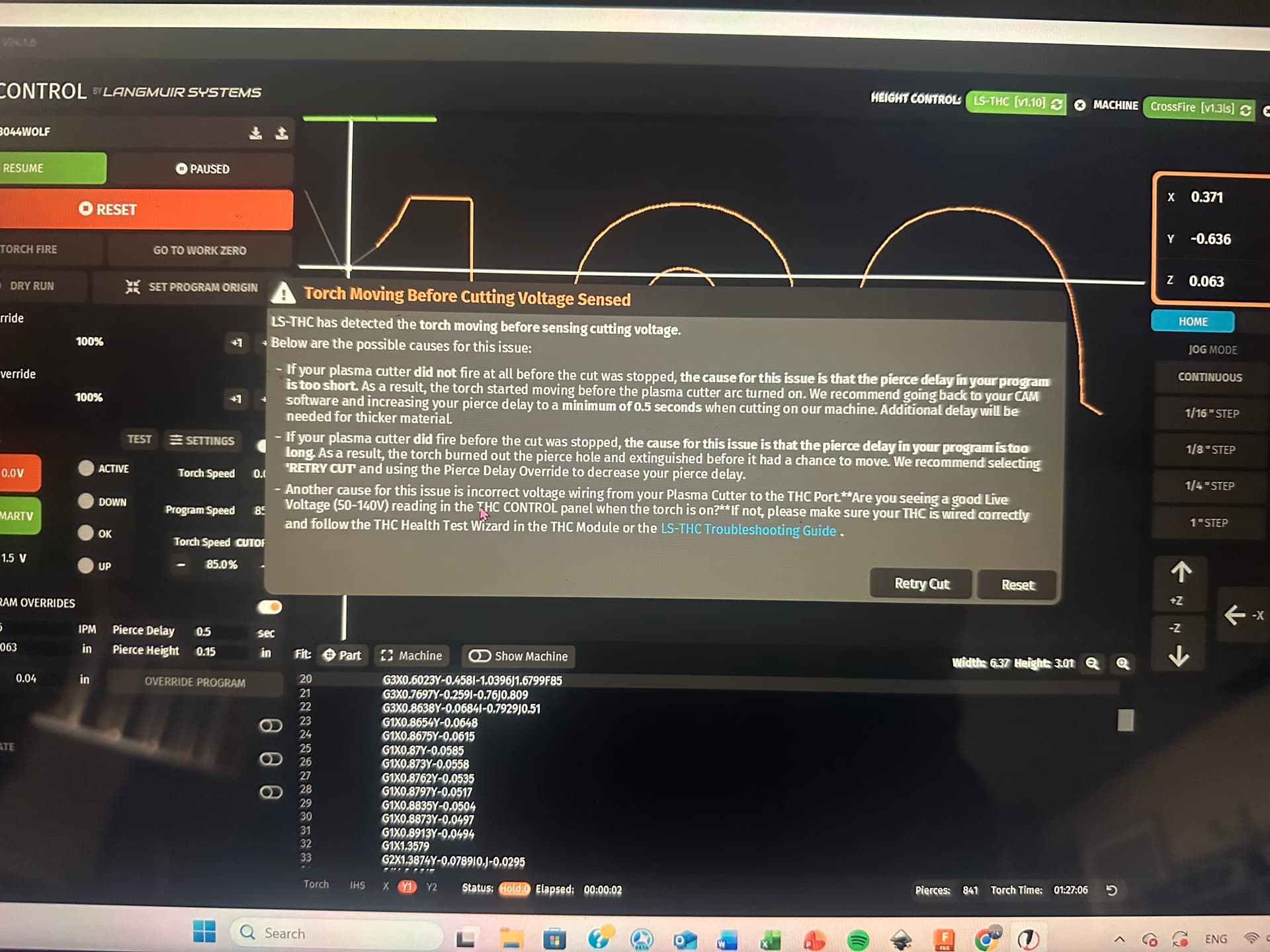
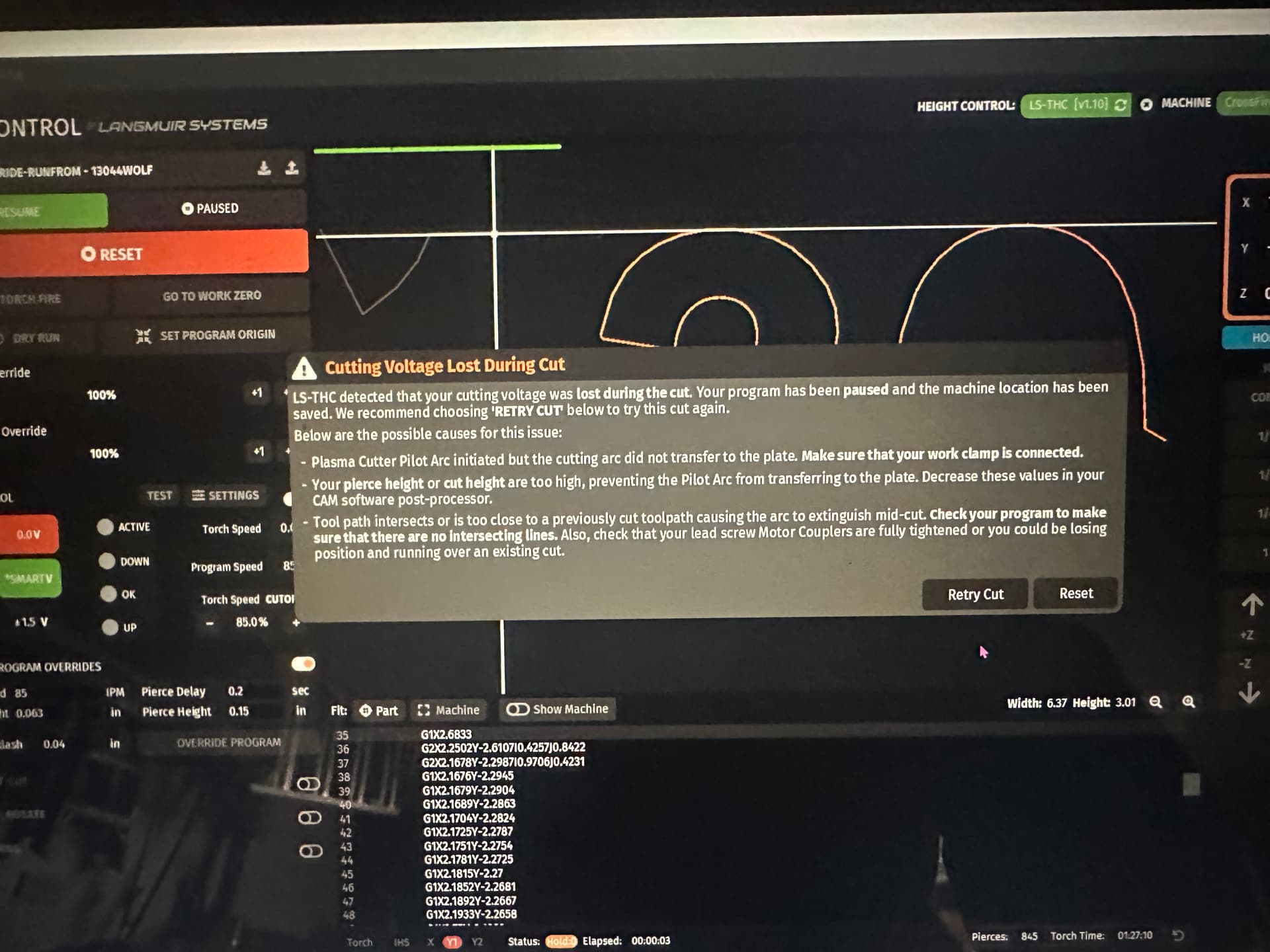
I went to make a cut today on some 3/16” mild steel. When I went to make the cut the I could occasionally make a single cut on the file but a majority of the time I could not even perform one cut. It would start then cut out almost immediately. Nothing has changed since the last time I cut on some 10GA that cut flawlessly. It kept giving me the codes in the images provided. No codes on the plasma cutter itself, and grounded to a cleaned spot directly on the material. I went through those steps, refigured the drawing in fusion 360, and even tried other programs with different NC Programs.
Hypertherm 45XP, 3/16” Mild Steel, 85IPM, Cut Height .06”, Pierce Height .15, Cut Power 45, Pierce Power 30, Pierce Time .5s, I believe air pressure is regulated at 90.
Your pierce delay is too short for 3/16” material. It probably worked fine on 10ga, but it needs longer to pierce 3/16”. I would change that to .8 or .9 second.
85 IPM is pretty optimistic for 3/16”. 70 IPM might work better, but some testing is probably needed to determine that.
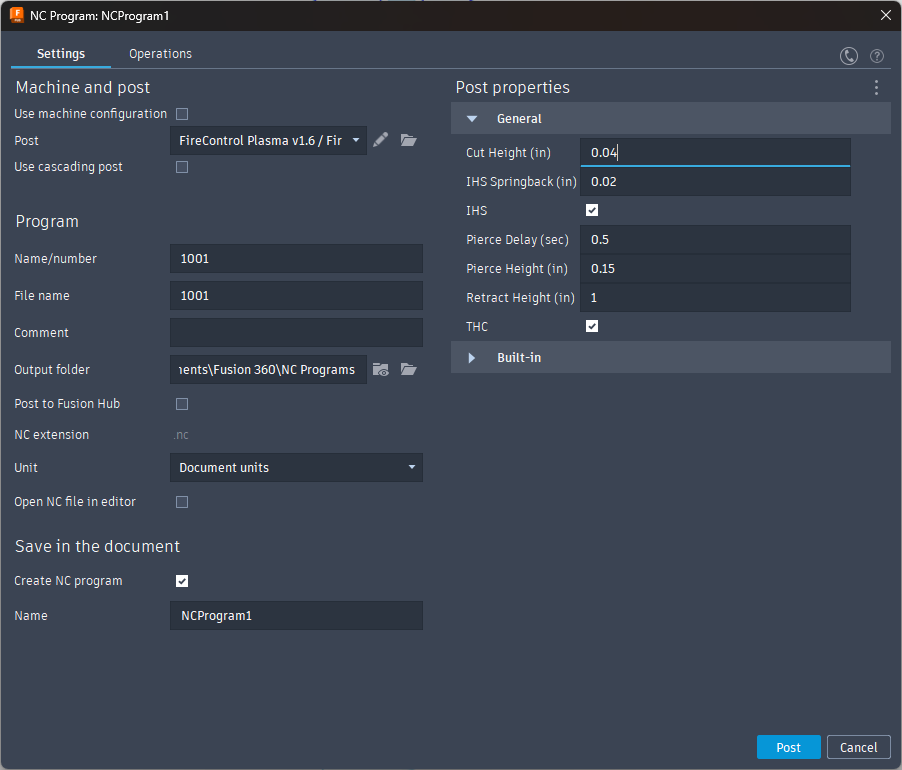
Also, “pierce power” is not a thing that Firecontrol can use. That info does not get transferred into the G code.
I just tried to changing the cut speed and the pierce delay. Still the same thing is happening, but initially it wouldn’t fire saying pierce delay was to long then it was firing again like before saying the pierce delay was too long. Original settings were based off the hypertherm book as for speed and pierce delay.
If it just pops and then stops.. I had same thing.. in my case this was the pilot arc not finding ground and ceasing before it really starts.. On my hand-held plasma, I ran into issue where my ground cable crimp was not secure and the clamp was not making good ground contact.
On my CNC, it was because I grounded the table and not the workpiece with a good clamp.
If either of these are possible, they are an easy fix, and resolved that alert on my CF.
You cannot use the Hypertherm book pierce delays on the crossfire and crossfire pro tables. Because of the way Firecontrol measures the delay, you need to add at least .3 second to the book values.
Always attach your work lead directly to the metal being cut.
I was leaning towards the same thing, I completely disassembled my ground and made sure everything was tight and the material was clean. Still the same thing is happening. It starts then shuts off before the cut starts. I have the CNC torch head and not the hand held one. The ground has always been attached straight to the material.
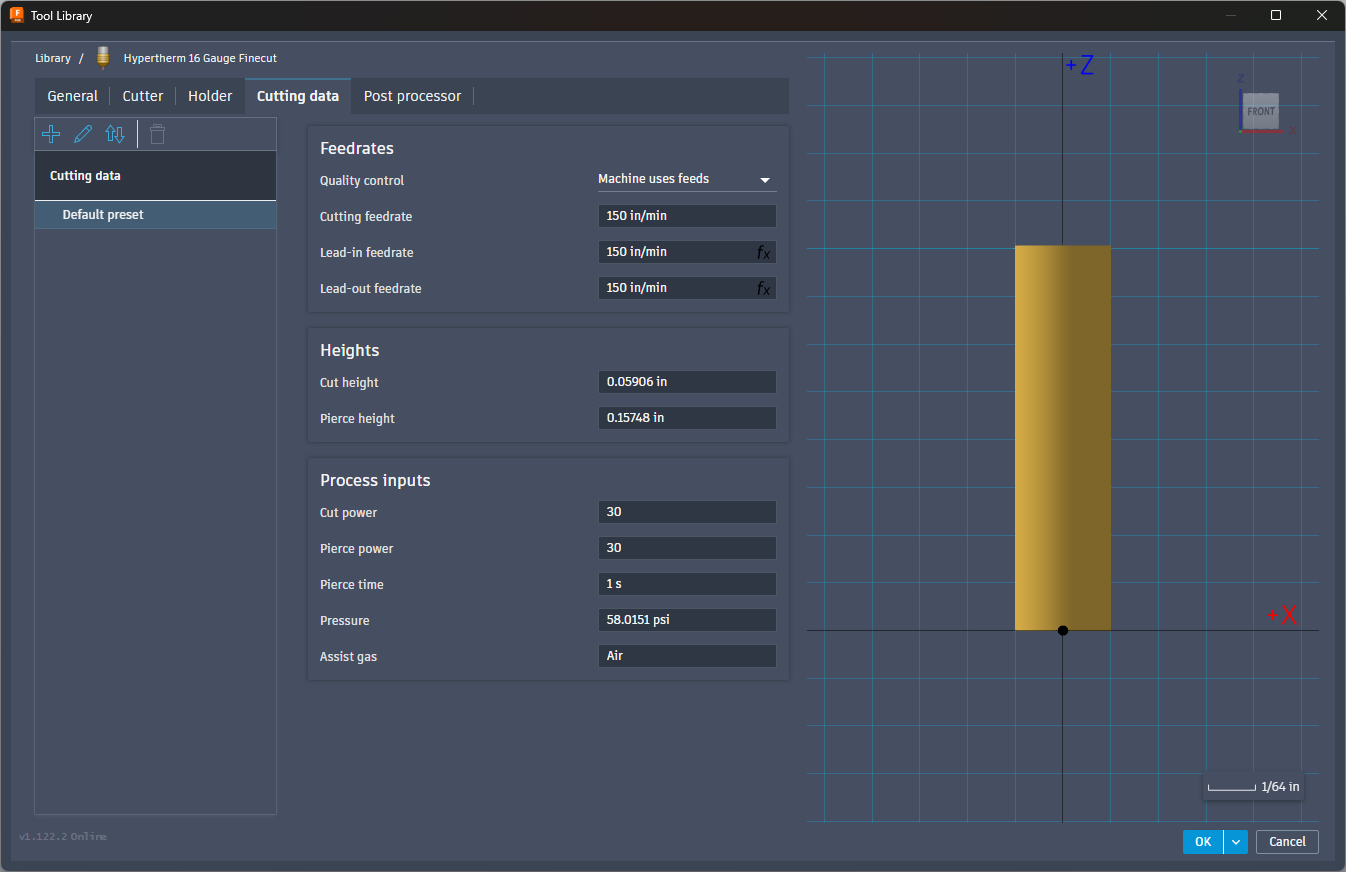
The fact that you state “pierce power” tells me you are probably entering your information in the wrong area.
I say this because a pierce delay of 0.5s is more than adequate for 3/16” - it’s a material thickness I cut more than anything else and I ran 0.5s on my Crossfire with my 45XP.
Your pierce delay, and other pertinent values must be entered in this box that appears when you Post Process.
If instead you are relying on your Tool Library values to carry over, you are mistaken as only your kerf (implemented in your 2D profile) and feedrates are used.
Fusion nor Firecontrol can control your plasma cutter or air compressor to make any of those values matter. And the way the Post Processor is done, you must use your correct values in the box that appears in my first example image.
I got it figured out late last night. Fire control was sending me on a wild goose chase with the error codes show on my laptop. The root of the issue was on the hypertherm and my engine drive welder. I got the error code 0 60-1 which was inadequate power supply, since my table is ran of my engine drive it was simply because I wasn’t in a higher gear on the engine drive. Some how I’ve been able to make a couple hundred cuts without ever realizing I had been in the same gear. I appreciate all the help on here thank you all.