try this at 45 amps
try this in firecontrol
1001test square.nc (991 Bytes)
here is the fusion file I created it with
test square v1.f3d (88.3 KB)
your file look like its running insanely fast and has odd Z commands
try this at 45 amps
try this in firecontrol
1001test square.nc (991 Bytes)
here is the fusion file I created it with
test square v1.f3d (88.3 KB)
your file look like its running insanely fast and has odd Z commands
It did the same thing.
From your file it has a program speed of 6350 and the torch speed cut off is 85%
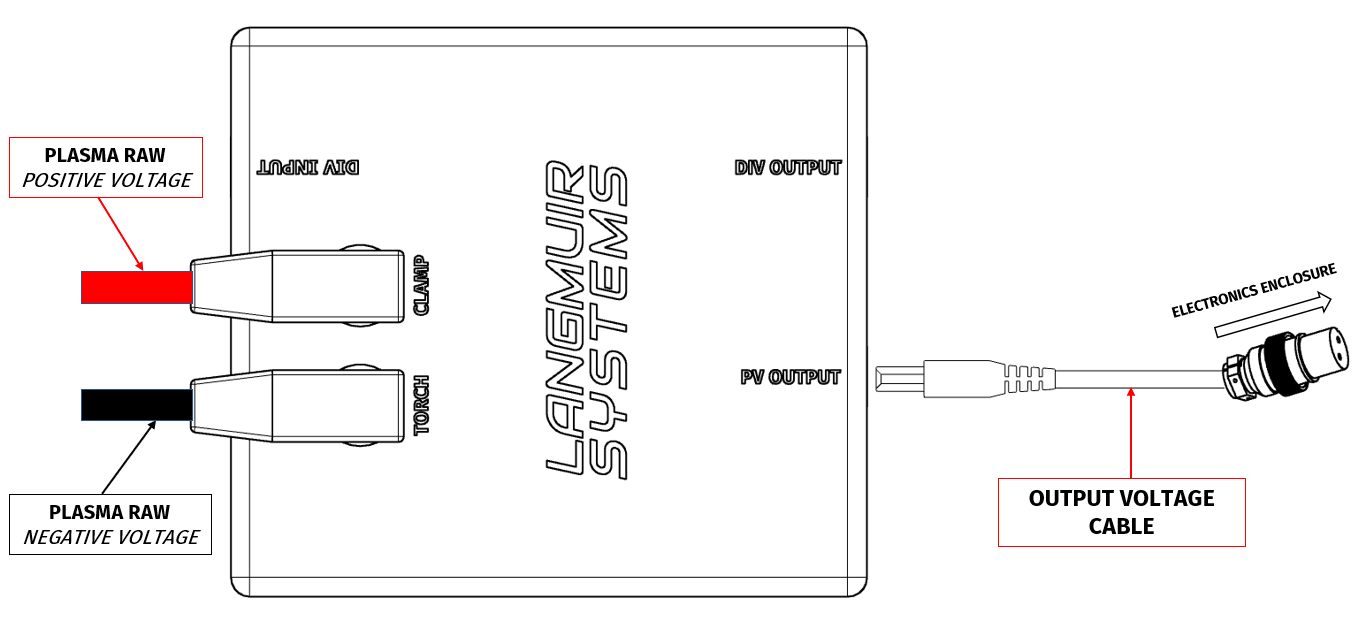
Can you verify the wiring for the THC.
Raw connections from inside of the Everlast.
to
IN VIM box Red Clamp Black Torch OUT Vim PV Output
to
Langmuir Electronic Enclosure
https://assets.langmuirsystems.com/img/thc-guide/image10.png
Well thats odd should be 250 ipm
6350 divided by 250 is 25.4
We are having a metric conversion issues?? what?
@Coppersmithcustoms What version of FireControl are you using?
I’ve never ran into this issue yet so in unknow territory.
Okay, the control box wiring fixed the problem for your design.
I had it coming out from the DV connection.
I also had my Fire control set to MM. Not sure why the conversion was off.
For my files it must be something in the way I am creating the Gcode. I tried mine again.
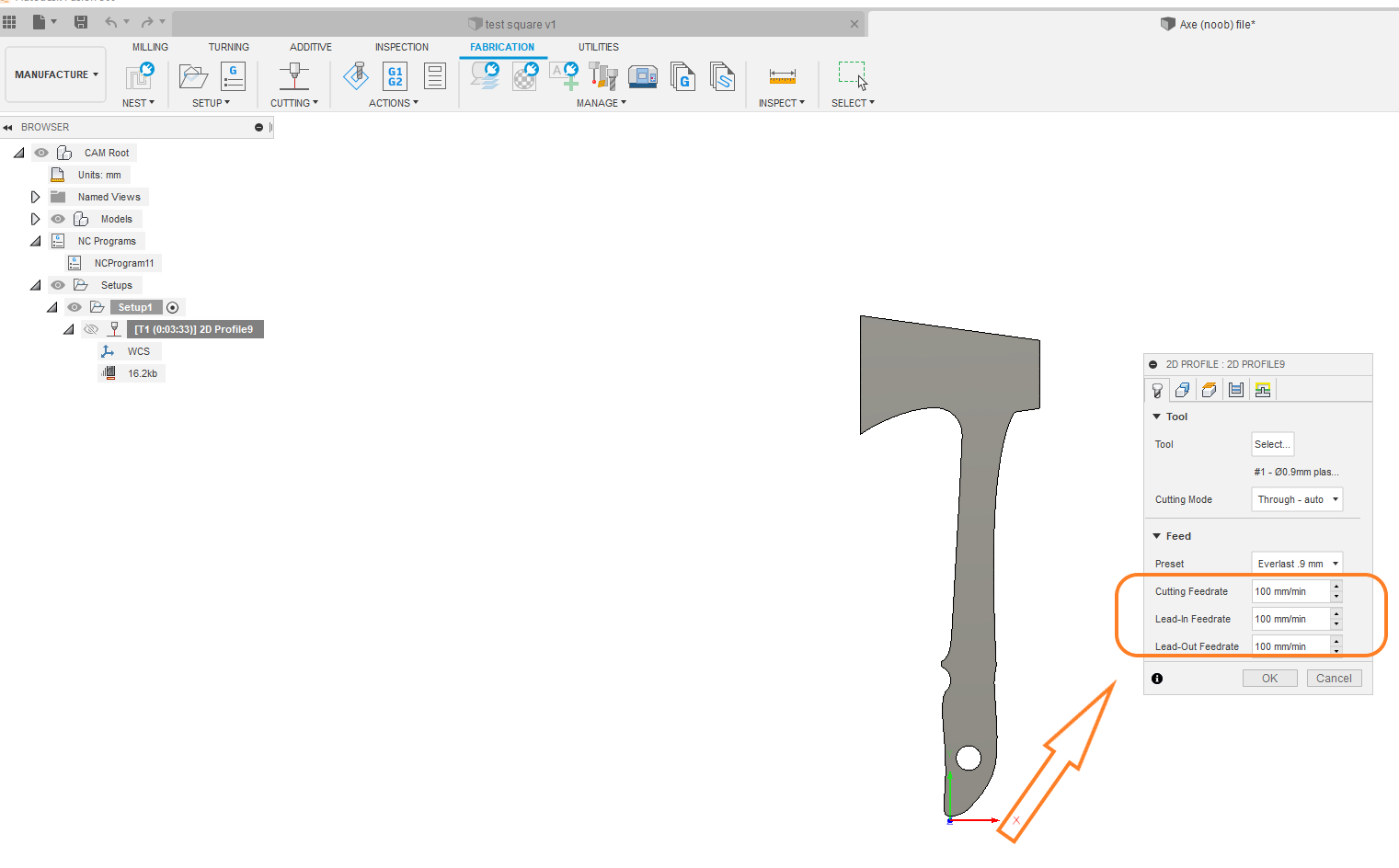
The Feed rate ends up very slow.
Axe (noob) file.f3d (135.7 KB)
When I load it into Fire control the program speed is 3.
100 mm per inch is 3.937 inches rounds down to a whole number 3
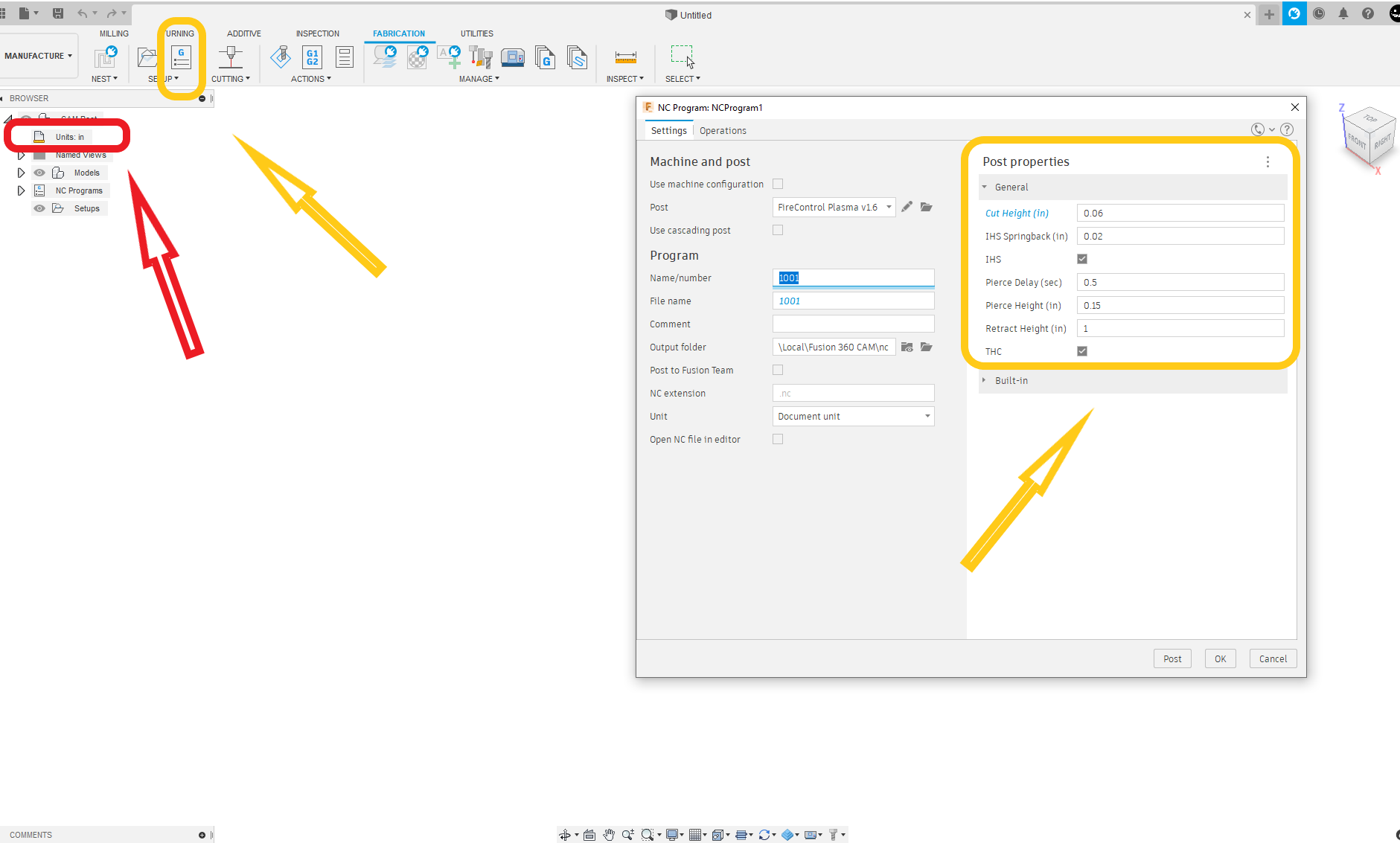
change it to 2540 mm if your using metric
We are close to getting this solved now.
I totally think we have found the major problems.
What des your tool setup look like in Fusion?
I have to be done for today. Feeling good about it again though.
Thanks to you
if you open the *.F3D from above the tool info is included.
I set that file to 250ipm
You are welcome. you will be cutting soon.
I am going to change the title of this topic to better reflect the content for future users.
try changing this
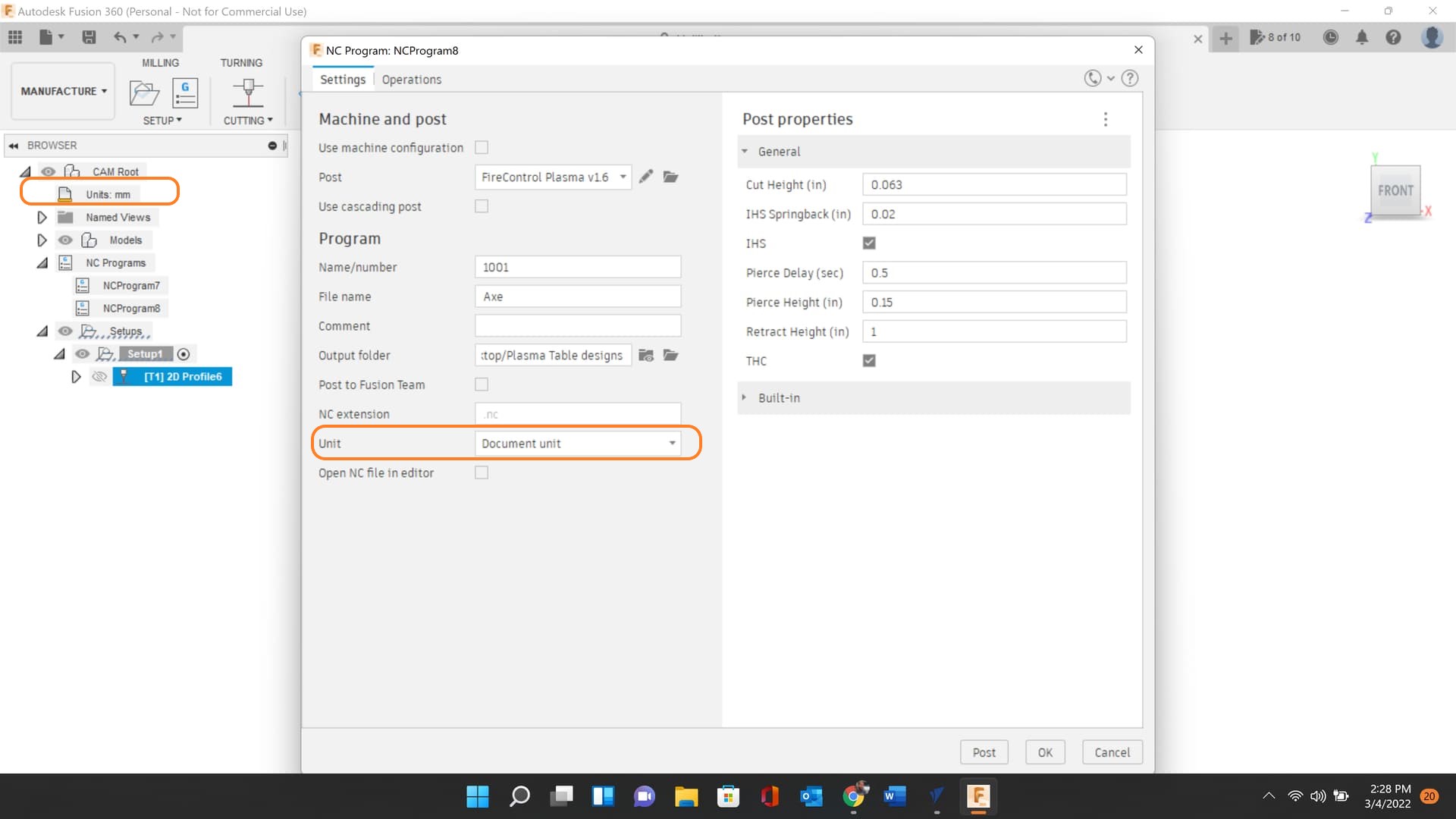
What are your settings for the Post process? Or how can I find them?
{kind=link}