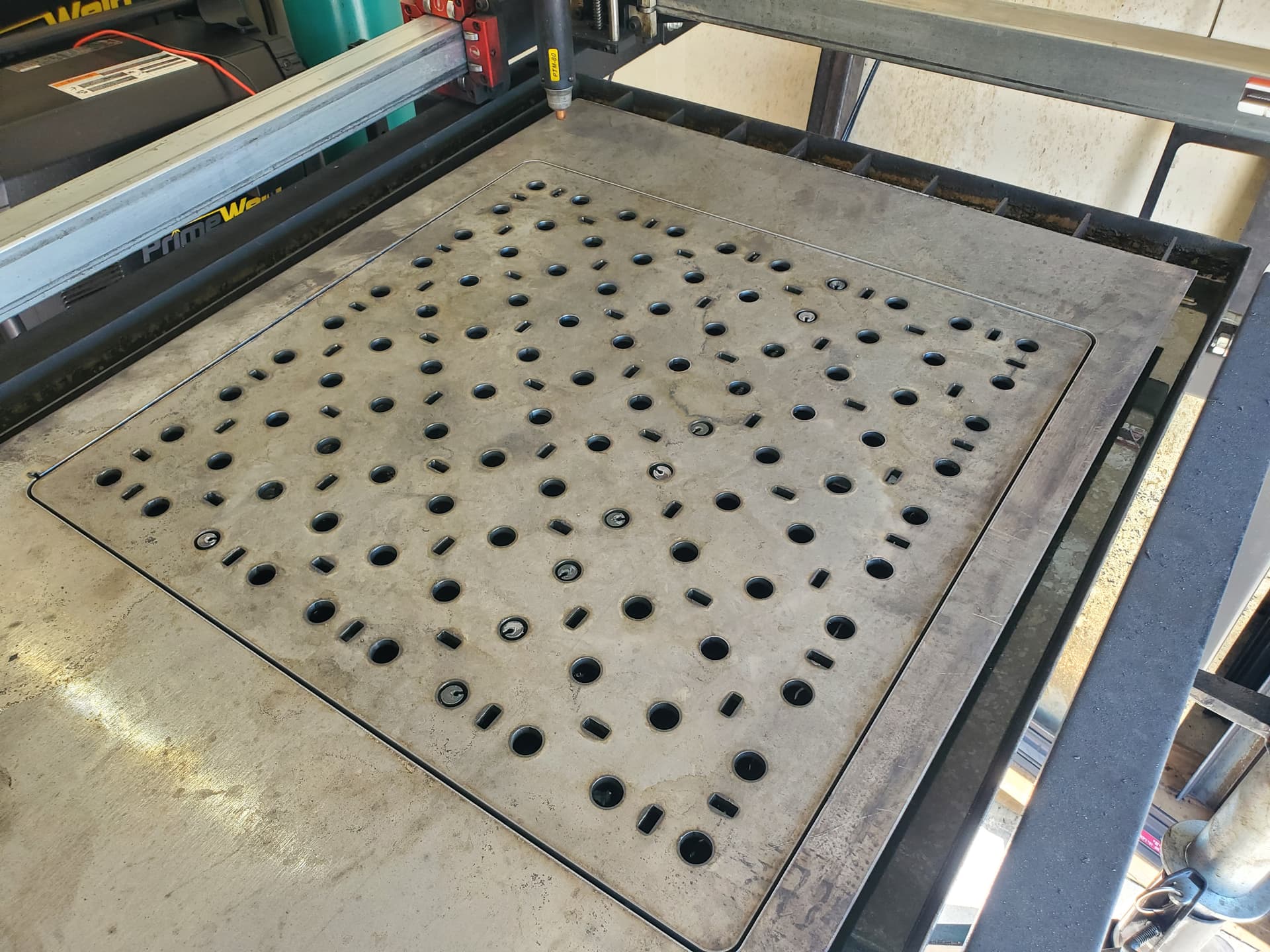
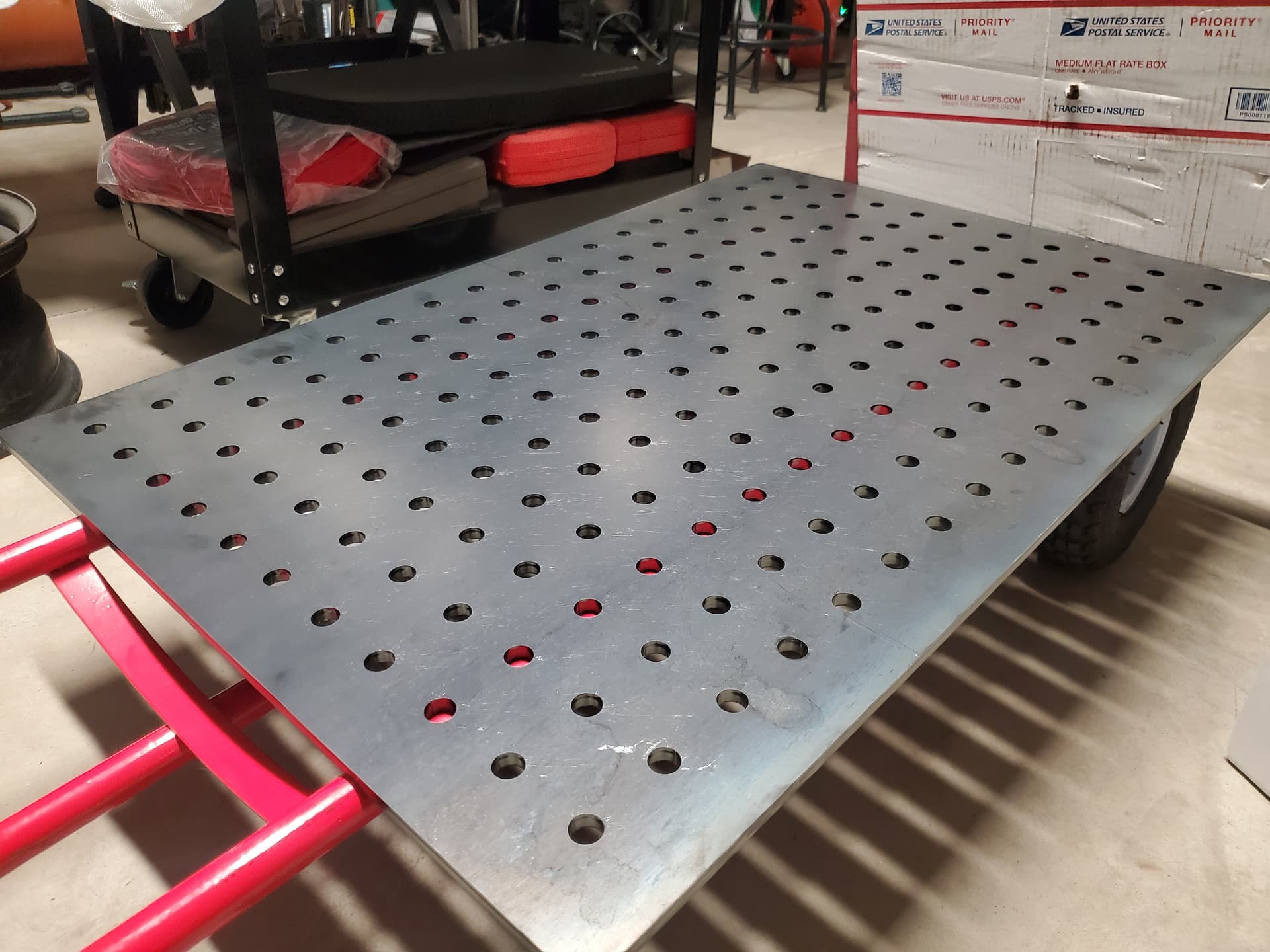
Just wanted to share what was the cutting of a welding table top fixture found on Fireshare on my plasma table.
Full discretion - I had an issue that I allowed to occur as my Z axis was binding throughout the entire cut out of this table top. I didn’t realize it at first as I had my back turned from my table for the first minute or so.
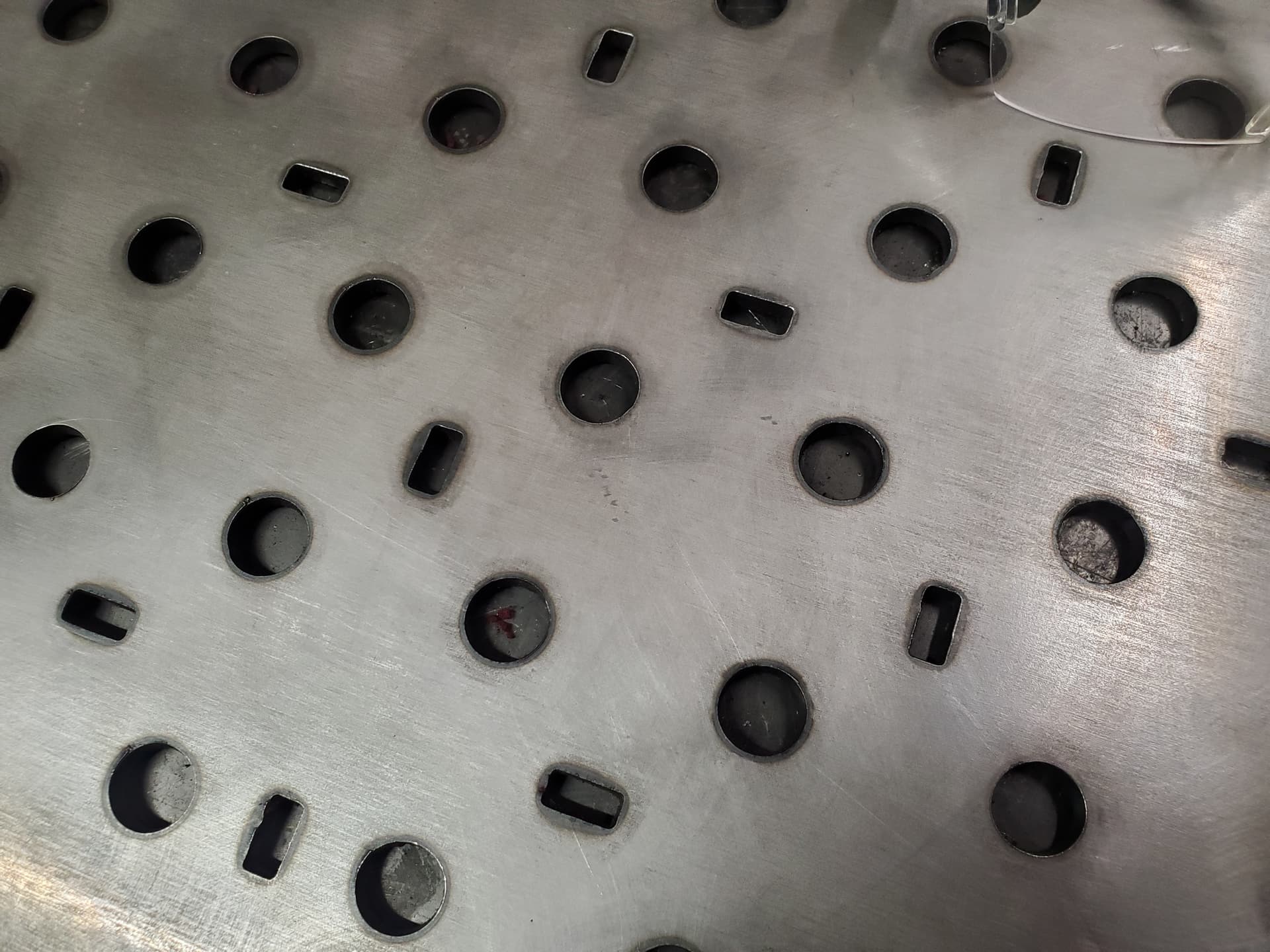
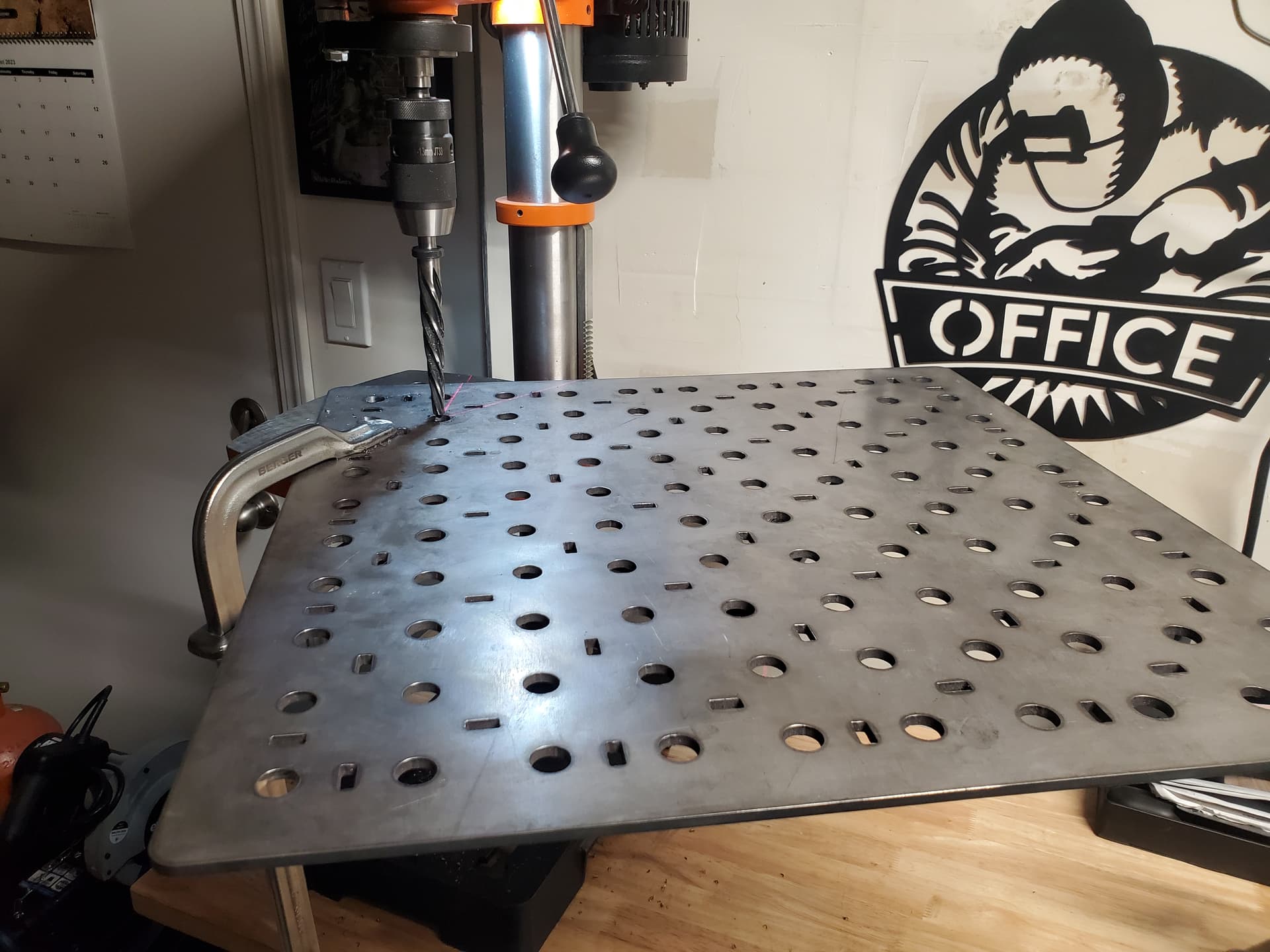
I expected a bit of beveling, but this ain’t bad considering the situation I was in and everything being cut from the incorrect height. Looks like a problem for future me as I’m sure I’ll have to hand ream these holes.
Still not bad at all, and the steel was free anyway as I’ve been sitting on it for awhile.
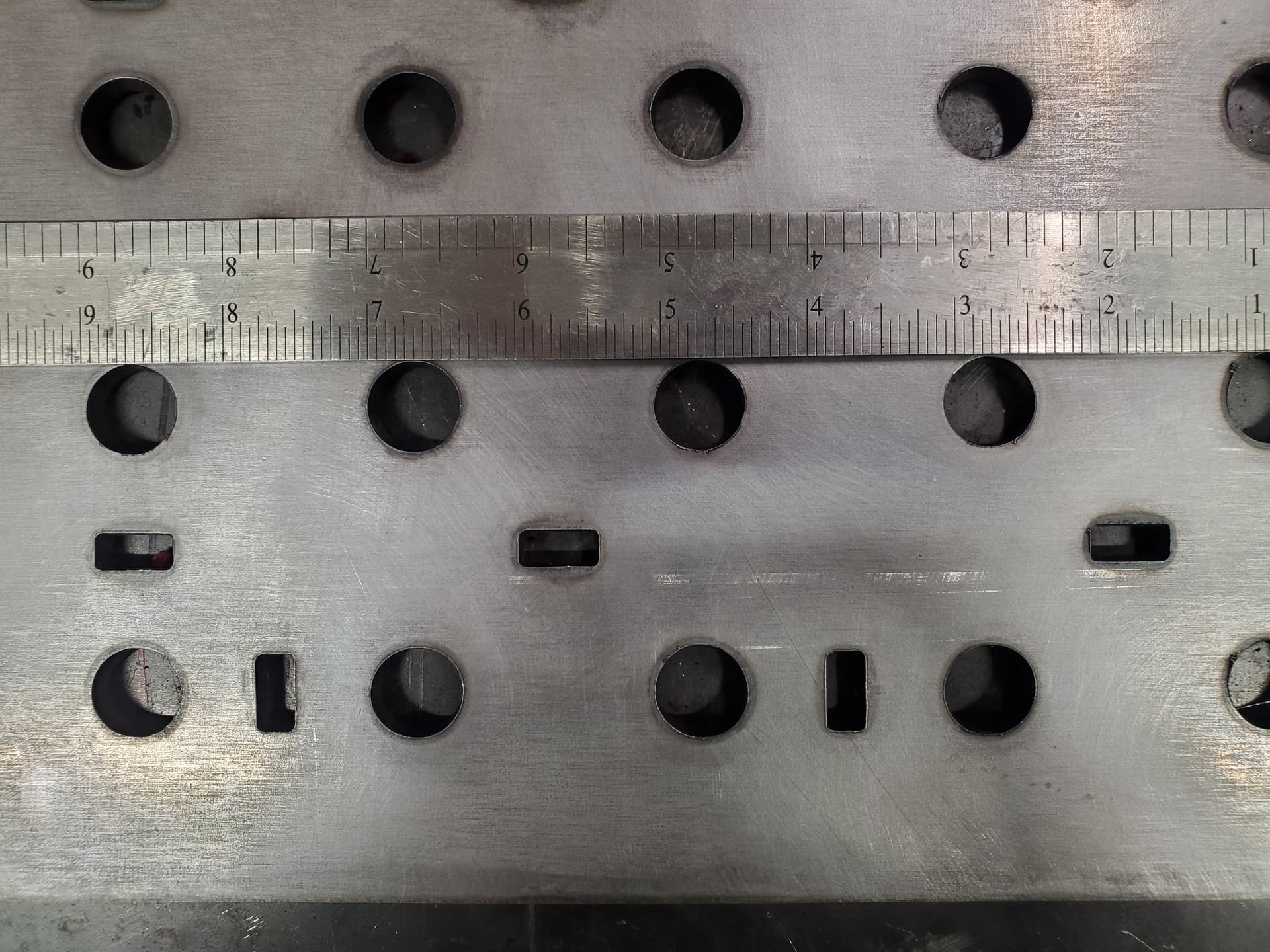
Aren’t the holes supposed to be 2 inches apart? From that ruler, the holes get progressively closer. Does it assemble correctly with the underside slats?
I had only checked the holes if they were ‘aligned’ with each other but nothing more
When he mentioned the spacing, I figured I’d go check
I’ll definitely post back once I cut the undersides out; tomorrow I may cut one or two of the slats with the left over sheet just to test the small notches in the table
Part of me says I’ll have to make them smaller in Fusion to make up for the tiny bit of beveling so that they fit together
Due to all the lava rock buildup on the tops of my slats (Winter project to replace), I’ve seen what I would guess to be 1/2-5/8’ cut height on some straight cuts when I am trimming off used material using the straight cut program in Firecontrol (No THC).
I’ve been surprised by how well it cuts even when at 3 or 4 times the cut height I would have set if it was programmed.
Actually, you might find that cleans up easier than you think. I had that situation and took each slat and positioned flat on a piece of wood (the rougher the wood the better for friction with the slat). I then hit it with a grinder with 40-60 grit flap disc and most of it just broke off cleanly. I was done in about 15 minutes.
Quick update, decided I’d cut some of those underside slats with the left over stuff and that’s when I found out the reason for my cut height issue yesterday was a binding Z axis.
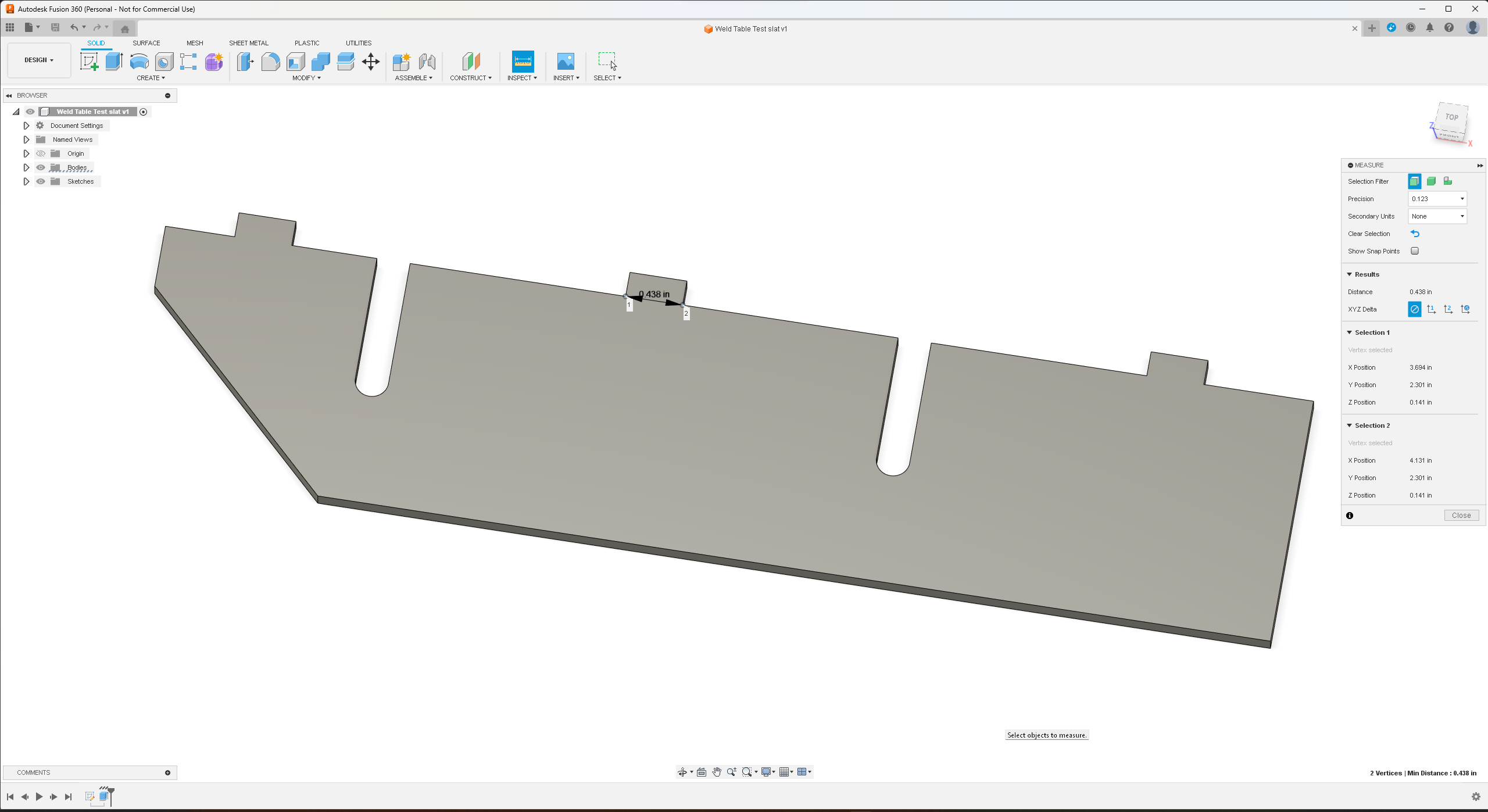
The problem now being the tab cut outs on the table are slightly beveled and a hair too small; about 1/32" on the underside so I’ll grind down the tabs on these 3 slats for now.
Then for the rest, I’m going to remove 1/16" off each side of each tab in the drawing so they can fall right in.
Here’s the revision, but rather than waste an entire 3/16" piece at 2" x 19" I revised the tabs and will only cut a 3-tab length part of the slat out of clean scrap.
If someone does want to make custom size welding table learn how to use rectangular patterning in fusion. I did video on this a few weeks ago if you haven’t already seen it. It’ll save you lots of time.
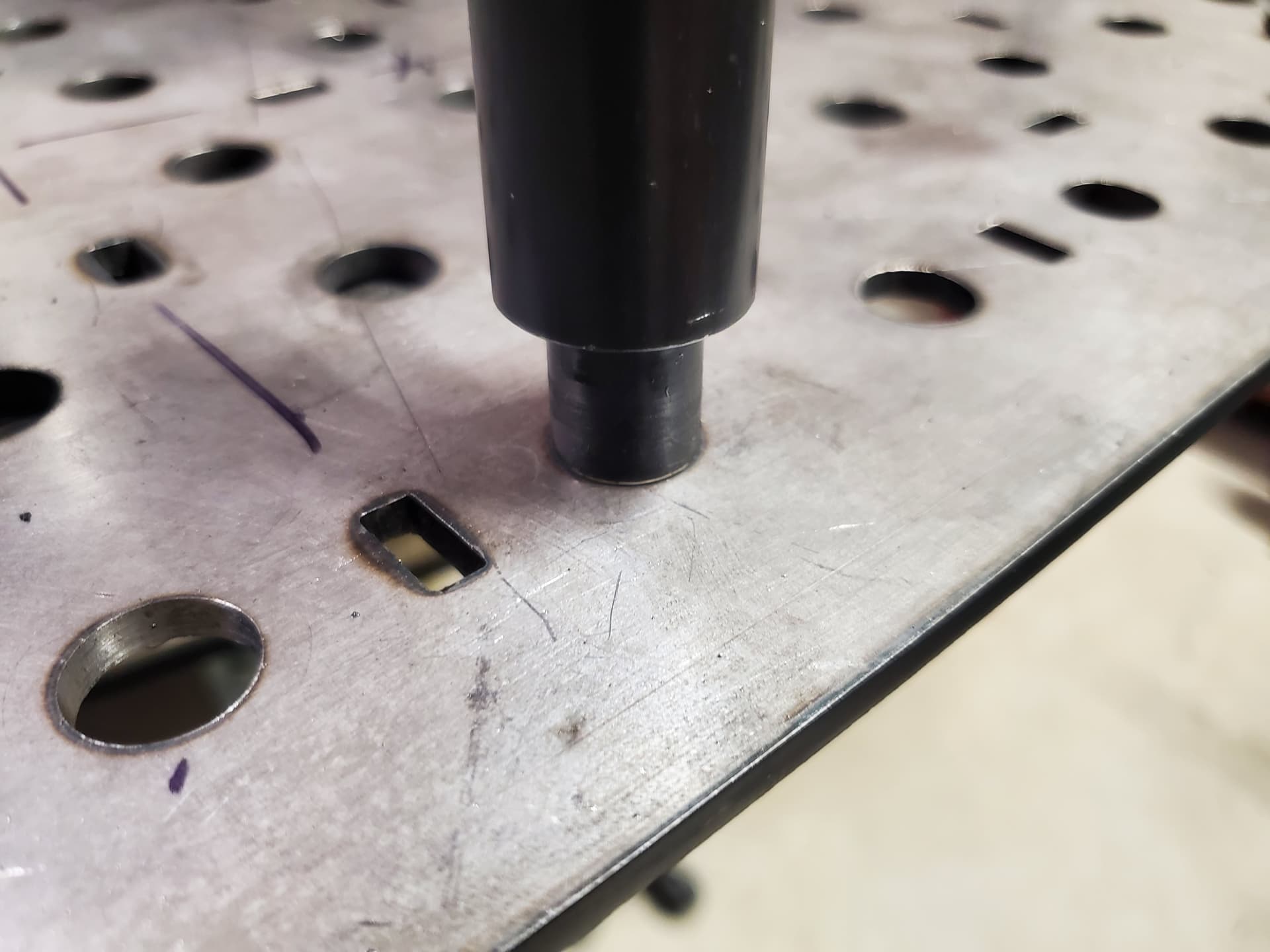
Now here’s where it gets really interesting. When you cut these table top fixtures out on laser, they’re on point (obviously). For plasma, just about all plans specify the need to ream the holes out.
Given the issue I had during my table top cut out, I am surprised just how damn near close it gets to fitting this 5/8" stop -
All in it cost me $44 bucks; $30 for the steel and $14 for the reamer (gift card for $5)
Making a few small mounts on the remainder of the 3/16" will net me back most of that cash making this whole thing practically free
Not sure if I want to use some of the 15’ of 2" x 3" rectangular tubing I’ve had laying around all year long left over from another job. Need to weld up some legs together for this thing…