Been having problems when using an 1/8th inch endmill. I’ve broken 6 and can’t figure it out. Pretty sure that it was getting too hot and shutting off. Got a replacement spindle housing and can’t figure out how to take the spindle motor and mechanism off. Any help with that or ideas as to why they keep breaking. Seen people use 1 mm endmills and I’m jeolous lol.
Hi Ethan, can you explain further the exact symptoms? Is the spindle motor turning off during the cut and thats what’s leading to the end mill breaking?
Not entirely sure haven’t seen it happen with my eyes only seen the after math almost looks like the bits are getting hitting the uncut aluminum and it is cause enough force to make them snap
What spindle speed, feed rate, depth of cut, and width of cut are you typically using when cutting aluminum using 1/8 end mills?
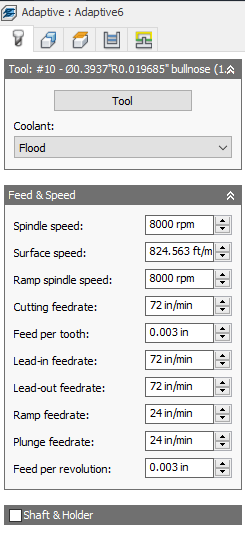
8000 rpm spindle speed
Cutting feed rate 4in/min
Plunge feed rate is 6in/min
I’m running it stupid slow
Post your G-code file and I can run a sim, perhaps identify the issue. Sounds like you got a rapid movement running it into the stock?
The spindle can get hot, which is normal. I’ve run mine for 6 hours non-stop, never had an overheat.
1 Like
Running the feed rate that slowly can cause rubbing and dull the endmill. What do your chips look like? Also, do the flutes on the broken off part of the endmill look like they are clogged with aluminum?
Also check the runout on your 1/8 collet. Small endmills are more sensitive to runout than larger ones.
1/8 and smaller can be tricky with aluminum since they are weak and have small flutes.
2 Likes
are you plunging with and end mill? Are you cutting steel or aluminum. Coolant or no coolant? If you plunge into aluminum at 8000 rpm without coolant you’ll load up your cutter and it will break. when running aluminum I always run .003" chip load. too small of a chip load creates a lot of heat that will dull and load up your tool causing it to break.
The things you really need to pay attention to are your SFM, Chip load, and stepover. The RPM, and IPM will be driven by the other parameters.
You’re max SFM is determined by the tool, material, and if you’re running coolant or not. Once you have that correct you set the correct chip load. A good starting chip load is .003" for aluminum, and .001" for steel.
1 Like
I’m having a similar issue with my 1/4" two flute HSS 42 deg. “cutting 6061 aluminum”, breaking at the same or similar point in my program, three times so far. It does fine while cutting a small pocket of .400"x.500" and .625" deep. But during the larger pocket of 2"x1.2" and .625" deep, that’s when it breaks at a 1" dia. adaptive clearing point. I also have the coolant turned on full blast to keep it clean and cool. The tools look good except for the break and the chips are approximately .002"-.004" thick by .035" wide by .750" long.
I ran manual mills and lathes for years, but I’m new to programming CNCs. And I think I’m running this conservatively.
Any help is appreciated!
How does your program enter the pocket? Is it a helix? What is the helix angle and feed rate?
As you know from manual machining endmills don’t love to plunge, so you have to be careful here. Fusion is very conservative when entering pockets, but it’s easy to make it overly aggressive.
1 Like
Should make it a requirement to post the program…
1 Like
I can also include photos of the part and tool or the 3D model if that helps.
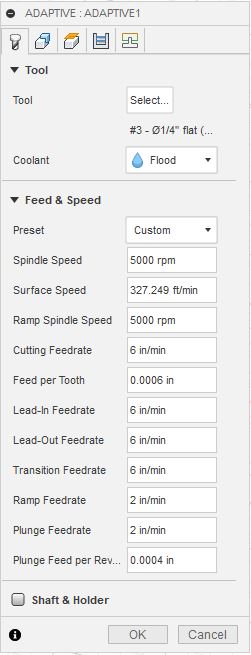
CNCnoob, have you tried reducing spindle RPM to 3000? Since you are using an HSS endmill, I think .0006 per tooth is a little light. If you keep somewhere around .002 you may get an improvement there.
3 Likes
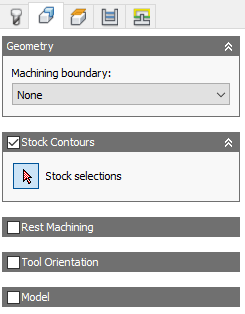
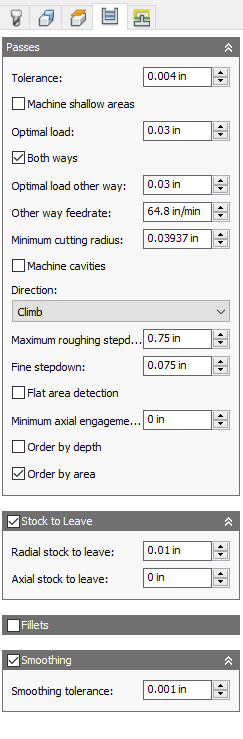
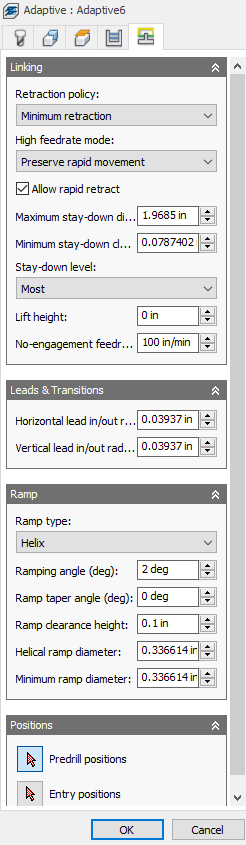
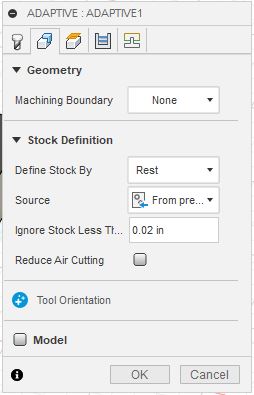
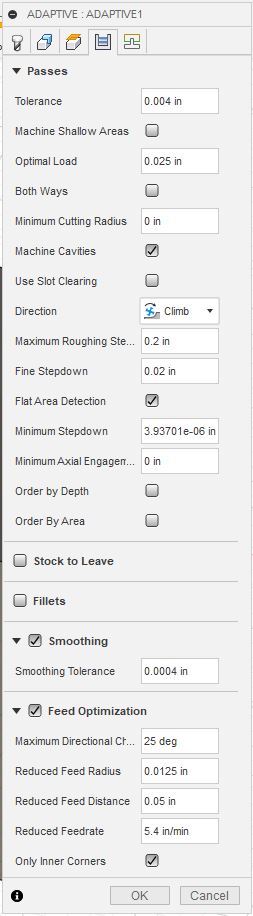
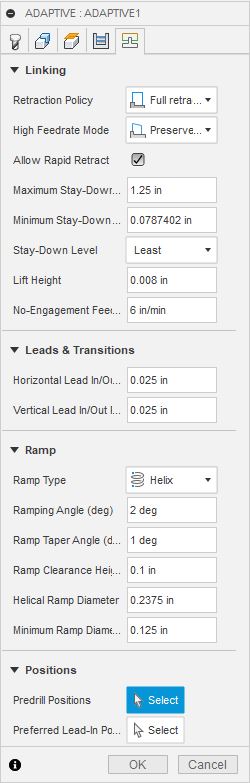
so you have “rest” machining. If that is not actually the case you could be having large engagements that are above and beyond your settings. If you truly are just cleaning up after a previous opp than ignore what I just said. Also your non-engagement moves can be 100 ipm. That will save you a lot of time. Changing your stay down from least to most will dramatically reduce your cycle time. Z moves are very slow and time consuming. Your Ramping angle is a bit steep. I would lower that to 1.5 deg.
I’m confused by the complex formula you’re using for your min stepdown.
Overall the only thing that jumps out at me is the “rest” machining.
Also if you get a high quality carbide endmill and copy my settings it will run for hundreds of parts. I cut over 200 parts with these settings using a single carbide end mill from Haas tooling. When I finished the endmill was still in good condition.
This endmill has epic performance. 10mm Dia. Carbide End Mill, 3 Flute, Uncoated, 10mm Smooth Shank x 25mm LOC, 0.5mm Radius, HSAM2 (haascnc.com)
I’m sure you could get the same thing in a 1/4" version from them.
2 Likes
To be honest if you just get this end mill it will make up for most of your small errors. it will take a massive beating and shrug it off like it’s no big deal. 1/4" Dia. Carbide End Mill, 3 Flute, DLC Coated, 1/4" Smooth Shank x 5/8" LOC, 0.01" Radius, HSAM2 (haascnc.com)
Just double checking… we’re talking about cutting Aluminum correct?
3 Likes
It is a helix at 2 degrees.
That part in my example didn’t have any pockets and 2 degrees is the default. Since there were not pockets that would use this data impute I didn’t change it. I normally reduce my helix angle to 1.5 degrees
3 Likes
What do you think about using a 2 flute carbide finish cut as oppose to the 3 flute roughing? I’ve never used roughing end mills and was wondering how the finish would be. 1/4" Dia. Carbide End Mill, 2 Flute, Uncoated, 1/4" Smooth Shank x 1-1/4" LOC, 0.015" Radius, HSAM3
I can get 2 for the price of 1. And right now, I’m not too concerned with rapid production. I’m learning as I work on a prototype that I hope to bring to market later. Now I need to make some first articles. Things are a little tight right now between a vet bill and new dishwasher “both unexpected”. Otherwise, I’d get the ones you recommended.