Hello, looking for info on pierce delay limits for the LS Cross Fire Pro. I’m experiencing issues cutting 20g mild steel.
Sometimes the torch will arc and cut, sometimes it won’t. The LS post processor in Fusion 360 states minimum of 0.5sec pierce delay, which I believe is causing issues. Has anyone experienced similar issues?
Gear: Hypertherm Powermax 45XP, Cross Fire Pro
Consumables: new fine cut on machine torch
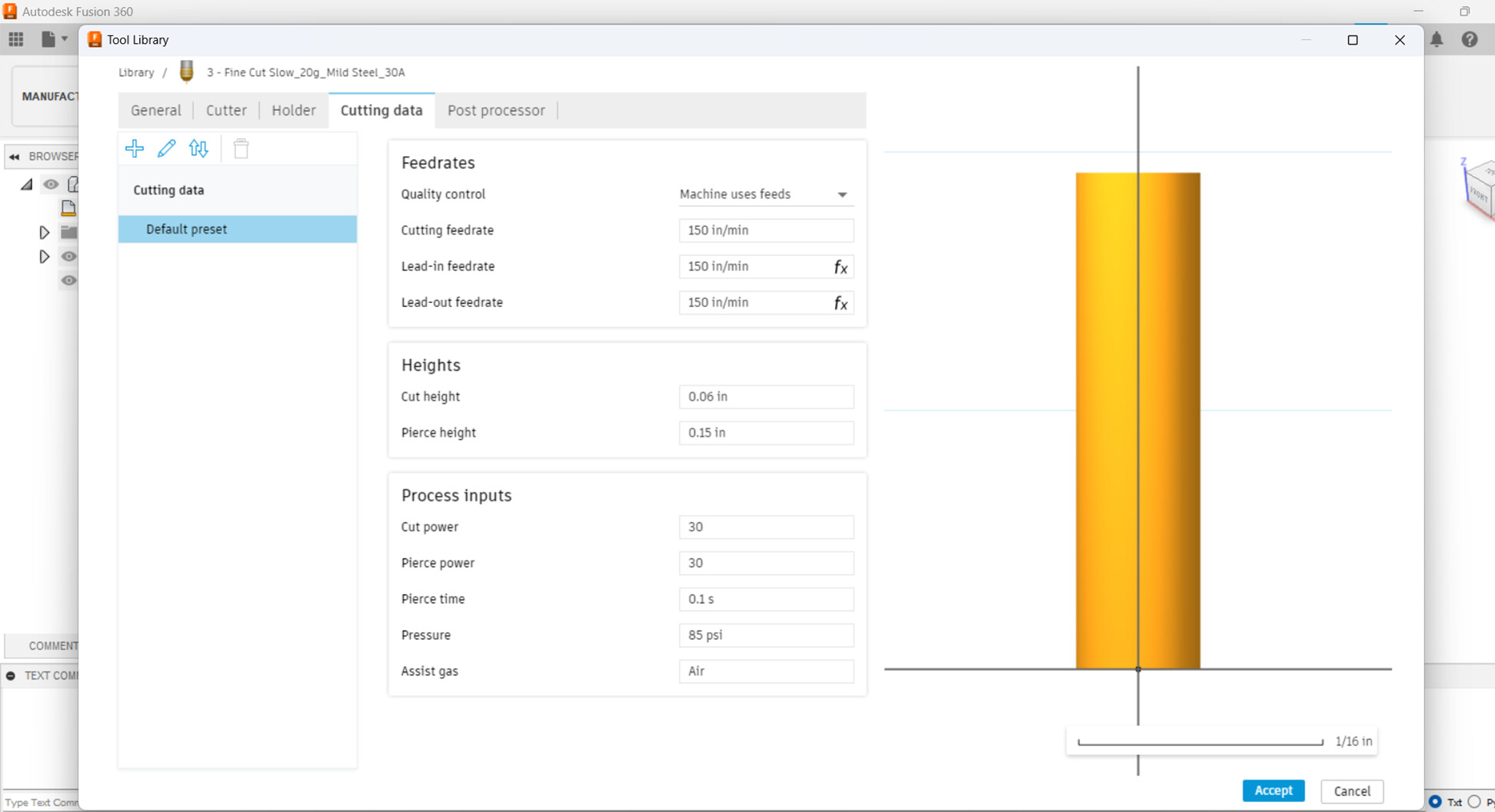
Torch Settings: used Hypertherm textbook settings. Screenshot below.
Software: Fusion 360. The post processor for LS presets to 0.5sec pierce delay, which overrides the torch settings in F360 Tool Library, I believe? When the cut has failed, the FireControl pop up window states to use “minimum of 0.5sec pierce delay for our machine”, among other stuff.
Thank you for any help, or links to similar articles/threads.
This post processor setting the delay to .5 seconds is news to me. The Sheetcam version certainly does not do that. I can set my delay to zero, if I want to. My 16ga tool has a .3 second delay and I can confirm that is the delay in the code.
After searching around a bit more, this seems a common issue w/ Hypertherm & LS. Hypertherm measures pierce delay differently than LS, or vise versa. Bummer there’s not not an easy fix besides adding a recommended 0.4sec on every g-code program to compensate. If anyone knows of a permanent fix or plug-in for the LS post processor on F360, please share.
When I do projects that require the .1sec Pierce delay I set my post processor .5 Pierce delay then in fire control and I reduce it to 74% so .37sec which is pretty well instantaneous delay. Mind you I am running a 25 ft lead to my machine torch if you’re running the 50 ft you’ll have even more latency.
I don’t think they could fix that in post I think that’s the built-in latency speed limit of the controller and the relay .
Another thing I do is insert a sacrificial piece of geometry for the first pierce of a program which has even more of the built-in delay than every subsequent pierce.
I’ve cut a lot of 26 gauge with those settings and it requires a instantaneous Pierce which I find reducing .5 to 74% is for all practical purposes instantaneous.