However, now I have a new problem. I tried making a new project and it posted properly with the update but my THC is messing up so I tried an old program that I know worked in the past with the old plasma and it’s doing the same thing.
What happens is it moves to the first cut and pierces at 0.15 and makes the cut perfectly THC rises, moves to the next cut but does NOT lower to the work piece so it tries to fire in the air and throws an error code.
How can the THC work for one cut and then malfunction? Checked everything including settings and see nothing wrong. It’s very possible that I messed something up when making a new project but does not explain an old program that has worked in the past doing the exact same thing…
Was that first cut a really low duration cut, like just a few seconds?
Never happened to me yet, but I’ve read that if that first cut is so quick that the THC doesn’t have time to set it’s target voltage, the next cut can fail.
The THC only controls the height of the torch after the torch has moved 1/4" into the cut. It has nothing to do with probing the torch down to set the initial height.
Your problem is likely in the IHS switch or wiring. It could be that your IHS switch is catching on something and triggering it before the torch moves down to the metal.
Yes it was a very short duration cut, maybe a second or two at 150 ipm.
I also had it move to the start of a cut and fire at 1". Seems to be a random problem but being I just added a new machine torch it’s very possible that it is a wiring issue so I will look closely at that to see if it is.
Checked all the wiring and everything appears to be loose (no binding) and all connections were taken off and re-connected. Not to say that something is still wrong but I did go through everything and checked.
Tried yet another previous program and what it’s doing is goes to the first cut Z-Axis goes down and touches the plate, rises, pierces, makes the cut and then goes to the next cut at about 1". Goes down slightly, fires briefly at about an inch but because it is to high so it does not pierce and the Z-Axis slowly rises until it is maxed out at the top and finally quits trying to go higher and throws an error code.
Is it possible I have it wired wrong?
Hypertherm CPC port short wire to the DIV INPUT. Long CPC wire to the TORCH ON/OFF. DIV OUTPUT to the THC. Another thought is it possible to have wiring interference? I do have a rat nest of wires touching and/or bundled together
Very confusing how it makes 1 cut perfect but the 2nd cut malfunctions on numerous (all) different past projects.
Sounds like an issue with IHS, not THC. In a typical cut cycle, torch will move to pierce position (THC is off during the move), IHS touches off the plate and raises to pierce height, and the pierce occurs. After your pierce delay ends, the torch lowers to cut height and begins the cut path. THC is enabled after the torch travels ~.25", and then controls cut height. At end of cut, THC is turned off.
I would focus on the Z axis limit switch and it’s wiring. You could also have a bind somewhere in the Z axis.
It’s not a wiring issue. It’s definitely the IHS switch or a loose/broken connection to the switch.
The switch is normally closed, so if it opens or the connection is broken, Firecontrol thinks the torch has hit the metal. That is probably what causes it to fire at the 1" retract height. If the switch opens again, Firecontrol has a safety measure built in that raises the torch by .060" each time it opens during a cut loop. That is to prevent the torch crashing into the metal.
My guess would be that one of the screws that holds the IHS wires to the switch is loose or the tab, that the screw attaches to, is broken
All connections are tight and no visible damage the length of the IHS cable so doubting a broken wire.
My son had a thought. If when I installed the hypertherm in the tool library I may have changed a setting somewhere (?). I struggled getting the Hypertherm installed and vaguely remember it asking for some settings that I did not know what they were (springback and such) so there is a good chance this whole problem could be my fault.
Thoughts on uninstalling and re-installing it again or checking what the numbers are and simply change them? If so, what should they be?
I took a video thinking I could post it but its not letting me. What I wanted to show is the head lowering and touching the work, piercing and cutting then rising about an inch before moving the next cut. When it gets there it lowers about half way as if it should contact the work but doesn’t followed by raising slightly before throwing a code across the screen.
If there is a way of posting a few second video I would like to know how.
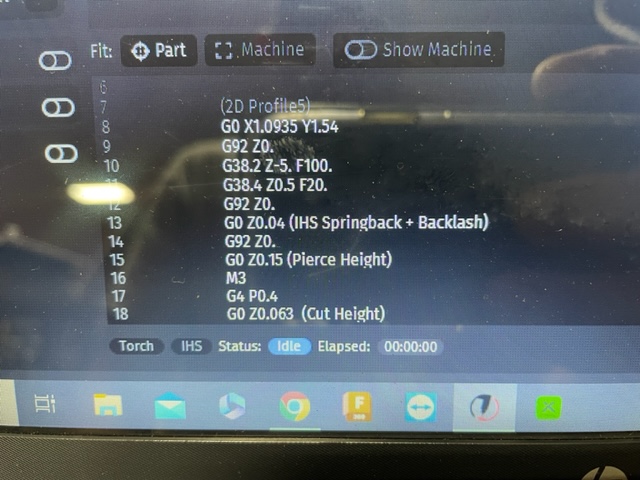
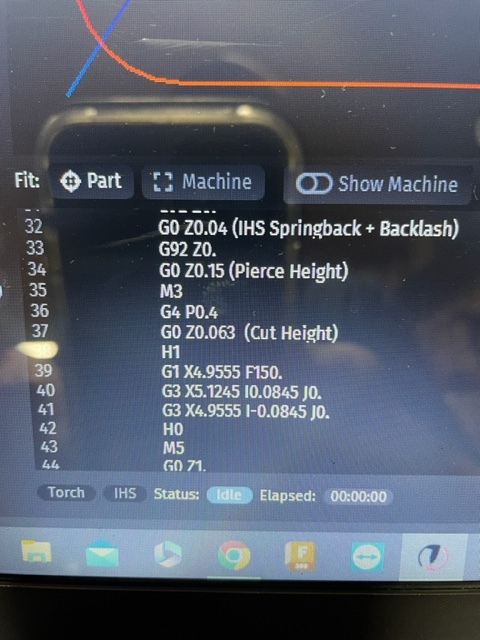
In a rush to get to work so snapped a couple pics. Let me know if this is what you asked for. If I remember correct it is line 12 and 13 that has the error.
Drove me nut so I had to walk away for awhile. Time to get this figured out but don’t know how to read the code and hoping someone that does can take a look and tell me if it’s in the code or I am having a mechanical issue.
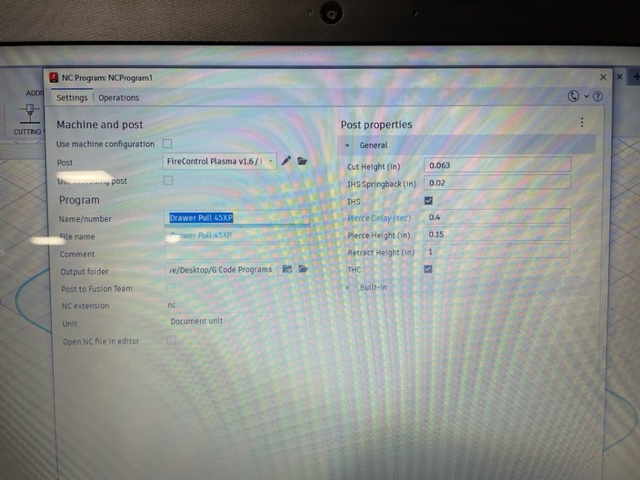
From the code you’ve posted, it matches with the settings you’ve entered into Fusion.
8 G0 X1.0935 Y1.54 - Travel to pierce location
9 G92 Z0. - Reset Z axis to 0
10 G38.2 Z-5 F100. - Probe Z axis down until limit opens
11 G38.4 Z0.5 F20. - Retract Z axis until limit closes
12 G92 Z0. - Reset current Z axis position to 0
13 G0 Z0.04 (IHS…) - Raise the Z axis by springback + backlash. .02" (entered in Fusion) + .02" in post.
14 G92 Z0. - Reset current Z axis position to 0
15 G0 Z0.15 - Raise to pierce height
16 M3 - Turn Torch on
17 G4 P0.4 - Wait for Pierce Delay
18 G0.063 - Lower to Cut Height
Keep in mind, that IHS Springback + Backlash are adding .04" to your pierce and cut heights you have entered in Fusion. You may want to adjust your heights to take this into account.
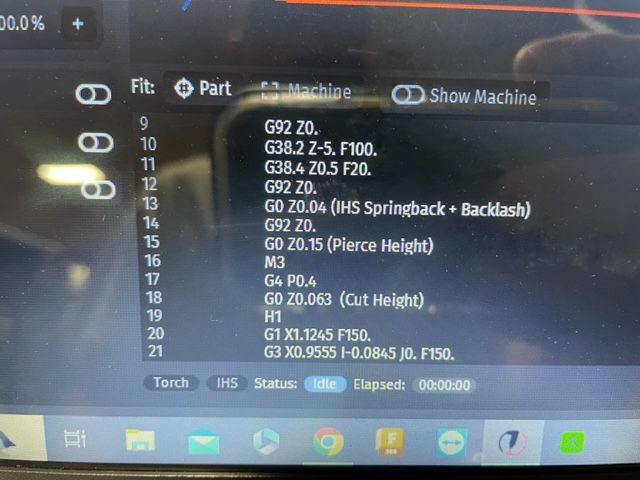
This appears to be the 1st part / piece in the cut file. You had mentioned that the error occurs at the start of the 2nd. Can you scroll down the code to the next occurrence of these commands. (Should be almost identical.)
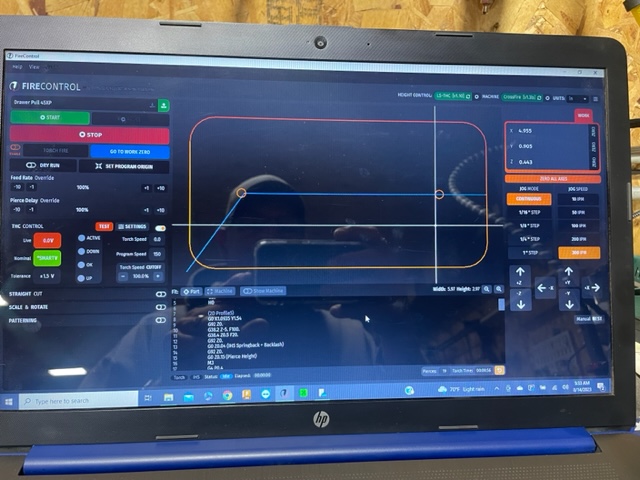
I have the Hypertherm 45XP with CPC port and machine torch and Langmuir cable so our systems are the same but the set up could be different as I have extensions on both leads from the VIM box/cable and have a 16 foot USB cable from printer to enclosure. I only explain this to say: “Your settings may need to be different from mine.”
First off, I have never been able to run a cut program on FireControl with a pierce delay of less than 0.5 seconds and you have 0.4 seconds set. And this was true before I put the extensions on the CPC/VIM cabling.
Secondly, I have done extensive testing of my actual cut height and found that I really needed to make some major changes in processing in Fusion 360 to get the desired cut height of around 0.06 inches. The THC may be searching for the correct height and merely stopping as it was unable to maintain the current. Check you cut height and look to see if it appears further up than you remember. 0.06 inches is pretty close to the metal so it will be obvious if the torch is up near the 0.1 inch area.
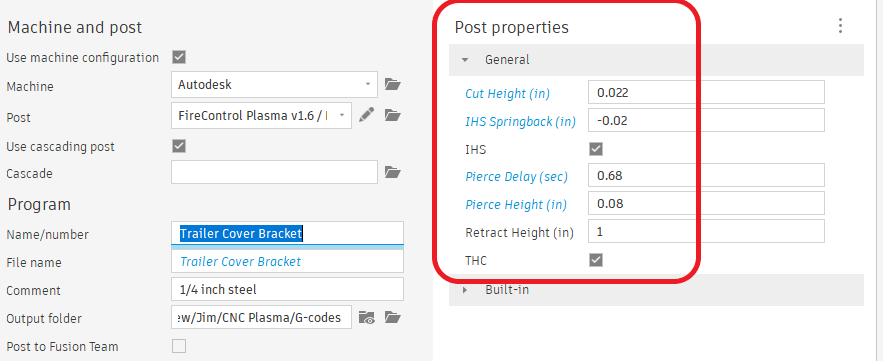
Just for a comparison, these are the numbers I currently use:
Good info and thanks for the screenshot!
Here is a couple more screenshots of the code. Not exactly sure what I am looking at but wondering why line 26 is blank. Could this be my problem?
I am just learning bits and pieces of the gcode but that space is normal. It means that contour is complete.
Line 24 M5 (M5 turns off the torch)
Line 25 G0 Z1 (Z1 tells the z to move/retract to 1 inch, to prepare for moving to the next location)
I am assuming the space is provided to make it easier for you and I to read it but the machine ignores the blank lines. Machines are very literal: They do not take a break unless told to do so.
Such as line 36. That is what a pause looks like: “P0.4” That tells the machine to pause for 0.4 seconds. That is the Pierce Delay. Mine would be “P0.68”.
OMG is that helpful!
I need to learn to read the code which could help me fix or at the very least understand my issues and I can stop reaching out for help.
Haven’t had a chance to alter settings and attempt another cut yet but hoping to sneak in some “ME” time this morning before work.
Not sure if this link will work or not but it’s a very short 6 second video of the first cut and what it does when it moves to the second cut and stops.