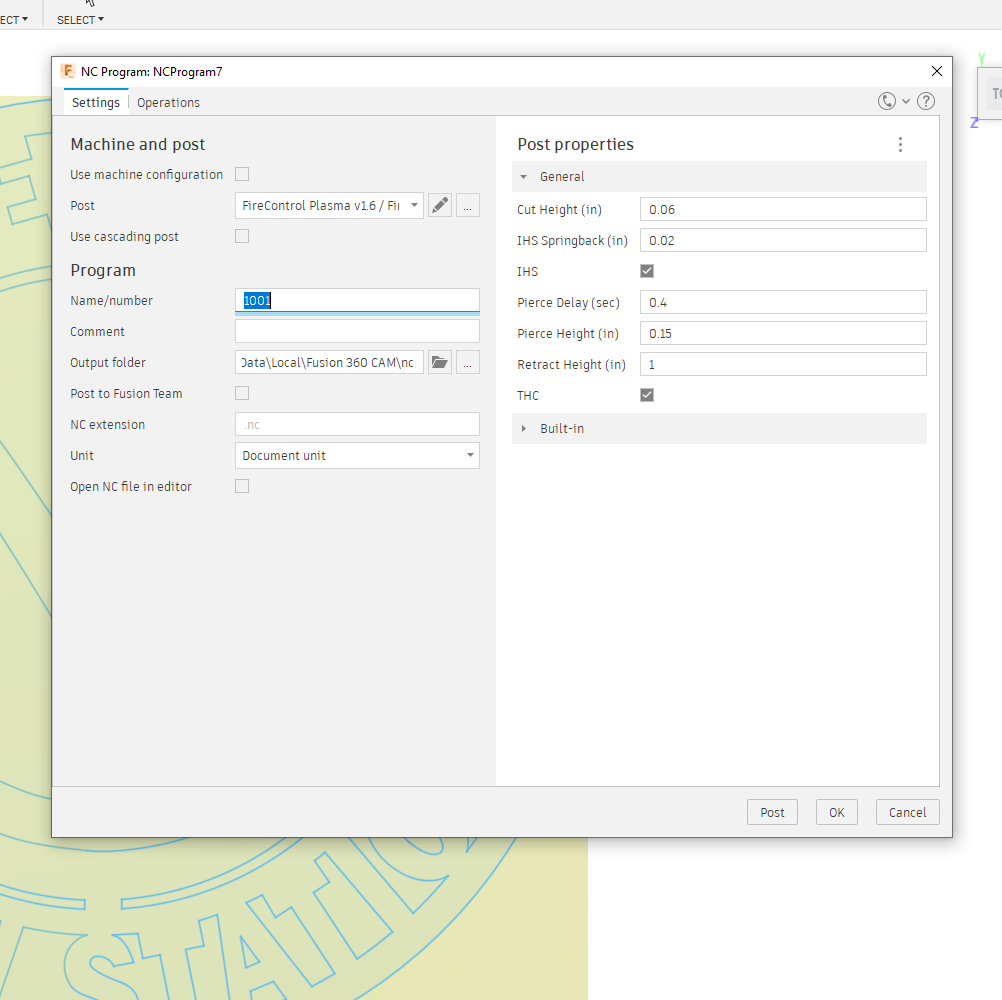
Post the G-code for the file that didn’t touch down before cutting. We can look at it to see if the IHS loop is there. I’m not a Fusion user, but I think I have seen a box to check for the IHS in fusion. Maybe you unchecked it?
I also noticed it yesterday, and ran a test through fire control, because I thought it was odd, because I remember it touching the metal. It passed the test in fire control and the cuts were fine.
Just to give an update I did about 40 trial runs on a scrap piece of 16ga. I don’t have and pics, but the cut is the best I have had it. Basically running 35 amps, 88 volts and 125 in per min cut speed, the pierce mark is still slightly there but 250% better. If I cut a complete sign I will post it up… thank you to everyone for the help
I don’t run anything at 30 amps. All my 16 gauge that requires fine detail is done at 130 IPM and 40 amps. Book specs for Hypertherm fine cut low speed. I also use the book spec kerf. I also have never had to enter a voltage. I let IHS do it’s thing and despite LS saying it’s for thicker material, I find the voltage is always pretty dang close to book spec.
One thing to remember is the slightest movement in your work piece can cause a pierce mark or make the lead in noticeable. I check my workpiece multiple times and even hold it down to ensure there is no movement for cuts that are critical. I also use sawtooth slats that I can flip and rotate.
A lot of it comes down to the design too. I know that I can cut out a letter with only a 1/16 bridge to hold the center without an issue.