Ive had the Crossfire with XL upgrade for years. Recently I added the Z axis and a new Hynade Cut60DN with machine torch. My issue is when I try to run a program with THC enabled the torch will not fire. However if I run the same program with THC disabled it will cut just fine. The Z axis goes up and down between cuts and appears to be doing its job.
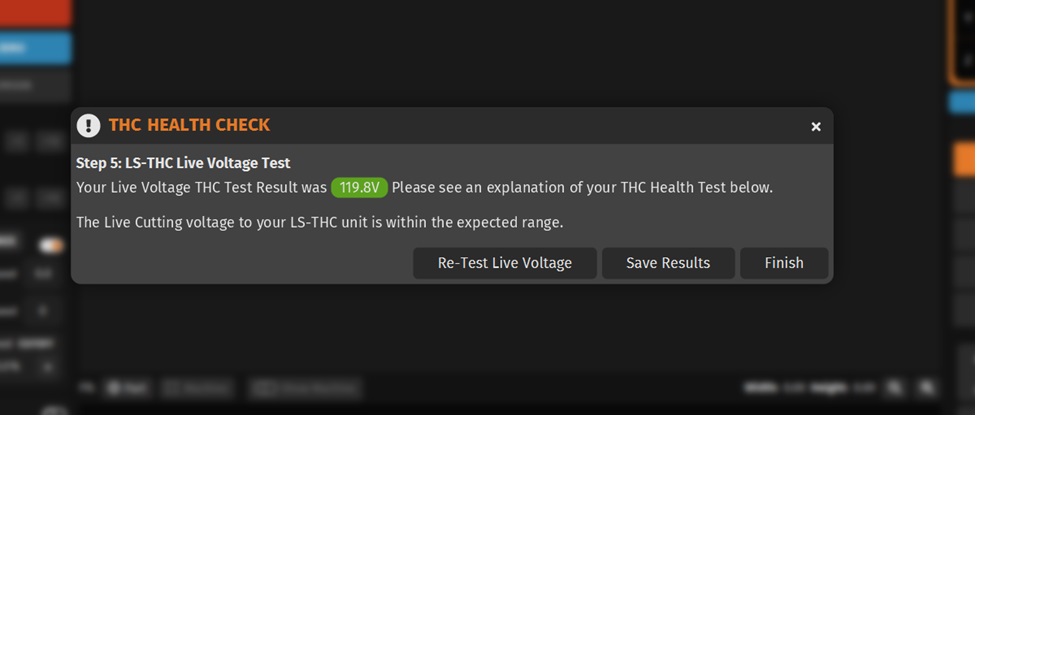
Voltage from CNC port on plasma is 117 vdc.
1.8k ohms when I do an ohm check from the CNC port on the enclosure to the X axis rail. I suspect this may have something to do with my issue and was told by support that anything below 10k could be an issue.
I removed the enclosure and ensured it is insulated from the CNC frame by checking the Z bar and ensuring rubber isolation washers were added to the inside.
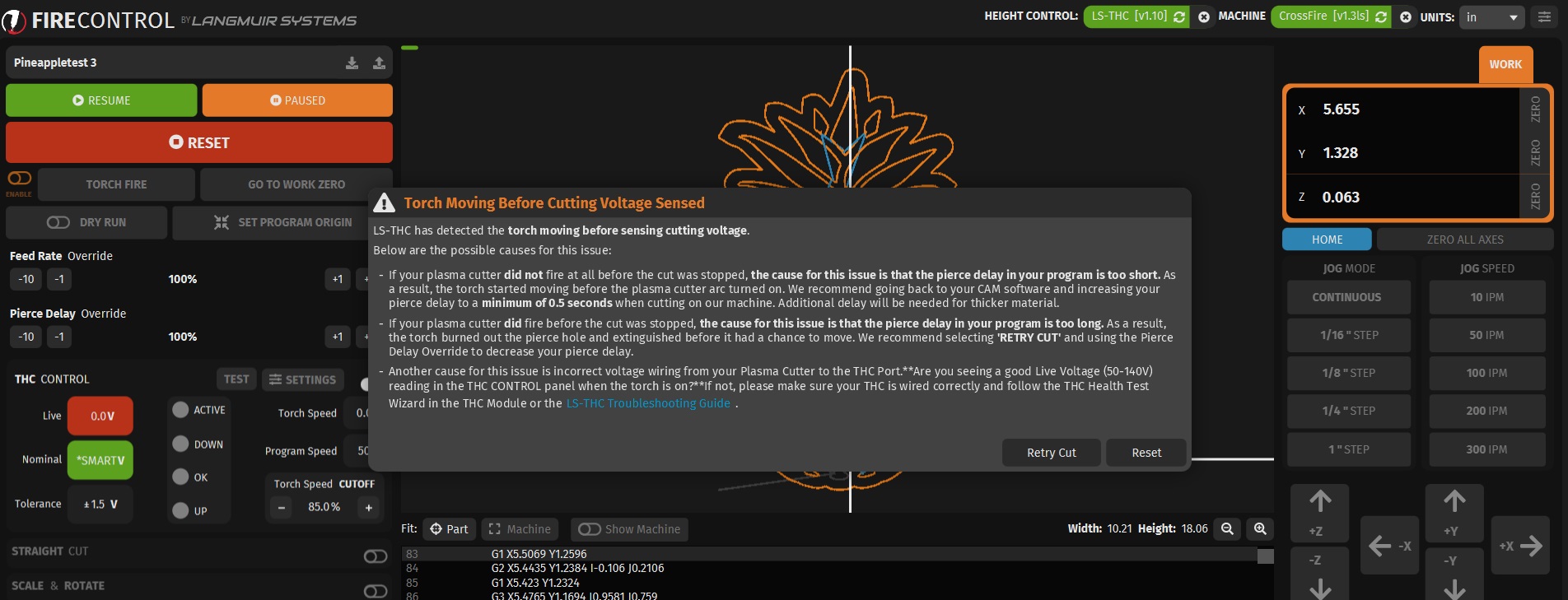
Any idea why having THC enabled will cause my torch not to fire?
You may check to make sure the USB port isn’t touching the enclosure. Any error messages?
Are you running a laptop while charging?
Did you confirm you have a non high frequency model?
I checked and it does not appear the USB is touching the enclosure and the laptop was not charging while running Fire Control. The plasma is confirmed a non-HF plasma.
I don’t use f360 so I can’t help you. My thinking if it is too slow the arc isn’t transferring.
It is attempting to fire correct?
Someone will be along shortly to confirm or tell me I am crazy…
20 ipm is not terrible. I’ve been using that from Fusion for a while with no problems. I will agree that when I use Sheetcam, I have my plunge set to 60 ipm. (Just haven’t gotten around to changing the Fusion post!)