Hello, everyone.
I’ve been using our PRO for a few months. Initially I had a Miller Spectrum 375 X-treme hooked up to it. We have recently switched to the Razorweld 45 cutter. At first it would run a program & cut fine. Now the torch is moving before it starts cutting. I’ve changed the peirce delay setting with no luck. Any suggestions?



I don’t have a Raszorweld, but make sure the plasma cutter is set to 2T, not 4T.
1 Like
That looks to me as if you’re losing counts and the cut is not returning to the original pierce point.
Alternative is that the Torch is not held solidly in the holder and is shifting during the cut.
The pierce should have a lead in and it appears to be too long.
2 Likes
It sounds like you are NOT getting an error/warning in FireControl when it does this. You are just getting an area that the metal is not touched/cut by the plasma stream. Correct?
As Tom said, it seems you are having a stepping problem. The only time I had that was when my laptop was low on battery power. Could that have been possible with you?
1 Like
Well, all three examples you gave are different. What were the different settings for each cut and what pierce delays have you tried? What are you post processing with and what’s the plunge rate?
My guess is it’s pierce delay and plunge rate, and overall cut speed. But we need to know all your settings to determine. I’m going to be the odd one out here and say it’s not an issue of losing steps on the motors.
1 Like
That is correct, I am NOT getting an error/warning. The last time I was having trouble with errors/warnings, it turned out to be my USB cord.
The torch will jog to the starting point, drop down to zero out, and then start the cut path, but there is a delay with the torch firing.
Battery level was fine (it was plugged in). It’s been a while since I turned off my laptop. I wonder if that might have anything to do with this…

brownfox,
Prior to getting our PRO in July, I had not used a CNC plasma table before. I’m still not familiar with plunge rate. I have messed around with cut speed & pierce delay settings with Fusuion360.
Like I was telling ChelanJim, when I start the cut, the torch jogs to the stating point, makes contact, & proceeds to the cut path. Only there is a delay in the torch firing.
I changed the pierce delay from .05 to .03, my untrained eye didn’t see a difference. Cut speed is at 80 inches.
That is helpful seeing that entire project. No way is it a stepping issue just like ChehanJim BrownFox said! ![]()
Can you show a snap (screen grab) of the actual cut path that shows exactly where the lead-in/lead-out is located? (Fusion or SheetCAM)
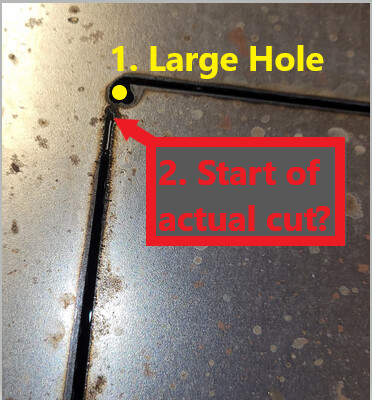
The large burn-out in #1 is not explained if the torch did not start burning at that point. You are describing that the torch does not even start until position #2?
Edit:
???
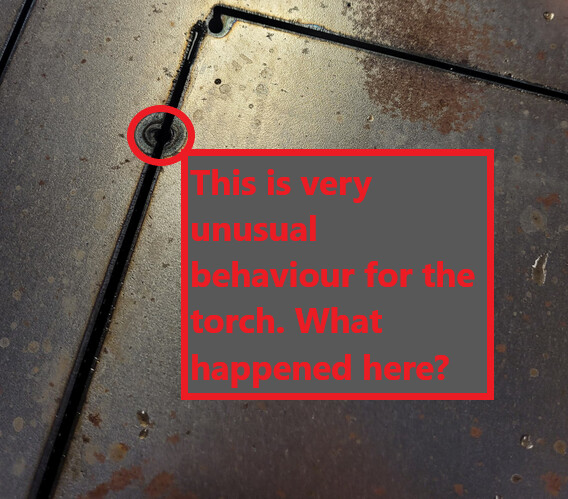

So the lead-in is working from the stand-point that the torch is burning, then it skips a spot and starts to cut?
I think there is something wrong with your plasma machine. This is what makes me think that:
Edit: You might check the work lead connection inside the machine. Make sure it is tight. Also check the connection at the clamp.
1 Like
I don’t see a lead in, only the lead out. If you don’t have a lead in, add one, at least .125
If you add the lead in and don’t see it in the cut, then manually increase the pierce delay in firecontrol (percentage indicators) until you see it. .5 is the minimum pierce delay on these machines. Even for 16 gauge mild steel.
That material looks thick like 3/16 at least. Pierce delay should be at least starting at .7 on that.
1 Like
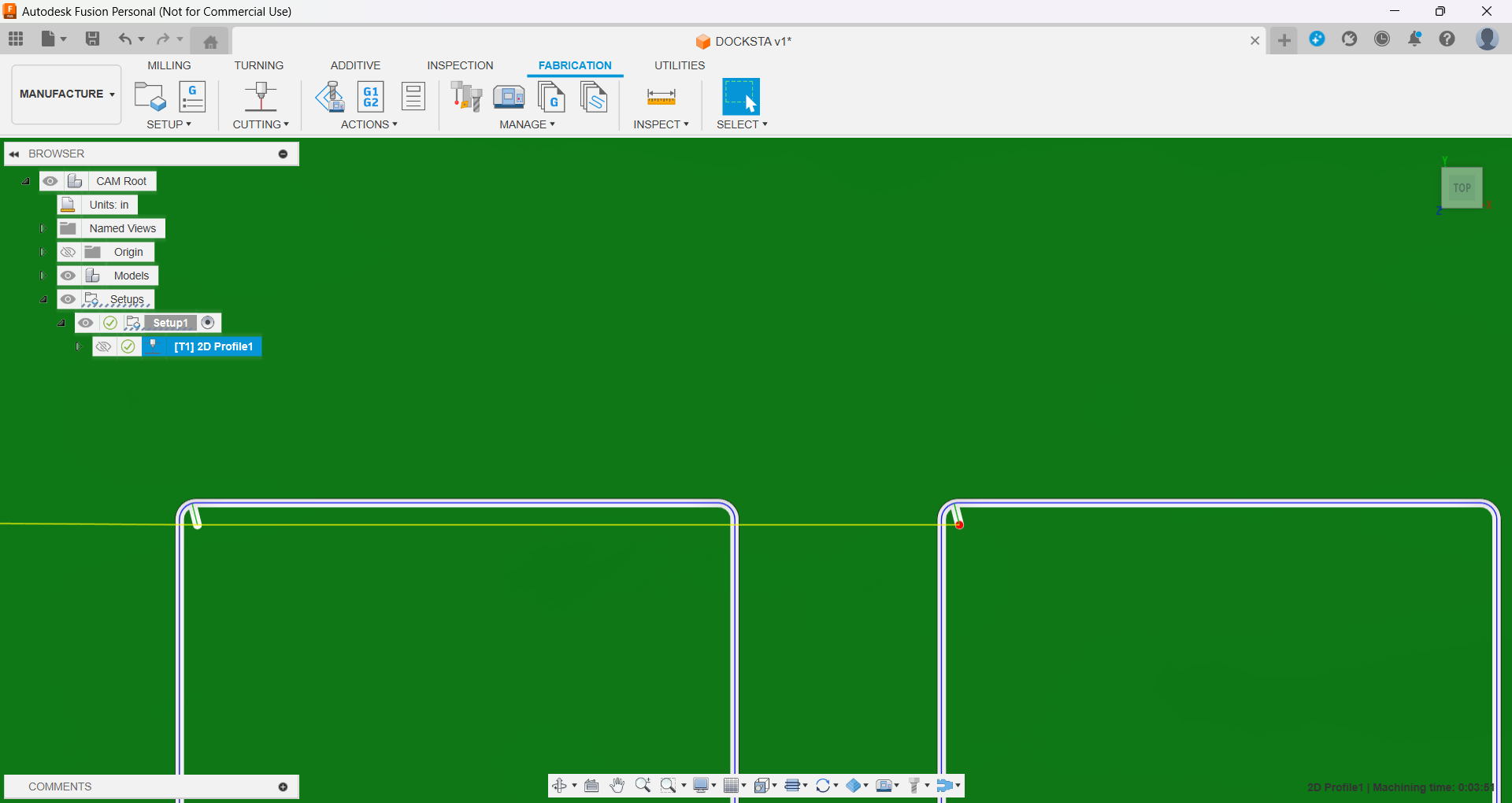
He is showing a lead-in…that is the red dot showing the first cut. Fusion 360 is counter-intuitive with the green and red. Red is the beginning and green is the end.
I simulated the cut with a lead-in and lead-out at 90 degrees. They are coinciding on each other, which explains the larger-than-expected hole.
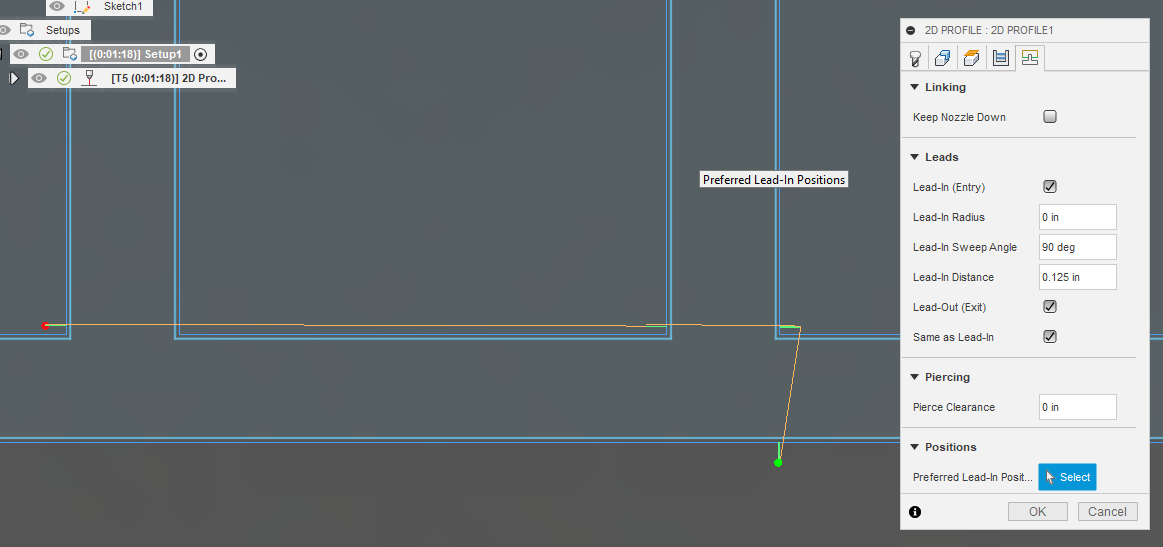
Try a 60 degree angle to the lead-in. The screwy thing is when I use a sketch and tell it to use a 0.125 lead-in distance, it drops the interior cuts. If I make it a 0.1 inch lead-in, it will grab two of my large rectangles but omits one of the three, even though they are copies of one another (exactly the same size).
So try this. Make it 0.125 @ 60 degree angle and pick your preferred lead-in point further away from the corner. That will solve the collision of cut paths on the same mark. In this example I put 0.25 just to make the point that there is plenty of space for a 0.125 inch lead-in but not where Fusion 360 decides to put the lead-in.
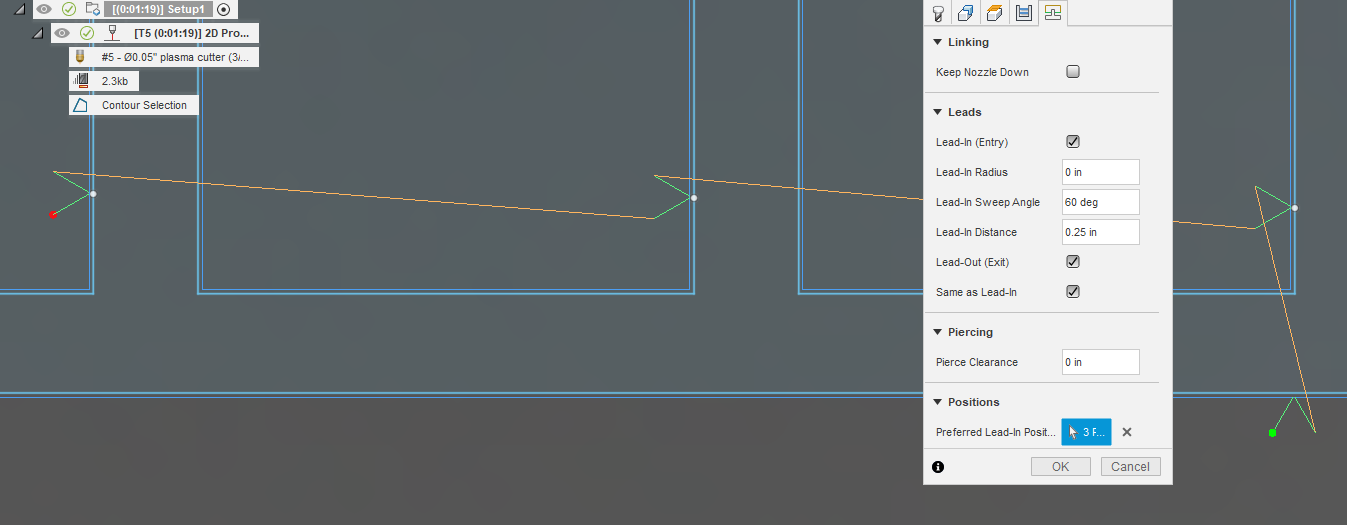
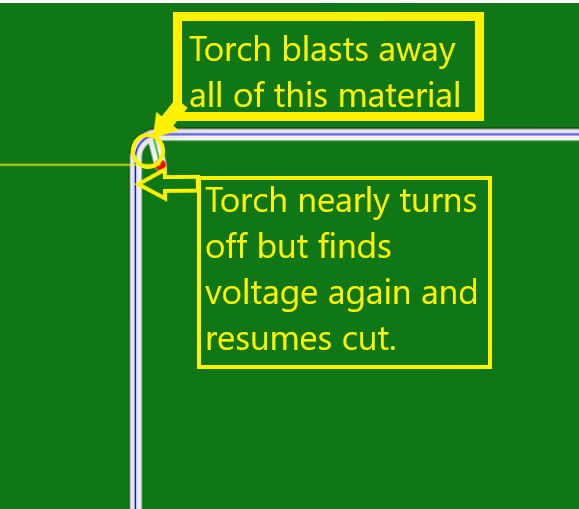
But that only solves the cutting geometry issues but still does not explain the portion missed and the extra blip.
2 Likes
Is this a typo? That should be .5, not .05. if you have a zero after the decimal point, that’s why it’s not cutting the whole path. It doesn’t have enough delay to pierce the metal before it starts moving.
3 Likes
So, I tried a lead-in of .125 @ 60 & changed the lead-in point further away from the corners, along with a delay of .5, and the machine cut everything as it should. Which is great, because our client needs the part tomorrow! Thank you for everyone’s input!
4 Likes
Good eye! I indeed had too short of a value in the delay setting.
1 Like