By now, there seem to be many Crossfires out there. I haven’t seen many posts about warpage of sheet metal. I’m hoping that users will join this thread and help one and all.
I am trying to create signs (with and without text). I have been experimenting with thinner materials (18 - 24 gauge).
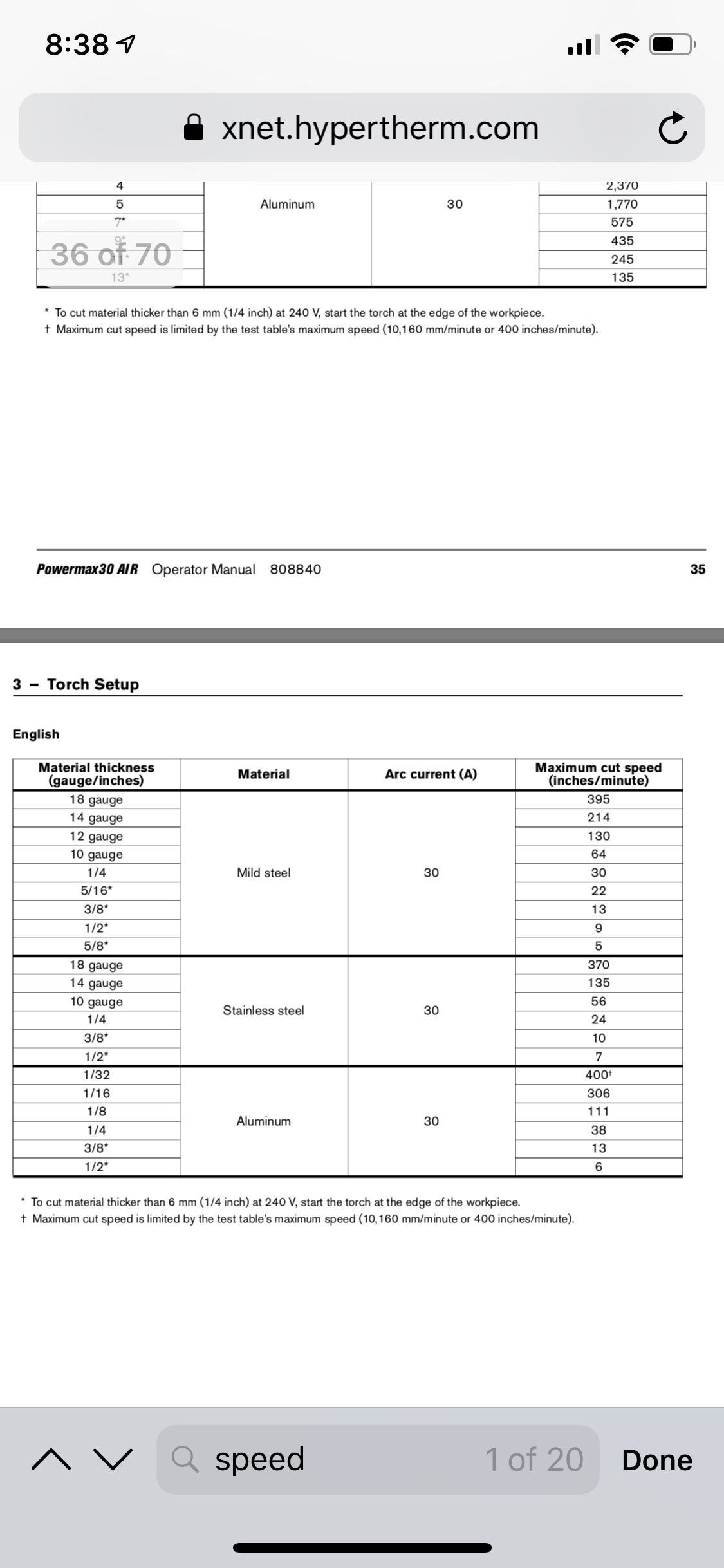
I use a Hypertherm 30 Air. For 18 gauge, it seems to cut using settings or 30A, 75 ipm, and I almost immediately see warpage on a 24 x 30 inch sheet. I am using a water table and I have exchanged the Langmuir supplied slats with 1-1/2 inch slats to allow the water to be at the top of the slats.
A lot of my trials, I have been using a mix of simple designs and text. I’ve had a lot of problems even using stencil fonts.
I myself got 2 5/8 x 3 barstock about 20 inches long to lay across 2 edges and try to clamp a 3rd down. I cut 16g at 80-100 ipm 30 amps. To me 75 ipm on 18g sounds really slow. But Thats just me. And like you i keep the water table pretty full. And always hover over it with something in hand to push any warps down.
I cut 18 & 20 gauge @ 20 and 25 Amps. 20 amps @ 60 IPM and 25 amps at 70IPM
I’m using RAZORCUT 45 and standard water table and slats
I have no warpage issues
I am using a .6 mm nozzle fine cut with an average kerf of 0.024” - 0.027”
30 AMPS ON 18-gauge 20 & 24 your cooking! IMHO I read everywhere that 30 A was good to 16 gauge but not with my cutter. It was a lot of test cuts to dial in my cutter. 30 AMOS WAS TO HOT for 18-20&24 and if I went faster on the speed there was dross problems on front,back etc… slower and lower was the trick for my machine. Without THC it’s and fine line between cut quality and speed.
I also have better result with a higher torch height setting I set mine with the supplied LS 0.060” + a 0.014” feeler blade so my height above the sheet is 0.074”
Again I think it’s just a matter of running test cuts at various settings.
With the RAZORCUT45 we don’t have a choice as RAZORWELD HAS
S no documention on settings for diff. Metals or thicknesses. So we started a chart here on the forum.
HYPERTHERM I’ve heard has all kinds of recommended settings and speeds for various metals and thicknesses but again without THC it problems stills comes down to test cutting your machine to dial it in for what thickness sheet your cutting
Good luck
I think you’ve got it spot on. Low & fast. You can even do decent stuff on 24 & 26ga. I’ve been playing with 30ga to see if I can get that dialed in so I can use it for cheap prototypes to make sure the design works before moving to the heavier stuff.
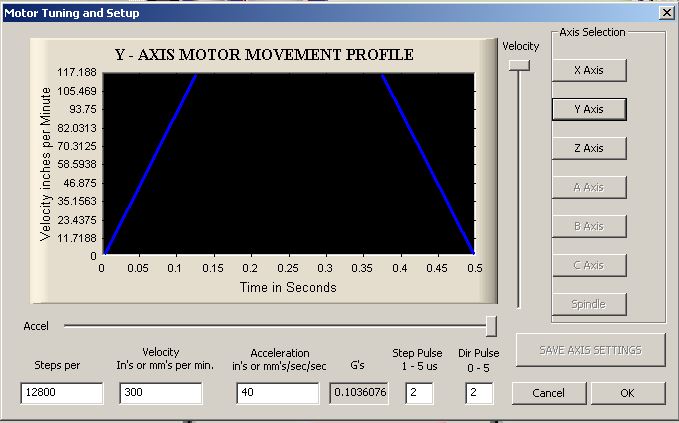
I suspect at higher speed the acceleration may need some tweaking. It is symmetrical in the programming I would assume acceleration would be slightly different than deceleration. Maybe part of the issue with the Hypertherm guys with rounded corners at high speed?
Hey guys, just got my first couple of cuts in with 14 ga hot rolled. Bought a 4x8ft sheet and hand plasma cut it into 24x24in sheets. My first run was a disaster as the plate was cupped or bowed which caused the nozzle to collide with the material and shoved it all over the table. I had the nozzle set with the 60 thousandths shim. (was this my first mistake?) Using a Hypertherm 600.
Not sure what to do about the plated being warped. I am considering using 11GA but that’s pretty beefy stuff for some signs a deco stuff. I have read about clamping and will look further into this.
I started with 18 and 20 ga crs. These sheets come in 4X10 size. I had trouble with warpage using this thickness. Sometimes, it would cut without a problem, and other times I had lots of warpage. It’s kind of hard (for me) to keep the metal flat. I tried magnets, heavy blocks of aluminum and tried clamping. No real luck. I then experimented with 16 ga and then I am now using a mix of 14 and 16 gauge depending on the design. According to what you say about hand cutting the sheet into 2x2 sheets, your problem might be this additional heat applied to these cuts. When I buy my 14 CRS, I have it cut by the supplier into 10 2X2 pieces. My supplier sometimes charges for the cutting, but mostly not. You might want to try having the material precut and see if that helps.
Dennis Leslie
Prescott Valley, AZ
I have mine sheared into 2x2 . In addition to any weights and clamps I use an extra long pair of needle nose pliars and hold any warped parts down as the nozzle passes that area and can also grab any chunks that tip up.
Got some great cuts today lots of trial and error. Some name signs that hang at the street or on the home. I have found clamping is not reasonable as I want it to use as much of the material it can and have use of left overs. I have found holding it in place is the answer but i had dreams of a day when I could set the table to motion and go do other things like assembly and welding.
I will have them shear it next time. Is cold rolled a bit better on the warpage vs. hot rolled?
I have found that I don’t need to worry about holddown or clamping since I switched from 18 to 16 and 14 gauge. Maybe I’m having a streak of good luck. For a while (even with the 16 and 14) I had some problems. A lot of that was torch distance, bad electrodes and tips. It always seemed to be that when I left the room, the machine would catch on a tip-up and ruin that piece of metal for me. It seems to know when I’ve left the room. I have tried to stay clear of hot-rolled since I’ve been using the CNC table, but I wouldn’t think there would be any difference other than the mill scale.
Actually, there are 2 suppliers in my area. I deal with Prescott Steel. I get 16 ga CRS for about $100 cut to 2x2 squares and 14 ga for about $150, also cut into 2x2 squares.