Using Fusion. When posting each tool individually, results are as-expected (output in inches) and includes G20 (unit in inches) in each file.
When posting the whole setup or multiple tools (and selecting split by tool in post processor settings), the post doesn’t include the G20 in anything other than the first tool file & thus, CutControl imports everything after the first tool file as metric and all the moves are much smaller than what they should be.
Anyone else experiencing this?
Example of the first tool header, which includes the proper codes:
(1001)
G90 G94
G17
G20
(Adaptive1)
T70
S8000 M3
G54
M8
G0 X-0.1154 Y0.0479
Z0.6
Z0.2
Z0.1
G3 X0.0058 Y-0.1248 Z0.0912 I0.1154 J-0.0479 F13.33
X0.1103 Y0.0582 Z0.0825 I-0.0058 J0.1246
X-0.0995 Y0.0748 Z0.0737 I-0.1102 J-0.0583
X-0.0252 Y-0.1219 Z0.0649 I0.0995 J-0.0747
X0.1208 Y0.0289 Z0.0561 I0.0252 J0.1217
Example of the second tool file, which does not include much of the first tool’s header info:
(1001)
(2D Chamfer1)
T35
(CHANGE TO T35)
S8000 M3
G54
M8
G0 X0.2376 Y0
Z0.58
Z0.18
G1 Z0.06 F13.33
Z-0.06
X0.2501 F16
G3 X-0.2501 Y0 I-0.2501 J0
X0.2501 Y0 I0.2501 J0
G1 X0.2376
G0 Z0.18
X0.8254
G1 Z0.06 F13.33
Z-0.06
X0.8129 F16
G2 X-0.8129 Y0 I-0.8129 J0
X0.8129 Y0 I0.8129 J0
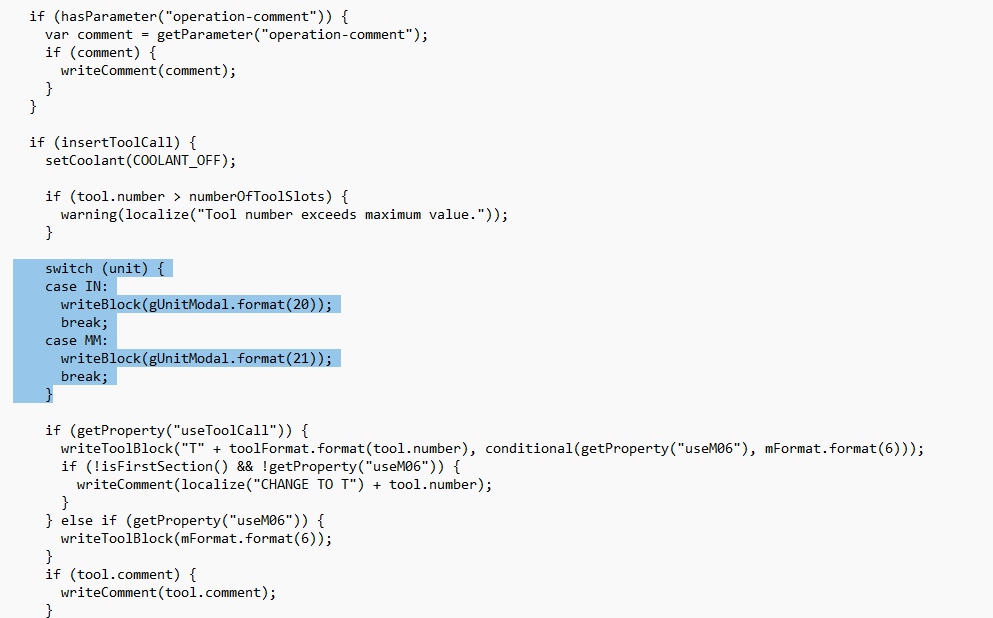
I’m sure this is just a post processor modification, but I can’t imagine I’m the only one with the issue.
The work around is to post all individually, but when the “split by tool” function works, it’s convenient.