PrimeWeld CUT60
UPM-105
45 amp tip (1.0mm kerf width)
120psi to my plasma cutter, 65psi to the torch
0.6 second pierce delay
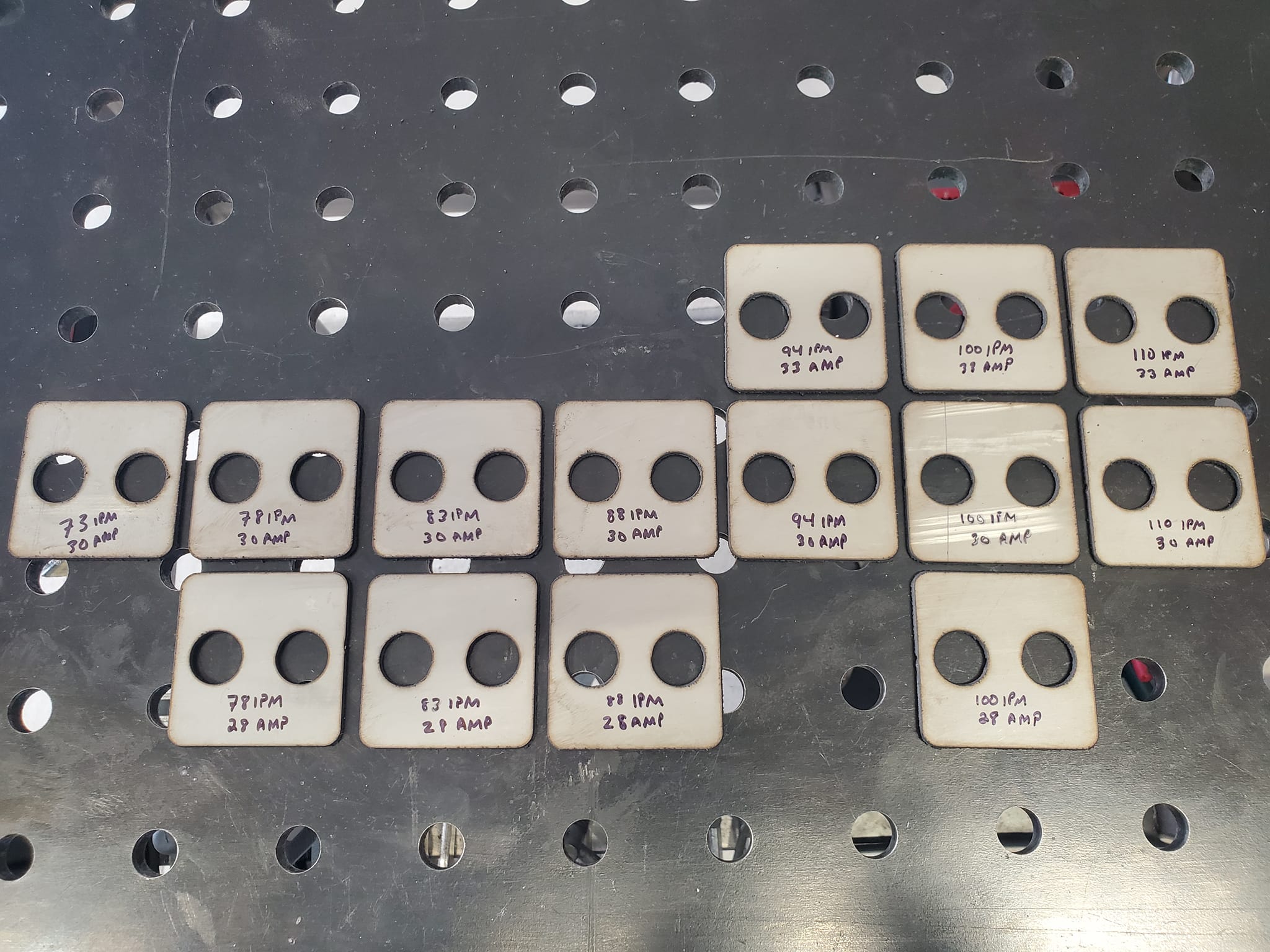
16 gauge stainless steel (304)
Really I should’ve started with a new tip but it’s scrap so it’s expendable (has 400 pierces on it)
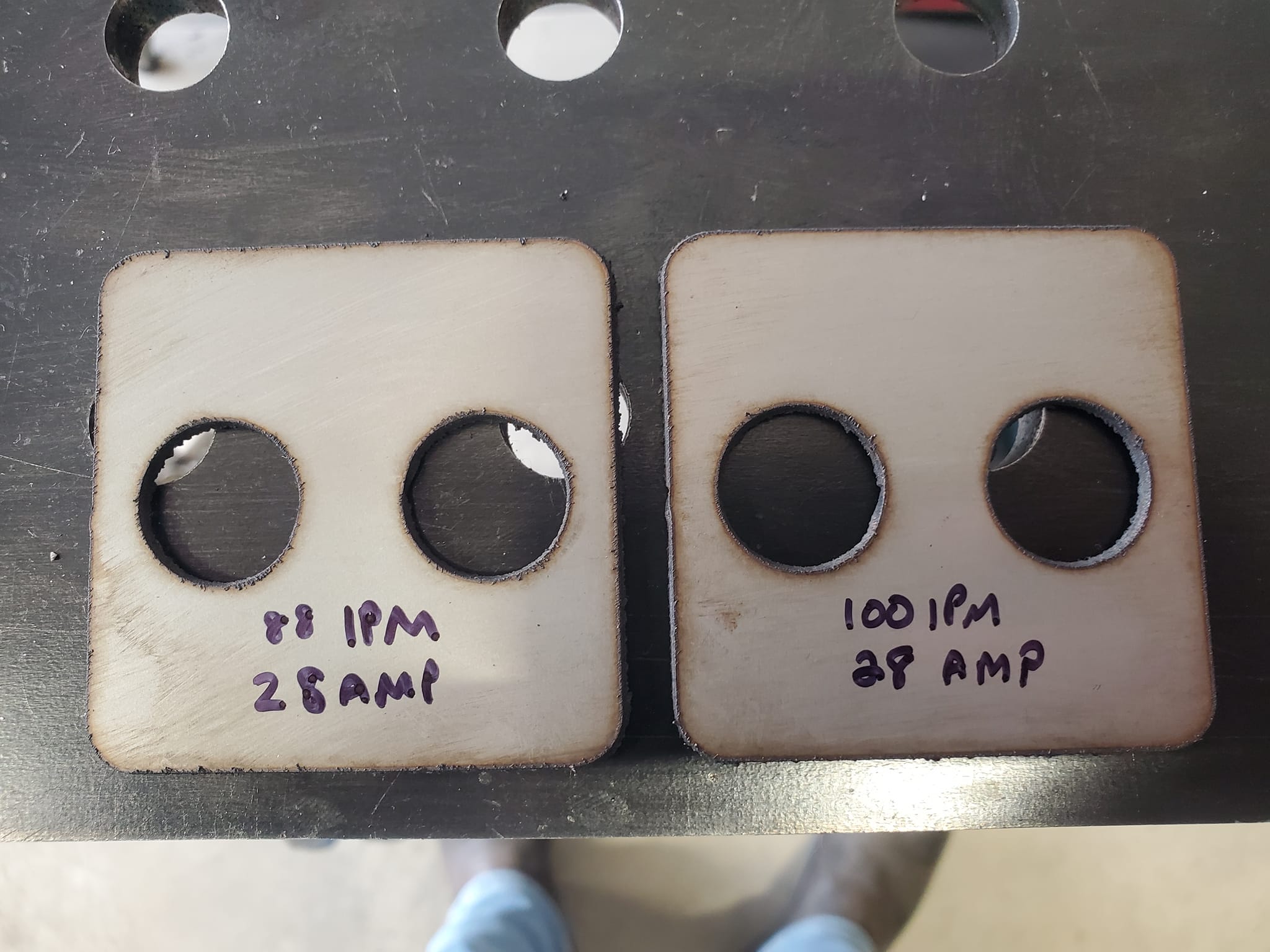
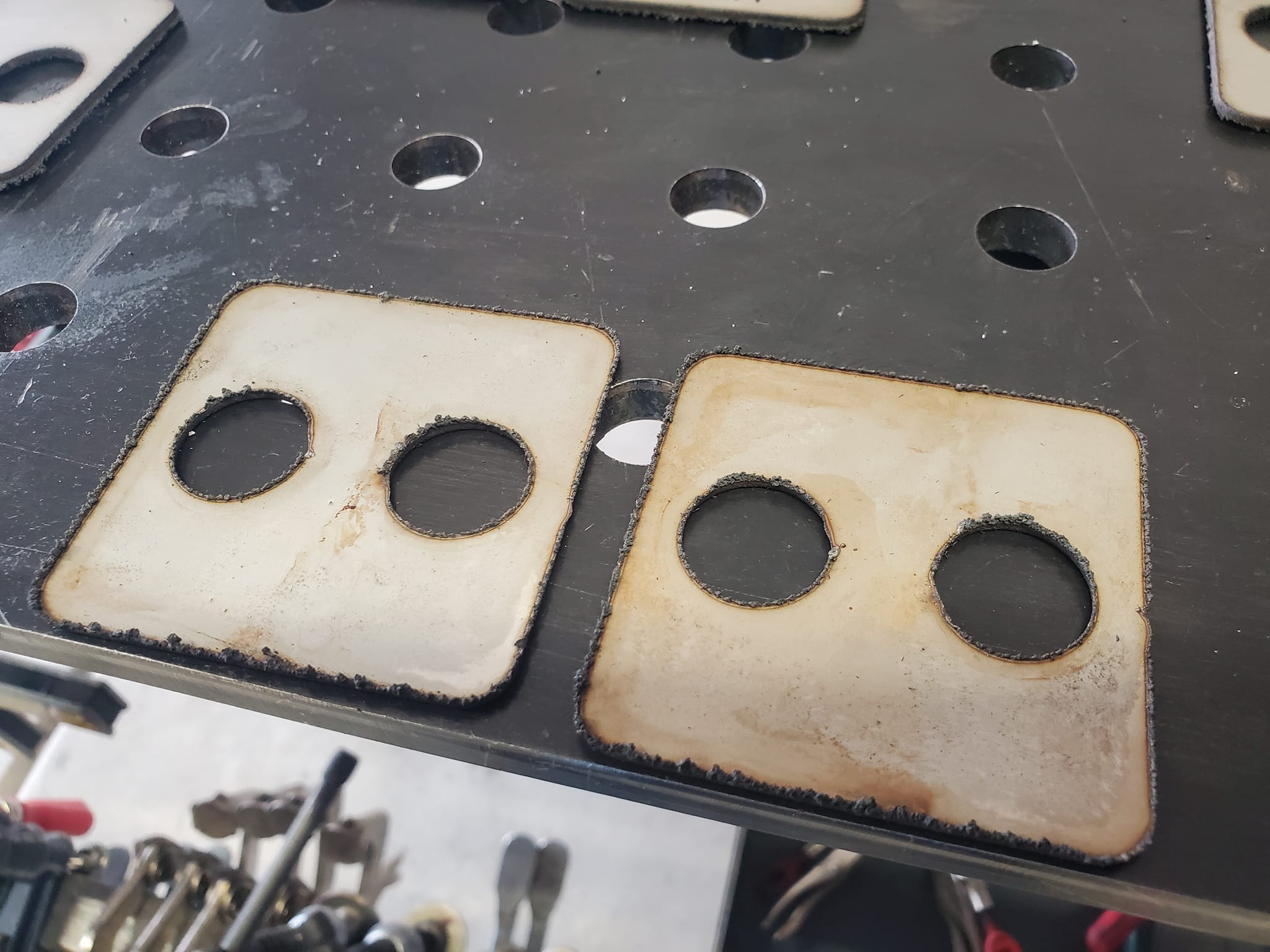
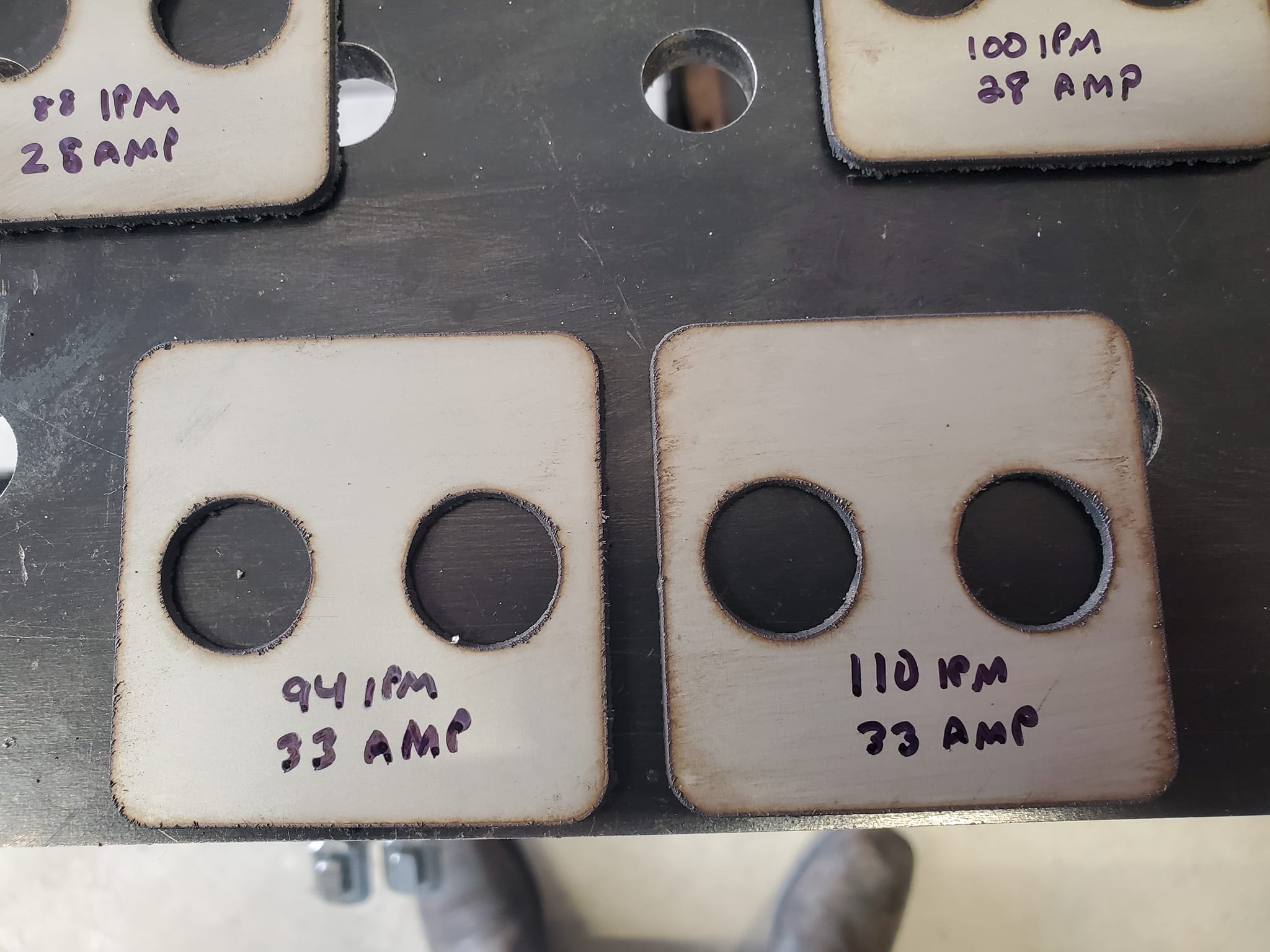
Reading and talking to a friend tells me 14 gauge and thicker is where dross is hardly a thing, but 16 gauge and thinner is hard to avoid
Had to run in and resume dad duty but I can run some more tests tomorrow at a faster speed and more amps; I’m wondering if I should mess with cut height at all
In relation to book settings, did you find yourself going significantly faster/slower? Huge change in amps?
I’ve not cut stainless, but I cut a lot of 18-24 gauge hot rolled steel. In fact, probably 70% has been 18 gauge.
At my low-intermediate skill level, I’d second what your friend said that some dross seems inevitable. And the 22-24 gauge it’s a certainty for me. I’d be very happy with your “Best of the bunch” set.
One thing I’ve learned about dross is when I get some that’s’ stubborn about coming off with my brick chisel, if I hit it on the edge striking back towards the metal, often it pops right off. I was scraping across the metal and some can be stuck pretty good. I still scrape across the metal for the easily removed stuff. Flap disk is last resort. Others soak overnight in vinegar solution.
As you know, I’m also using PW60. Hypertherm guys may have a different experience on the lighter gauge stuff.
I have cut 10 gauge stainless with my Hypertherm 45XP with standard consumables and had terrible results using the recommended settings in Hypertherm cut chart:
Cut height: 0.06 inches
Pierce height: 0.15 inches
Cut speed: 90 IPM
Cut power: 45 amps
Result: terrible, ugly dross both top and bottom. Dross was thicker than the sheet of metal. Totally unusable.
I switched to fine-cut consumables and used Hypertherm cut chart:
Cut height: 0.02 inches
Pierce height: 0.08 inches
Cut speed: 75 IPM
Cut power: Nominal voltage set in THC of 80 volts
Results: Very good. No dross on top. Small amount on bottom but still somewhat hard.
I realize that it is apples and oranges with the cut power but I could not see getting to a better cut with the normal consumables. And I just wanted to make a point that the cut height was in the cut chart. I did not come up with it by trial and error.
I do believe the less amount of heat/amperage is the secret. With the heat reduce, you really need to be close to the metal.
My experience in welding stainless steel is what brought up my cut height question up above; book settings lists cut height as the same for both mild and stainless.
I know book settings are simply a guide (at least for non-Hypertherm users) and adjustment is needed from there but it would be rather wasteful to go through different speeds with different amp settings all while introducing another variable which is cut height.
To answer your question, physical cut height is damn near .06" using feeler gauges.
And yes I know shielding gas might be a suggestion; I’m a hobbyist, I’m retired, and I get 0 orders for stainless steel just thought I’d cut it for fun. Definitely not going to invest in anything to make it look pretty!
I am with you on not spending that extra money. Tin gets good results with the fine-cuts on simple dry compressed air. If you are able to get dross free with 10 gauge, I believe you could dial it in. I have faith in you, Obewan!
Tin also said he fills the water bed up near to over-flowing and has a pail of water nearby to splash on the metal during the cut. He says “keeping the metal cool” is the secret sauce…obviously paraphrasing.
10 gauge and up has always been dross free for over a year for me; it’s funny seeing the new people in the group having these ‘dross’ issues and I’ve repeatedly told them “test, adjust, test to confirm, and adjust as needed”
Often they skip that step and simply complain
I’ll dabble with cut height a little in the next day or two; funny thing is cutting stainless created a bit of froth on my table’s water. I get less than half of that on more than twice the cutting when I do mild so it was interesting to see it happen so quickly with stainless.
Agreed. That is why I am not complaining of my dross. I have just done some very quick cuts and have not spent the time to dial it it. My sheet of metal was free and looks like someone attempted to fold it in half and then tried to lay it out flat. I finally severed it in half so I will have some parts that are closer to being flat. The price was right.
I used to weld galvanized; I still have a nice respirator for all that! But I’ll mess with cut height a little although it’ll be interesting to have to do that. Not because it won’t work, but because the UPM-105 is still somewhat “fresh” on the CUT60.