Unfortunately, this is the second third time I’m having issues with the touch probe. A couple months back, LS sent us a new touch probe which we then calibrated and tested, but repeatability had huge amounts of variation. The probe was dialed in to +/- 0.0005". When I ran a repeatability test, we got variations anywhere from +/-0.01 to +/-0.006. SO, I put the probe back into the cabinet and purchased myself a Mitutoyo wiggler edge finder which worked out beautifully.
ANYWAYS, fast forward to today. I took out the probe for the first time in months and tried working on it again. I redid all calibrations, installed a nice new Renishaw stylus, and unfortunately, I’m still getting the same results.
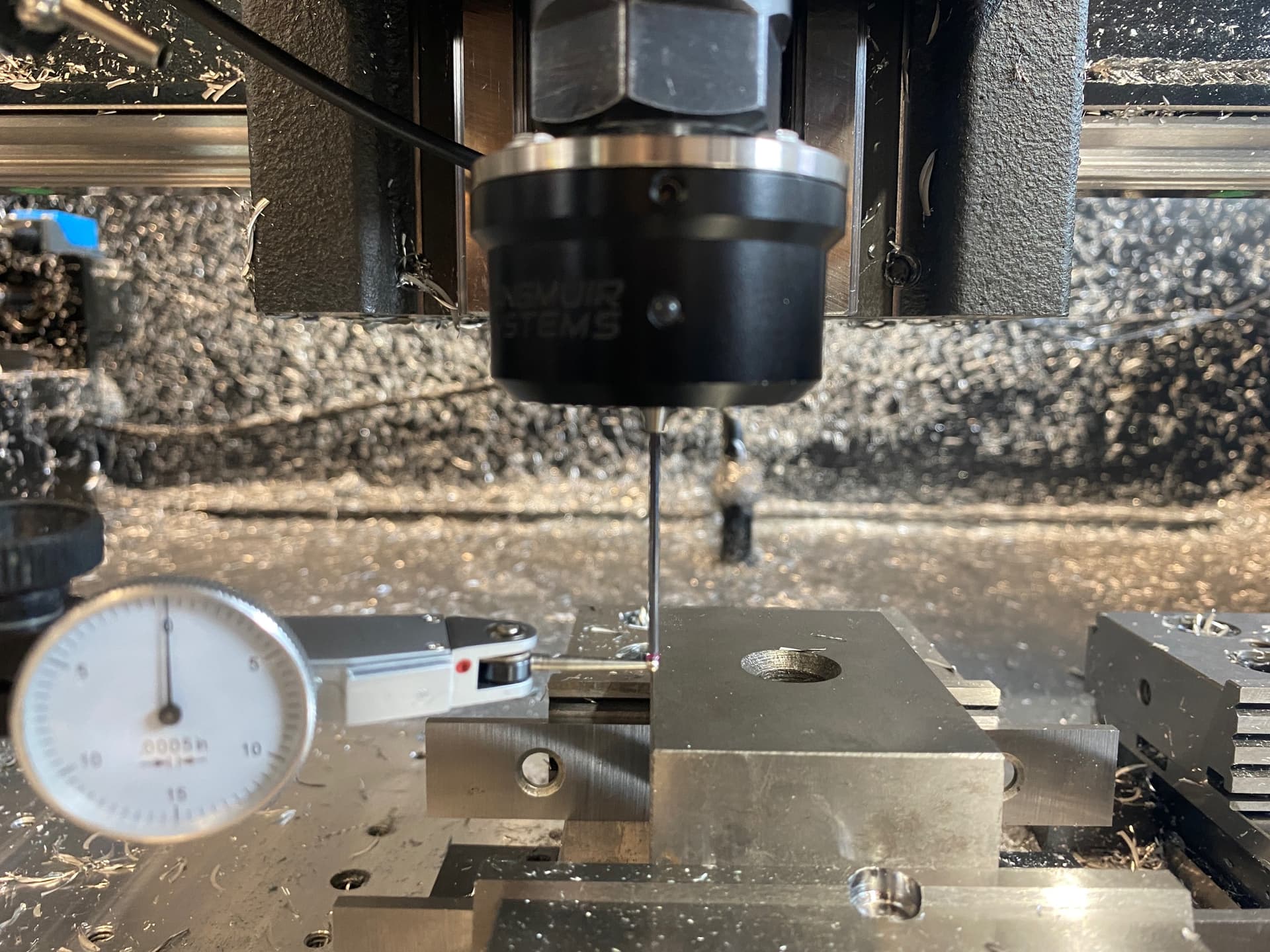
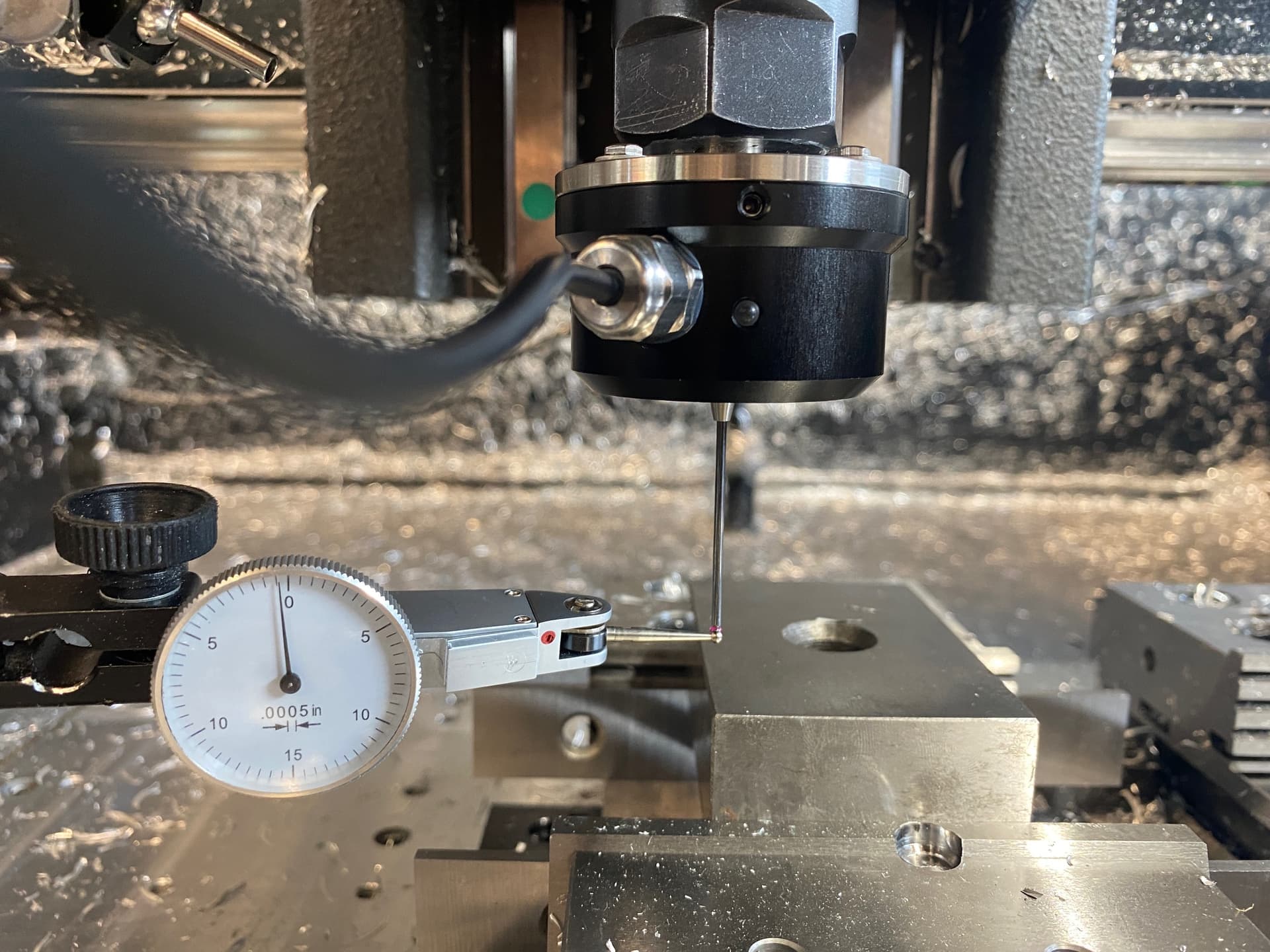
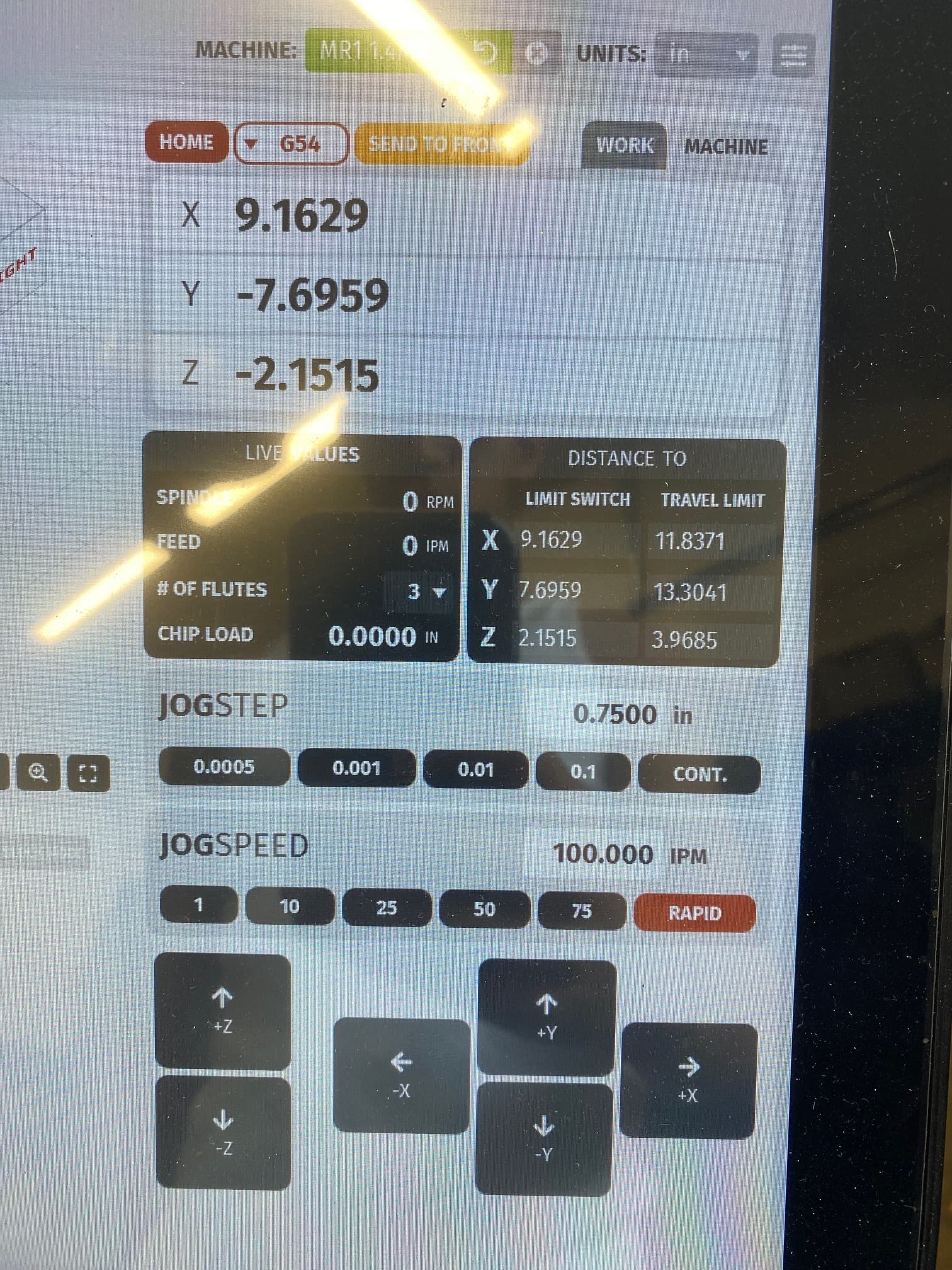
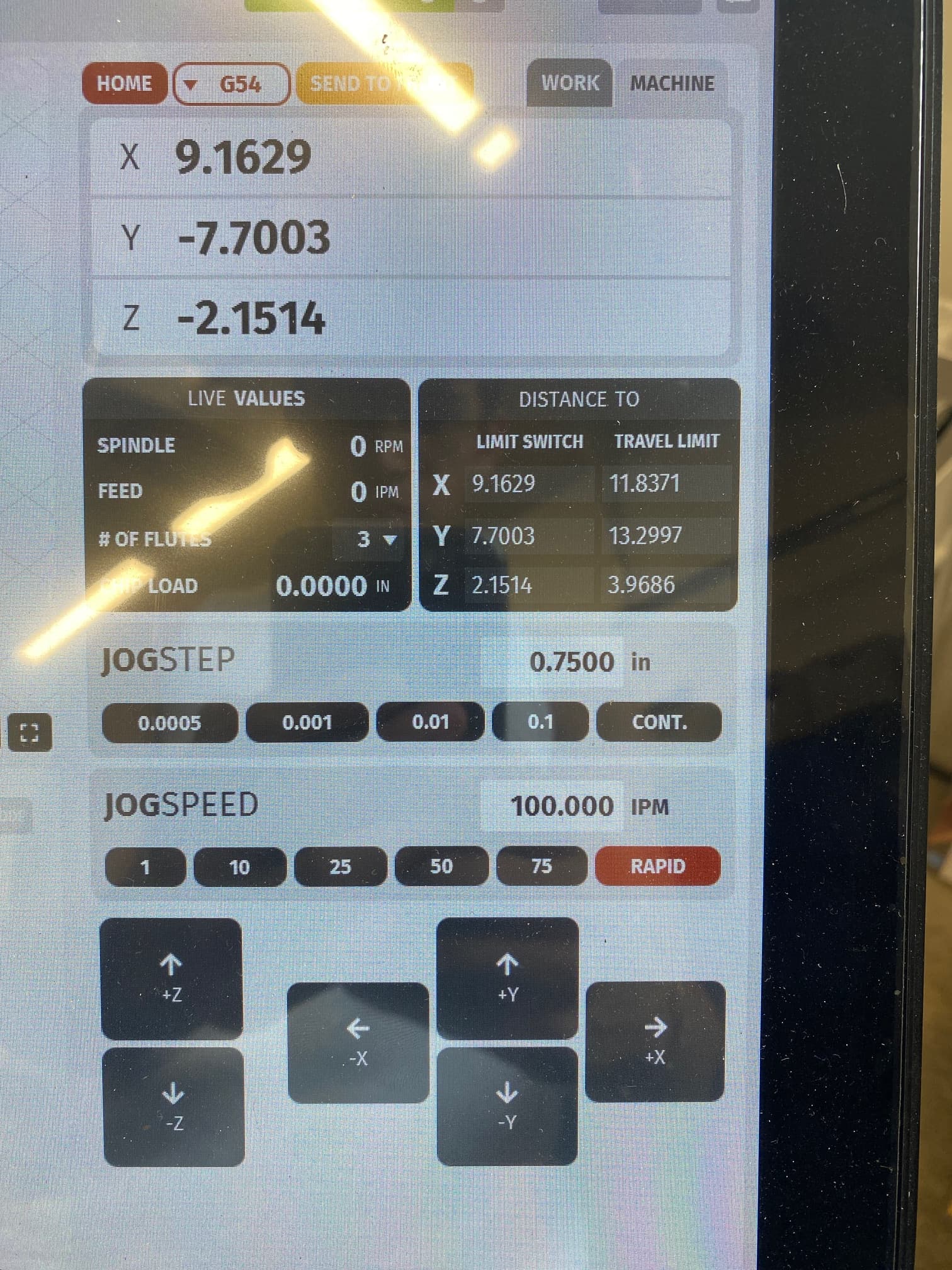
So, this is the test I ran today after redoing everything. I would first find the corner, then move the spindle up and over to the right 0.75 inches. The first probing had the LS logo facing toward me, then the next test, I would rotate the probe 110 degrees CW and redo the test using the exact same initial point of up and over to the right 0.75 inches. This was done on a 1 2 3 block clamped into the vise
The photo on top is the second run through. Now, 4 thou isn’t too bad, but it is something that I would like to improve based on LS repeatability claims.
If anyone may know a solution or if LS can also help, that would be appreciated
i running into the exact same issues.The probe is dial +/- 0.0005 runout and have a huge error. i run the xyz corner routine on 1-2-3 block . i redone the same routine with the probe rotate 90 degrees and Y go +0.005’’ and X +0.025’'. Finally the the corner was never where the probe tell.
Personally, my expectation wasn’t to use the touch probe to pick up precision features. In my limited experience, this type of electro-kinematic probe just isn’t great for that. Even a freshly calibrated probe on a Datron M8 will still only get you within 25-50 microns, and I’d always be able to feel a ridge when trying to line up first and second op cuts on that machine.
They are however great for picking up the corner of stock for a first op WCS. I’d probably suggest using an edge finder or a mini haimer gauge if you want to pick up features with very high accuracy.
if it was only 25-50microns ill be more than happy but 0.025"( 635 micron) is pretty disapointing and useless. at least it work good to set work height
Since you are doing the .750 move away and then back, I assume you are suspicious of the machine itself, so might as well put that indicator on the machine and find out what your repeatability is there.
Do you get better probe repeatability if you don’t do the .750 move away and then back?
The probe runout shouldn’t really have much impact on repeatability, unless the probe rotates, so I’m not sure why you are intentionally doing that. That’s just complicating the issue at this point IMO.
It is a good idea to check the machine itself, seeing if there is a problem there.
Rotating the probe would simulate the factor of removing the probe between operations and reinstalling the probe back into the collet as most times, it will never be in the same location it was previously
In my experience, the accuracy of a probe with this kind of controller is VERY dependent on the speed of approach to the contact point. The controller is a cheap microprocessor that has a certain indeterminate response time. Slowing down the approach reduces the uncertainty.
An algorithm that works fairly well is to approach at a reasonable speed, back off a bit on initial contact, and then approach at a sufficiently slow speed to achieve the accuracy you want.