I’m new to the Langmuir family and to CNC Plasma. I spent a whole day running the machine to understand its capabilities and my capabilities as well. Machine specs below. Everything is brand new.
Langmuir Crossfire XR
Hyptherm 65 SYNC
THC
80 gal. 5 HP 2 Stage IR Air Compressor
Harbor Freight Air Dryer
Moisture Separator & Oil Coalescing Filter at the Machine
Sterling Blue 20:1 mix
Sheetcam
Solidworks 2024
I am confident the machine is setup near “perfect” as the Sheetcam Tool list was provided by a professional shop. Same goes with the Hypertherm 65 SYNC voltage is consistent, it is brand new products. The issue here is my lack in skill and knowledge with CNC Plasma. I’m looking to gain knowledge to properly troubleshoot issues and come up with accurate solutions to fix problem.
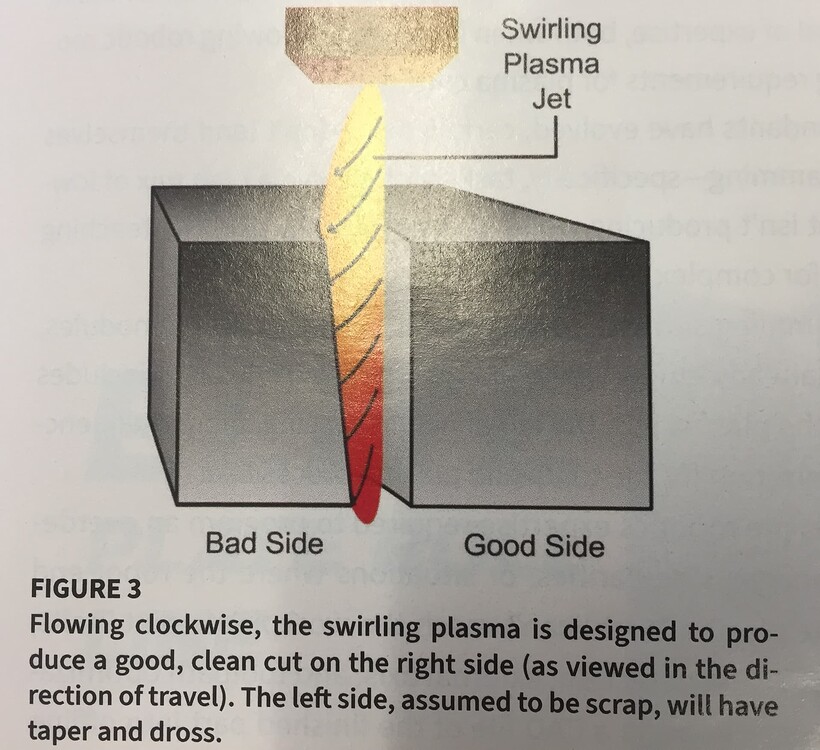
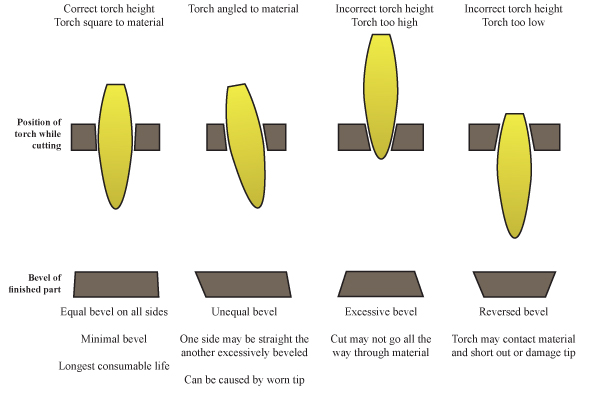
What I have noticed is a fairly concentric bevel in all my cuts. I have adjusted IPM, Pierce Height, Cut Height, Kerf, Different Nozzles and Pierce Delay to reduce the bevel size. But the original settings I got where the best. The max bevel i am getting is 6 degrees and the “good” side is about 3 degrees. Difference between top and bottom of the bevel is .050"
From what I have read here and attached pictures below, BEVEL IS UNVIABLE to remove and have a perfect squared part.
My 1st question is, for sides that I need the least amount of bevel (mounting locations) can I program in Sheetcam for a tool path to cut of the good side of the plasma torch?
Second question, how can I accurately program in Sheetcam, a tool path to cut on the good side of the plasma for cutting holes?
Hi Casey, Welcome to the forum and you gave a great start with information of your situation. As for the bevel, this is a quick shot in the dark as we had another member with a new Hypertherm SYNC machine that was having all sorts of bevel. He had Langmuir and Hypertherm techs involved.
(Edit: His machine was NOT the SYNC version. There is the one outside o-ring that might benefit from grease, but now I am not so certain of my suggestion.)
His solution was to lubricate the o-rings in the torch. A good silicone grease, small amount is all that is necessary.
As for SheetCAM and picking the right offset, here is a post from David (one of our resident geniuses) that answers that:
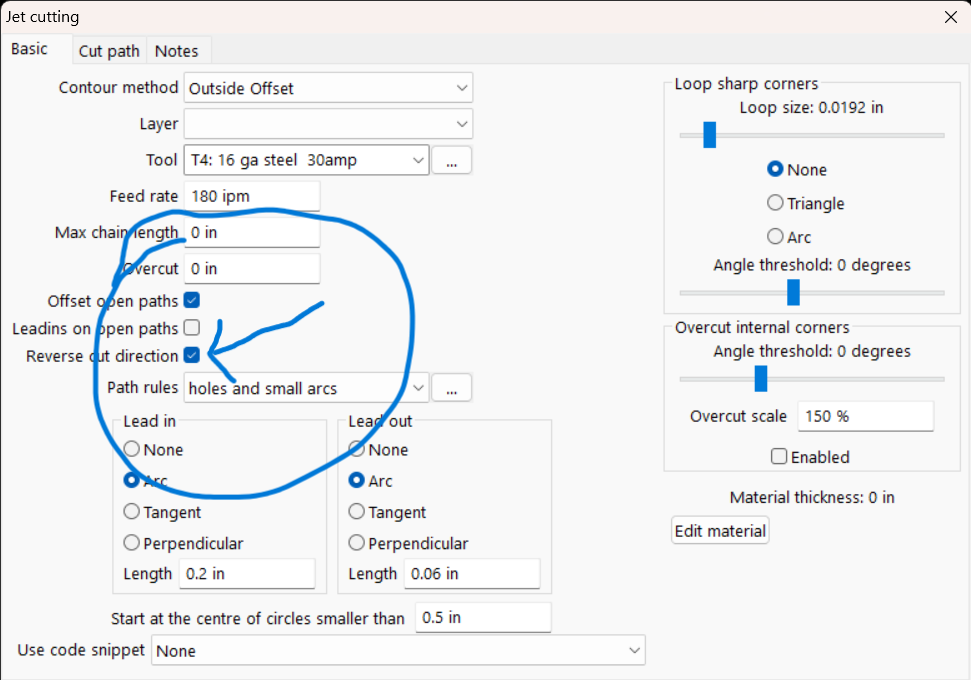
Select “reverse cut direction” in the Jet Cutting Operation screen. This will make sure that the machine travels in the correct direction, so that the “good” side is always on the part that you want to keep.
If you are using a single layer for the whole part(recommended), always select “outside offset” in that screen. This will allow Sheetcam to assign the correct offset to inside and outside cuts.
For clarification, I did not measure cut height, I only adjusted in the program by +/- .050" increments. I will square the plasma torch to the material this time. It was squared to the machine slats. Makes sense to square it to the material I am cutting. Thank you for the information!
An open path is a line that isn’t connected to anything else. Sometimes they are decorative and it doesn’t matter if they get offset.
If the open path is a bend relief cut, you want it to cut directly on the line for accuracy of the bend. Offsetting to one side or the other would be bad, in that situation.