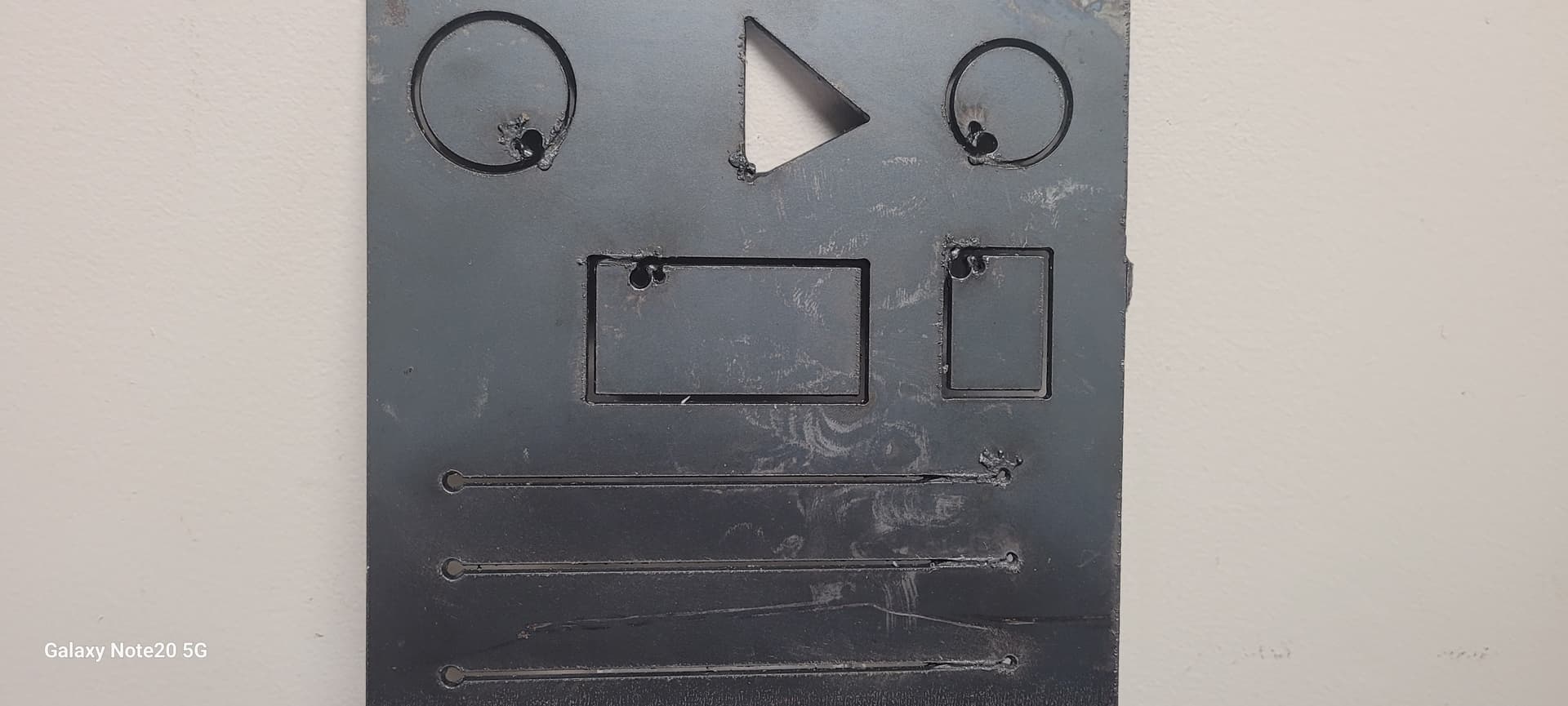
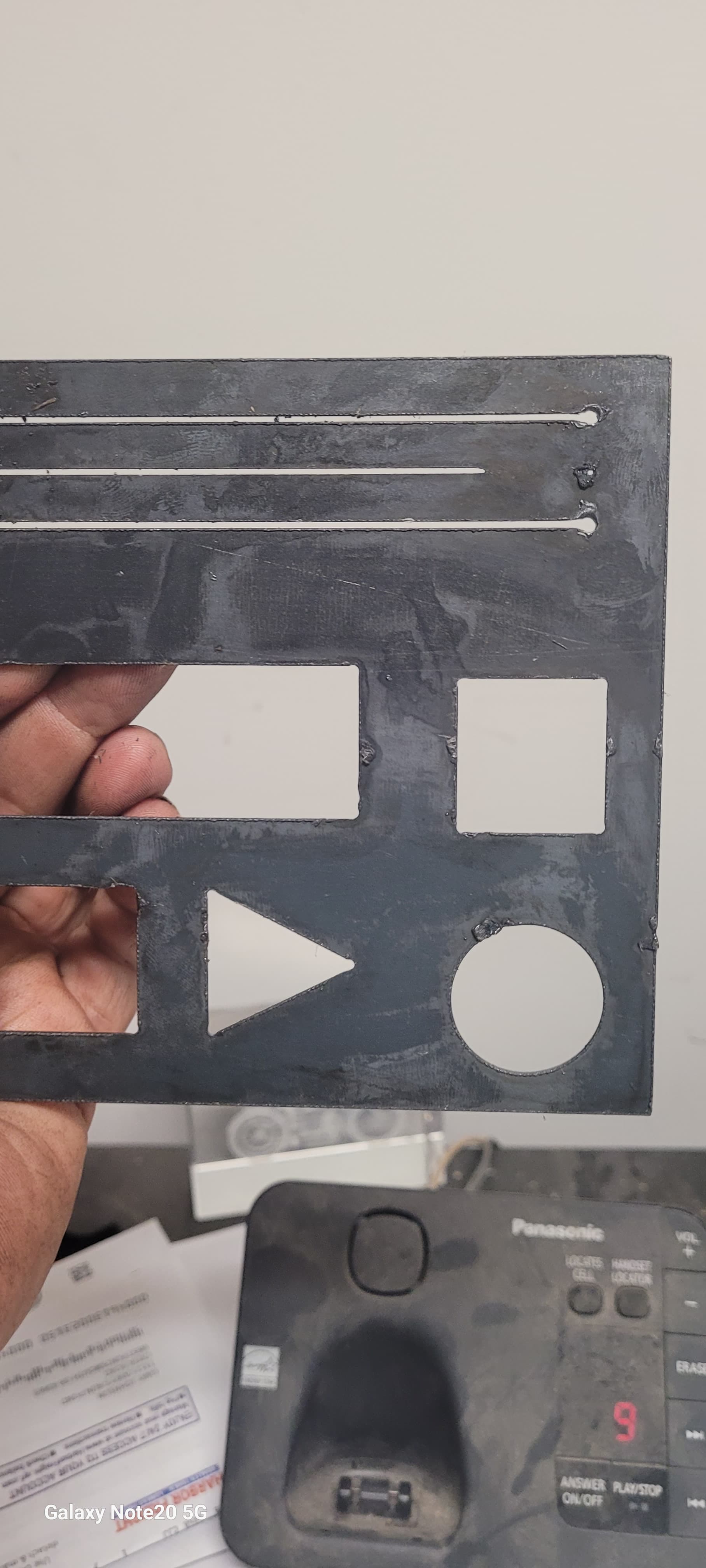
This has been a journey I’ve posted on here before with the same problem I’ve done the process of elimations. I have a refrigerated air dryer water traps air filters silica beeds motor guard air filter Trimco consumables. I’ve done the testing for pierce delay cut height amps Imp. Nothing seemed to help so I decided to lower my cut height I few hundred thousands the first pic is before I lowered the cut height the second pic. Is after I lowered the cut height. My question is after lowering the cut why did the test peace cut like it should expect for one cut?
Yesterday I was cutting a house sign for my kids friend and had an ugly spot with my hypertherm 45xp. I ended up changing out my electrode and fine cut tip and back to perfect. Anyways sorry for long story but my bet is moisture is wreaking your consumables or maybe replace all your consumables even swirl ring. You didn’t state what plasma your using.
I’m using Razerweld 45, swirl ring is new. consumables have 56 pierces on them I have good clean air. When your eloctrode went bad was it just one cut that went bad too?
Might as well post all your speed and settings for steel your trying to cut. Let’s understand what your doing if you don’t believe it’s consumables. You shouldn’t have to do much adjusting on your cut chart. Things to check are positive clamp and consumables from my experience
14 gauge 120 IPM 32 amps pierce delay .8 cut height .06
the clamp is on the steel I’m cutting. Tecmo consumables.
The only thing I changed was the cut height from the first pick to the second picture.
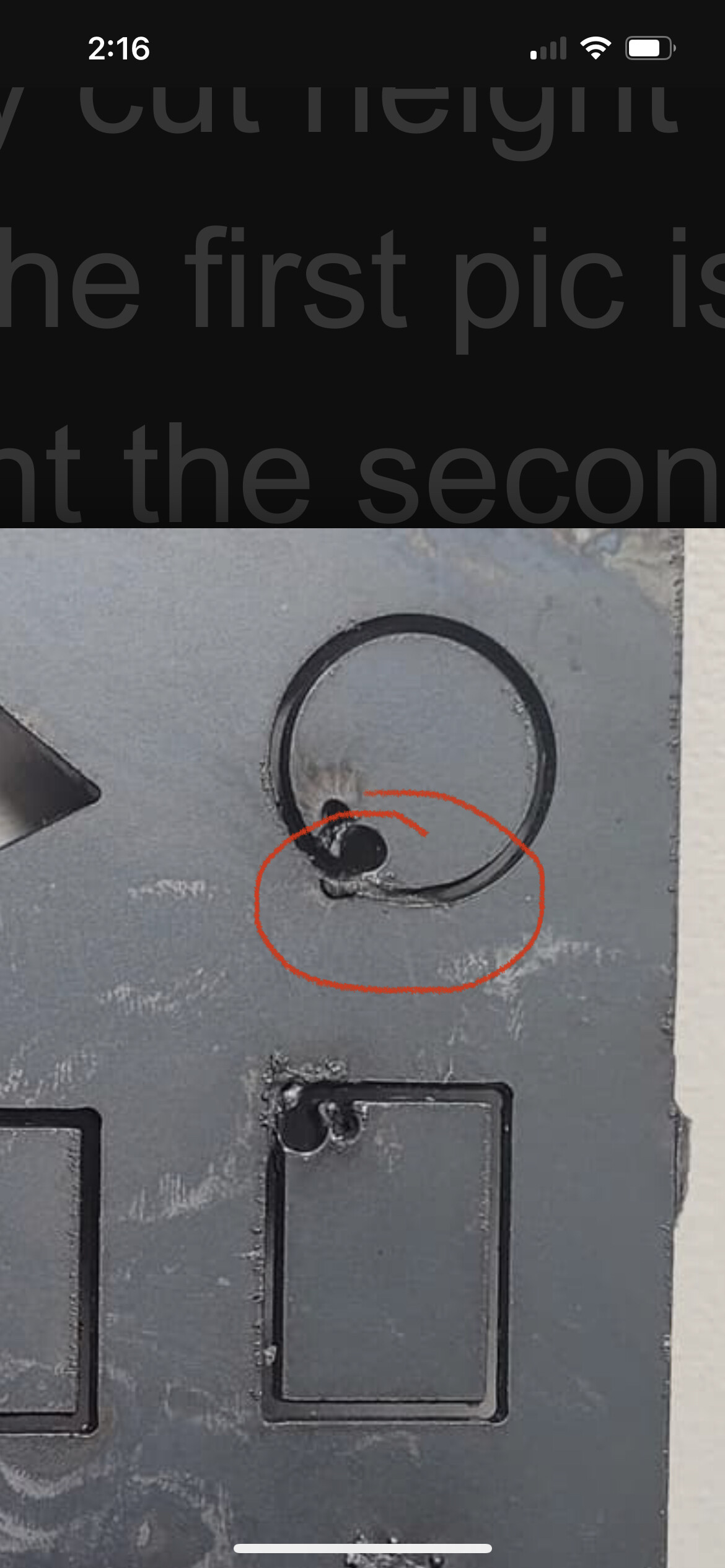
My question is when I lowered the cut height why did everything cut as it should except one cut in the second picture.
To it appears that for some reason the cutter didn’t pierce all the way through before it started to move.on that one cut doesn’t make sense to me.
Post gcode
Never posted a gcode how do you do that?
What size are your consumable’s?
I run 45 amps at 110 IPM air at 70-75 on gauge of cutter while cutting.
Bad consumable’s will cut ok then not ok, post a pic of you consumable’s
Super simple and might help you understand what is going on between each of your cuts.
2 Likes
(v1.6-af)
G90 G94
G17
G20
H0
(2D Profile1)
G0 X4.608 Y4.4909
G92 Z0.
G38.2 Z-5. F100.
G38.4 Z0.5 F20.
G92 Z0.
G0 Z0.04 (IHS Springback + Backlash)
G92 Z0.
G0 Z0.13 (Pierce Height)
M3
G4 P0.8
G0 Z0.047 (Cut Height)
H1
G1 Y0.5 F120.
H0
M5
G0 Z1.
G0 X4.2738 Y4.4909
G92 Z0.
G38.2 Z-5. F100.
G38.4 Z0.5 F20.
G92 Z0.
G0 Z0.04 (IHS Springback + Backlash)
G92 Z0.
G0 Z0.13 (Pierce Height)
M3
G4 P0.8
G0 Z0.047 (Cut Height)
H1
G1 Y0.5 F120.
H0
M5
G0 Z1.
G0 X3.9278 Y4.4909
G92 Z0.
G38.2 Z-5. F100.
G38.4 Z0.5 F20.
G92 Z0.
G0 Z0.04 (IHS Springback + Backlash)
G92 Z0.
G0 Z0.13 (Pierce Height)
M3
G4 P0.8
G0 Z0.047 (Cut Height)
H1
G1 Y0.5 F120.
H0
M5
G0 Z1.
(2D Profile2)
G0 X1.1842 Y2.154
G92 Z0.
G38.2 Z-5. F100.
G38.4 Z0.5 F20.
G92 Z0.
G0 Z0.04 (IHS Springback + Backlash)
G92 Z0.
G0 Z0.13 (Pierce Height)
M3
G4 P0.8
G0 Z0.047 (Cut Height)
H1
G1 Y2.084 F120.
G3 X1.2542 Y2.014 I0.07 J0.
G1 X1.4773
G1 X1. Y2.9687
G1 X0.5227 Y2.014
G1 X1.2542
G3 X1.3242 Y2.084 I0. J0.07
G1 Y2.154
H0
M5
G0 Z1.
G0 X1.346 Y1.3069
G92 Z0.
G38.2 Z-5. F100.
G38.4 Z0.5 F20.
G92 Z0.
G0 Z0.04 (IHS Springback + Backlash)
G92 Z0.
G0 Z0.13 (Pierce Height)
M3
G4 P0.8
G0 Z0.047 (Cut Height)
H1
G1 X1.416 F120.
G3 X1.486 Y1.3769 I0. J0.07
G1 Y1.486
G1 X0.514
G1 Y0.514
G1 X1.486
G1 Y1.3769
G3 X1.416 Y1.4469 I-0.07 J0.
G1 X1.346
H0
M5
G0 Z1.
G0 X2.192 Y2.846
G92 Z0.
G38.2 Z-5. F100.
G38.4 Z0.5 F20.
G92 Z0.
G0 Z0.04 (IHS Springback + Backlash)
G92 Z0.
G0 Z0.13 (Pierce Height)
M3
G4 P0.8
G0 Z0.047 (Cut Height)
H1
G1 Y2.916 F120.
G3 X2.122 Y2.986 I-0.07 J0.
G1 X2.014
G1 Y0.514
G1 X2.986
G1 Y2.986
G1 X2.122
G3 X2.052 Y2.916 I0. J-0.07
G1 Y2.846
H0
M5
G0 Z1.
G0 X2.0772 Y3.8575
G92 Z0.
G38.2 Z-5. F100.
G38.4 Z0.5 F20.
G92 Z0.
G0 Z0.04 (IHS Springback + Backlash)
G92 Z0.
G0 Z0.13 (Pierce Height)
M3
G4 P0.8
G0 Z0.047 (Cut Height)
H1
G1 X2.0072 F120.
G3 X1.9372 Y3.7875 I0. J-0.07
G1 Y3.6816
G1 X2.9092
G1 Y4.6082
G1 X1.9372
G1 Y3.7875
G3 X2.0072 Y3.7175 I0.07 J0.
G1 X2.0772
H0
M5
G0 Z1.
G0 X1.086 Y3.953
G92 Z0.
G38.2 Z-5. F100.
G38.4 Z0.5 F20.
G92 Z0.
G0 Z0.04 (IHS Springback + Backlash)
G92 Z0.
G0 Z0.13 (Pierce Height)
M3
G4 P0.8
G0 Z0.047 (Cut Height)
H1
G1 X1.1511 Y3.9274 F120.
G3 X1.2419 Y3.9669 I0.0256 J0.0651
G3 X0.3374 Y4.3228 I-0.4522 J0.178
G3 X1.2419 Y3.9669 I0.4522 J-0.178
G3 X1.2024 Y4.0577 I-0.0651 J0.0256
G1 X1.1373 Y4.0833
H0
M5
G0 Z1.
G0 X1.1719 Y5.154
G92 Z0.
G38.2 Z-5. F100.
G38.4 Z0.5 F20.
G92 Z0.
G0 Z0.04 (IHS Springback + Backlash)
G92 Z0.
G0 Z0.13 (Pierce Height)
M3
G4 P0.8
G0 Z0.047 (Cut Height)
H1
G1 Y5.084 F120.
G3 X1.2419 Y5.014 I0.07 J0.
G1 X5.
G2 X5.014 Y5. I0. J-0.014
G1 Y0.
G2 X5. Y-0.014 I-0.014 J0.
G1 X0.
G2 X-0.014 Y0. I0. J0.014
G1 Y5.
G2 X0. Y5.014 I0.014 J0.
G1 X1.2419
G3 X1.3119 Y5.084 I0. J0.07
G1 Y5.154
H0
M5
G0 Z1.
M30
(PS120)
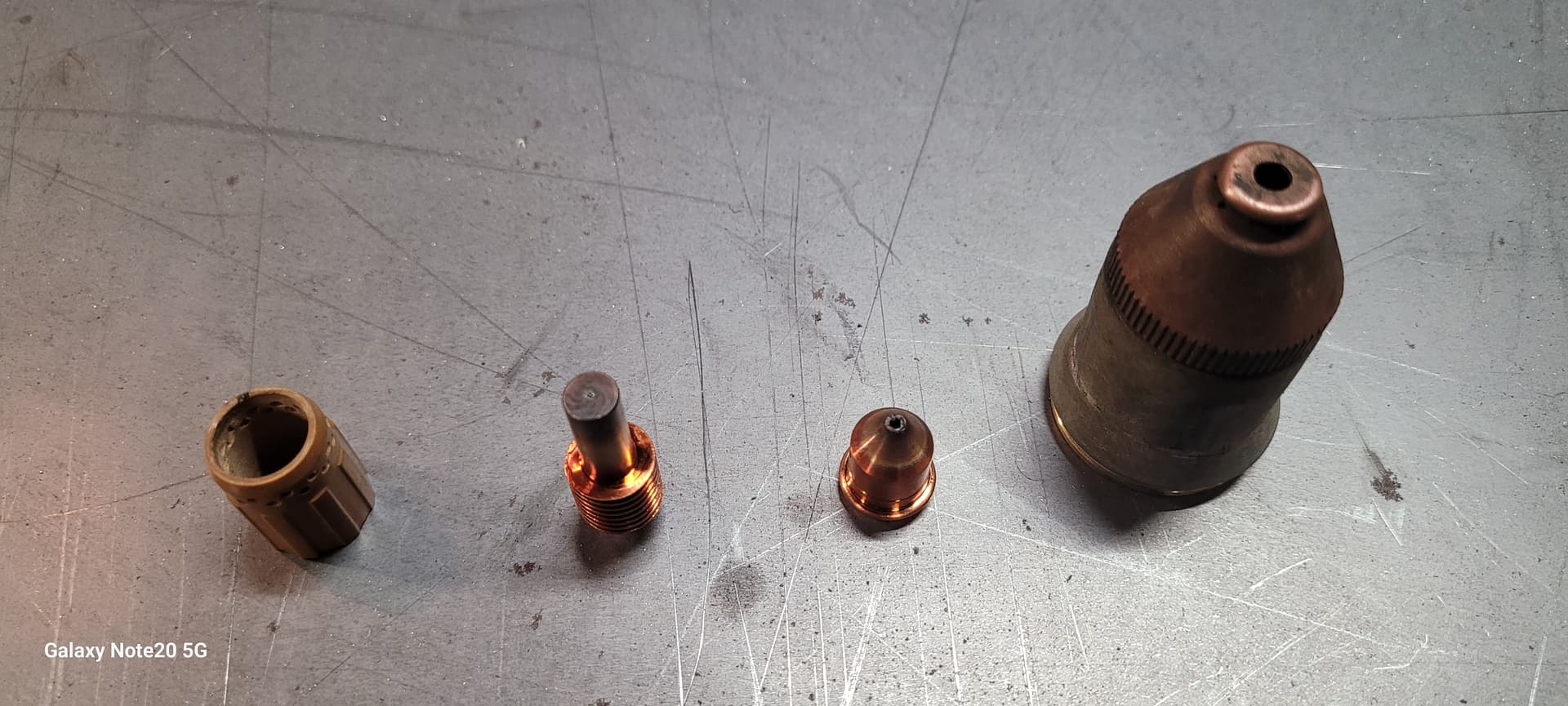
The electrode looks ok. The tip or nozzle is toast. Looking like the tip is being over amped. IE: 30 amp tip orfice being run at 45 amps.
I’m sure the Hypertherm guys could elaborate.
I thought you said you were using a Razorweld . Those are Hypertherm consumables?
![]()
Langmuir sells them. There are lots of Chinese sellers selling stuff that they say works on the Razorweld.
Do not use Hypertherm consumables on your Razorweld as most of the time they don’t work or cause damage to the torch.
2 Likes
I have the razor cut 45 w/machine torch (ubhy45 25m) . The unit cut poorly until i bought Hyperthermia consumables. I get pretty decent cuts and haven’t noticed the torch being damaged? But will keep an eye on it. BTW my unit’s air pressure would drop to 60psi while cutting so I adjusted internal regulator to 75 psi - it improved the cutting. Only down side is the table water spray when cutting near table sides.
1 Like
I bought them from mechanic416
1 Like
Ok thats good. He knows what works and what doesn’t. Still looks like the tip orfice is to small for the amps being run.
1 Like
In my post above I cut the test piece at 32 Amps.
1 Like
George sold me 45 amp consumables.
1 Like
Question ? What is your air pressure while you are cutting? Maybe the internal regulator needs to be adjusted. Sometimes you can have 70 psi at the machine but it drop off due to that internal reg not being able to flow. I see now that you do have good pressure from your previous post. Sorry.
1 Like
I turned the internal regulator inside the cutter up all the way. I use an external regulator to adjust the air pressure which was set at 58 PSI also the cuts in the pictures are doss-free.