuts centered on the edge features. There are 2 spots that get fairly thin. It looked like I had offset set to center when cutting the piece, even though in the simulation its offset from the edge to account for the kerf. What am I missing?
I should add - I am tempted just to enable stock to leave at some value that beefs up the part slightly, but would rather understand why this is happening instead of bandaiding it.
I will try to run the original g-code tonight to see if I can replicate the original cut. Push comes to shove I can manually nest it…
What is your kerf width set at?
Stock to leave only adds more material outside the perimeter of the object or nest being cut, it does not affect the dimensions of the object being cut. Basically, it effects how you set your origin. If you want a 1/4" skeleton around the perimeter of your nest and you set the stock to leave option at 1/4" you would locate your tip right at the corner of the stock. If you set stock to leave at 1/4" and locate your tip 1/4" inbound from X and Y you would get a 1/2" skeleton outside the perimeter of the nest or object. If you watch closely when you set stock to leave you will be able to notice graphically what it does. I am not by my home computer, or I would go @TinWhisperer on you and do some screen shots to show what it does.
Kerf is set to .055 which is 1.4mm, as I understand it the RW45 standard consumable is 1mm cut so I should have some extra play (0.2mm on either side of the cut) of ‘stock to leave’ essentially.
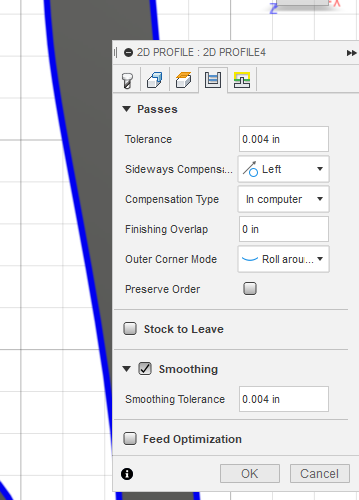
Re: Stock to Leave checkbox as seen in the second image originally attached.
What you explained is the stock setup parameters not the ‘Stock to Leave’ that is under the passes tab. Stock to Leave offsets the cutter tool path from all edges by a set amount. It allows for other machining or operations following the CNC operation.
When I run my wood CNC if I am machining something with multiple passes, I might leave .002-.005 on my first cut where it works it’s way deeper into the material with each pass. Followed by another pass that has no stock to leave as a cleanup pass to remove any machining marks.