I’m sure most that have the water table received the tech bulletin email about the need to drain the table or, use plain water if it’s gonna sit in there for a while due to the alum pitting sodium nitrite may cause (and subsequent pin holes).
My question is, for the chemist out there, if we use Borax, do we also have to do this? or is it specifically for Sodium Nitrite mix?
I did get the email and would like to know or even see what the others were having issues with. Did the aluminum just become paper thin and start to seep or did it develop pin holes through the thick material?
Daniel, please feel free to chime in on my comments below as I am purely spit balling here.
I have used Arm N Hammer Washing soda mixed to 9.0 Ph and left it for almost 10 days, to the point it evaporated more than half. The anode is crusty but not covered nor is it gone away either. When I drain, rinse and vacuum out the table I do not see any galvanic or evidence of it being broke down to where it would leak.
Here’s what I do see. On my welding table I have my tig grounded to the underside brace, I weld on a piece of 1" thick aluminum to have it act as a heat sink.
When I do this, the weld process will arc and essentially make a tiny burn mark where it established ground from the block down to the table ground. It’s pretty deep and small when I finally lift it off the steel table and look underneath.
I wonder if the same is occurring where the torch ground is applied to the anode or table and when it first arcs, a small pit is being created as the work piece is being connected through the slat holder down to the ground. To add to that, once a layer of that fine dirt/silt stuff is now under the slat rail, the conductivity is even less and the arc a bit more intense. I don’t ground to the anode but to the steel slats themselves or even the work piece if it’s large enough.
Again, just spit balling here guys and can only go off my own observations in the shop.
I don’t know the answer to your question. but more thoughts along this is… the pan doesn’t drain completely so the pool of stuff in the bottom is still going to be reacting with the aluminum. ALSO… I see that there’s a product called Plasma Quench that has a aluminum friendly version. would that be better?
The email left me quite irritated sounds like there idea of a fix for there mistake is either use straight water which leads to rusting issues or drain the soultion every time you’re done using the machine who has time to do that as a hobbiest who only cuts a few prts here and there…I’m debating just ditching the water table and seating with whatever I pod for the mistake of a upgrade and building my own downdraft exhaust system…
i wouldnt call it a mistake, you can always use specific plasma cuting fluid but that’s pretty expensive. or rig a tank and pump like one of tye forum guys did. The bigger tables even us filtration systems too… slew of options honestly.
I’m going to continue running the Boraxo (Sodium Carbonate) and water stuff (not leaving it in the tank for extended periods) but if I were to come up with the scratch or possibly go in on a pail of the fluid used by the pro’s, I’d go with the stuff listed below.
I don’t think it’s a mistake. The industry standard seems to be to use an anti-corrosion/anti-oxidant fluid in water tables. The stuff is typically sold in volumes greater than you need for a little 2x2 table though.
An alternative that Langmuir has suggested since way back in May at least is Borax (it’s in the detergent aisle of your grocery store for a couple of bucks). They’ve posted the dilution before but it’s not super-duper call, a half cup or so to the 8 gallons of water should do.
Or use the commercial fluid like other water tables.
I ordered some of the green cut. I’m not sure if you guys are looking at it correctly. It is supposed to be mixed 20 parts water to 1 part solution. One of the 34 ounce bottles will make 5 gallons of cutting fluid. They say it never expires and it doesn’t evaporate with the water. I bought 2 bottles for $54 US. I’m sure it’ll take a while to get here so I’ll likely grab some borax for short term. I also plan to rig up a drain and pump system similar to NTK’s but I’m going to use a plastic tank
I have drained my after each use. Made up a manifold with valve. When I am done i open the valve and drain into a five gallon bucket. I dump the bucket once and then leave the valve open. I ordered some of the sodium Nitrite but don’t have it yet. I just sprinkle a little borax in the bucket when I fill the table. Everyone will find their Rhythm and what works for them.
But do we know if Borax could have the same detrimental effect as Sodium Nitrite? That’s really what I was after…I left mine for about a week and no rust, didn’t see any ill effect on the aluminum…2 days of straight water and stuff rust lol…
I have GreenCut from Lube Corp in my table for 2 weeks. No cutting yet, still learning software. But, no presence of any corrosion on anything including the zinc. Added 1 liter to 5 gal but I think I’ll add another gallon of water to the table to bring the level closer to the project.
I’ve been using water mixed with a small amount of Borax (~1/2 cup) and mine has developed some spotting despite being drained when notnit use. It looks/feels like rust and when it’s wiped off and rinsed off there are still small brown pits.
I’m not familiar enough with Galvanic corrosion to know if that’s what this is or not.
This is before I wiped the crust off with a soft brush.
My borax mix seems to be doing it’s job, and the tray doesn’t seem to mind, keeping an eye on it but so far so good. I think I used maybe 1/2 cup for 7 gal (maybe even less)
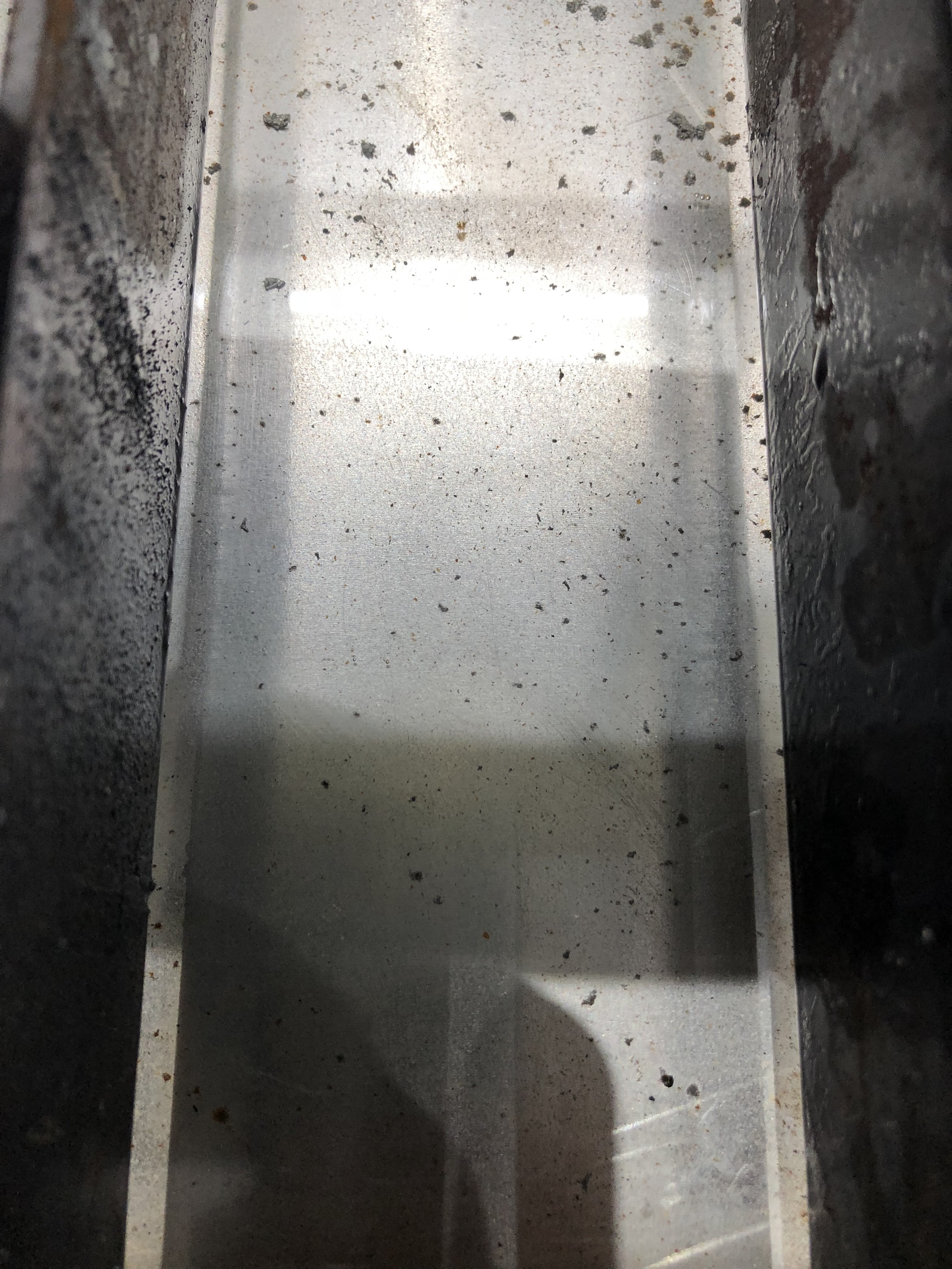
Well, seems Borax is doing the same thing as Nitrite, but I’m perplex by the following: the side of the table has no pitting. Only the bottom where particulates are settling in shows marks and some clumps where I need to use a brush to remove.
It would appear that it’s not necessarily the Borax (or nitrite) mix that is causing the issue (otherwise, the sides of the table that come in contact with the mix would be pitted) but a reaction of the alum with the by products of plasam cutting, and perhaps electrolysis in the mix (I ground at the drain).
If I’m correct, this would mean that even with straight water you’d have to regularly empty and clean the tray.
I can tell you that in the corners where I do not cut from, there were no glob of hardened, corroded metal sticking, and less pitting.
It would be interesting to find out with Green Cut would actually cure that.