Here is the cut without changing the voltage



Still getting the same marks
Tstation no lead out no radius.nc (33.9 KB)
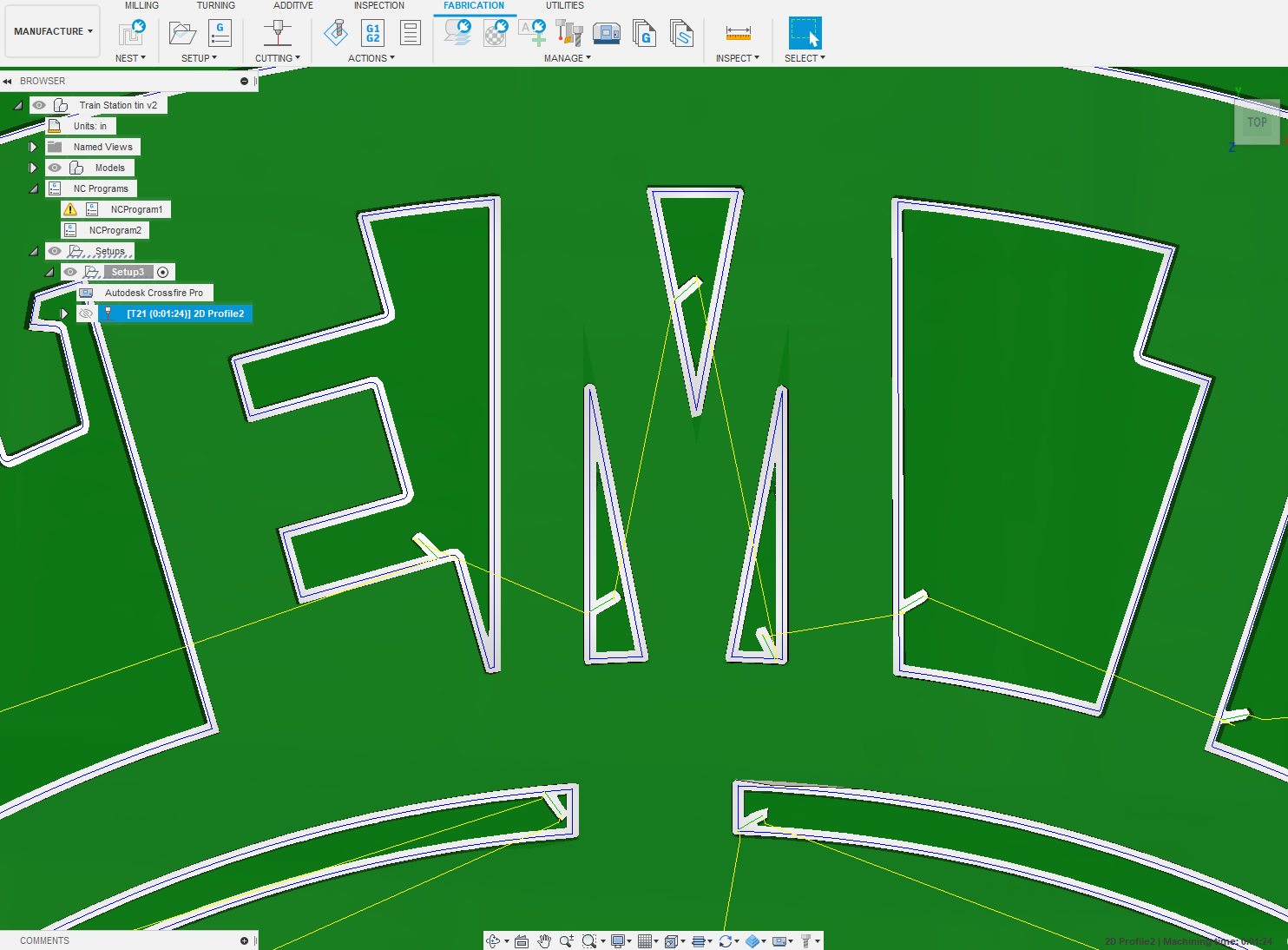
Here is with no radius no lead out . try to write in your voltage
a lot of heat affect zone in your pictures.
Here it is at 78volts and with the most recent file you sent. Still happening, it is almost as if the kerf or pierce delay is what is causing it, but I have tried so many variables . I greatly appreciate you spending the time on this.



you are welcome.
can you pause a program and check the cut height?
it does seem wider then the book states.
I would start checking consumables and dry air next. both will affect the cut.
I may cut it on my machine and see how it does.
the torch is firm in the holder? how is the slop around the machine .
1 Like
I can try and pause while cutting and measure. I dont know how accurately i will be able to measure it. The consumables were replaced when i ran the first one you sent earlier, so in theory they have cut 3 signs. I am on a schulz refrigerated air dryer, and there is a 3 stage filter before the plasma machine, the decissant beads have been in there a month and our still purple, so the dryer is doing its job. From what I can tell there is not slop in the table, have checked, X axis, Y axis, and torch in holder.
Tstation try 3.nc (127.4 KB)
here is another attempt
Any other ideas out there please chime in .
Are you cutting 16 ga at 45 amps? I cut 14 ga at 30 may be to hot.
all in how fast you are cutting, more amperage you just have to cut at a higher IPM…
1 Like
I’ll run it thru Sheetcam tomorrow and see what it looks like. What speed are you using? 250ipm?
I’d bet the heat discoloration shown is because the machine is not able to reach anywhere near 250ipm on those small cuts.
Here is the results from the 3rd try. Looks better but they are still there, what did you change on that one?



@RShilley
Just a suggestion… Have you tried to cut it at a slower speed and lesser amperage…?? I typically cut 16ga at 32A and about 160 IPM… Now this is with an Everlast cutter so I’m sure there are differences… I just wonder if you’re not overwhelming the thinner material with 45A at the pierce and start locations where you’re going to have some slowing… Just shooting from the hip here but, it’s worth a shot…
1 Like
that does seem to be quite a bit better.
I changed the lead in speed to 270 in per minute and I changed the angle of entry to 90°.
You could try turning it down to maybe 40 amps to start?
I agree worth a shot nothing else working I would try 20 to 25 amps. Thin metal can only handle so much no matter how fast you go
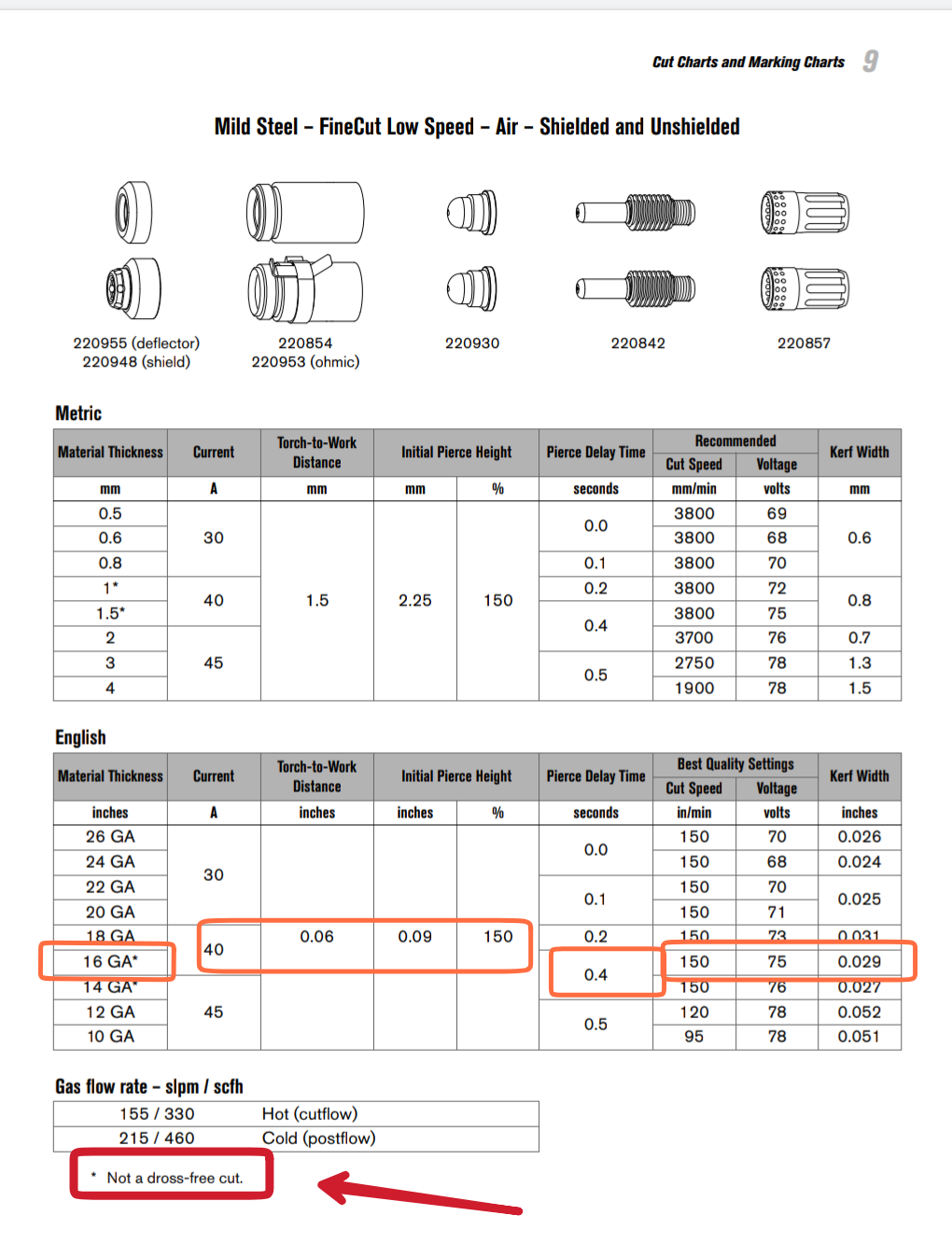
These are the slow speed settings from the manual
And these settings you run at 40 amps
Look how much they’ve lowered the Pierce height.
I’m wondering in that first program if we lowered the Pierce height to .9 if that might help some
It looks like the curve with gets crazy small too with those low speed settings
2 Likes
Yeah I’m running 250 in per minute with a 270 lead in.
I run 270 with the shielded standard consumables on my setup quite often.
You’re probably right that it’s having a tough time getting up to speed in that short amount of time.
At least if he’s writing in the voltage it doesn’t have to rely on the time it takes to acquire a smart voltage.
I usually always run 14 gauge myself except for when I’m making a few HVAC fittings and then I’ll run 26 gauge galv.
I’d love to see what you come up with you n sheetCAM. we’re pretty close to getting this guy up and running proper.
I can’t remember if this was a pro or an XR?
I wonder if there’s a difference in its 0 to 300 IPM speed compared between the two products. I know the XR will do 400 in per minute given it has enough time to get up to that speed.
I am on an XR. Going to try it at 40 amps with the above settings, lets see how it goes.
1 Like
What am i missing for this extrude? I go from pic 1 to pic 2, mine doesn’t look anything like yours, must be a step i dont understand.
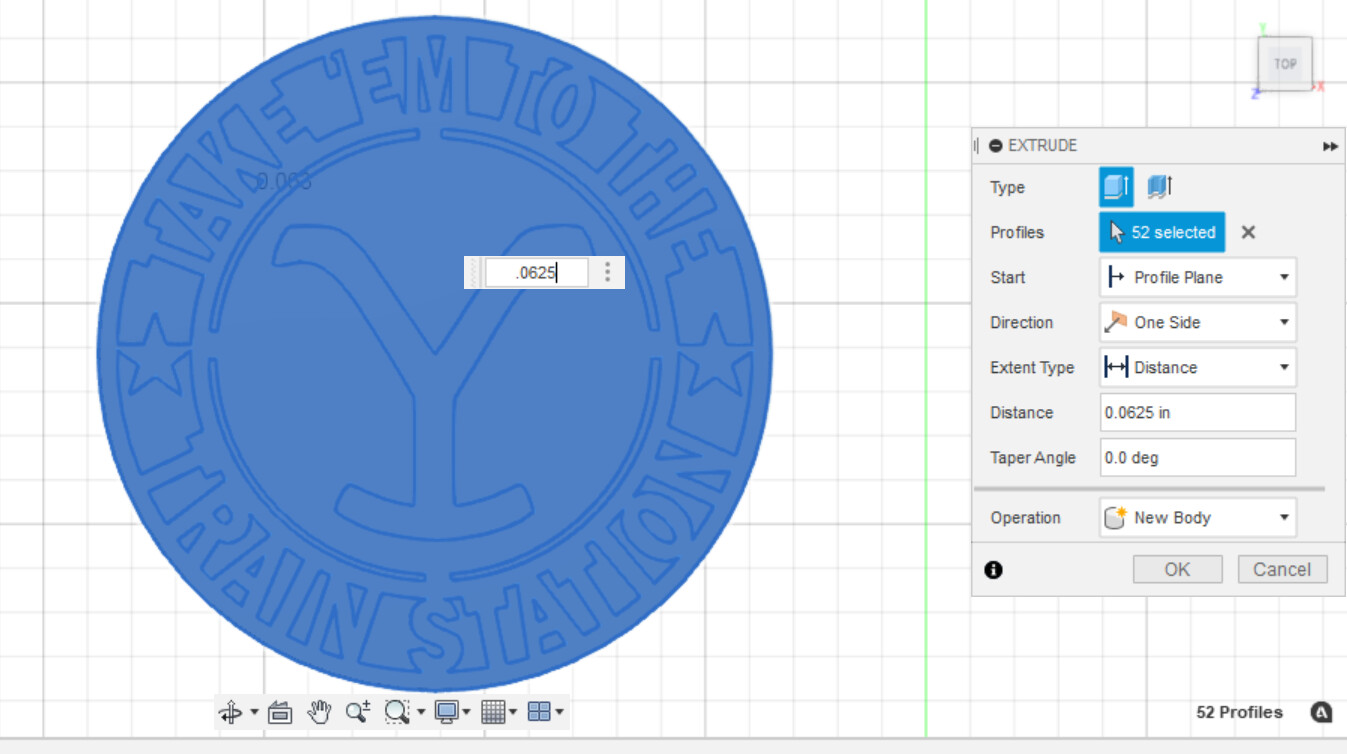
Are you dragging a box around the whole thing to select it? You must be I see you have 52 items selected. Should just be one
Just try to right click on the space that you want to extrude and then select extrude from the menu.
Or
You can hit E on your keyboard and then select the area that you want to be extruded. 16ga I use .0625
K got it to extrude correctly. Finally… here is the slow cut speed, started at 40 amps and 75 volts, and then turned down to 35 and 33 amps as it progressed to see if it made any difference. Also my torch is not touching the metal first before backing away and piercing anymore, what would cause that? Seems to be cutting okay still.


2 Likes