Hello out there. I have had my pro for some time now and generally doing well with it. I have a question about the slag that can build upon the bottom of the cut. This generally on thinner metal. 11 gauge to 1/8 metal. I have tried to speed up and slow down cut along with different amp setting. A little frustrating at best. Wondering if I can get some magic numbers on this type of stuff. Also I’m looking at trying SS 11 gauge, is there anything I need to know about here? I am doing good with my machine producing for about three years now. It has made my fabrication shop much easier. Cutting with a tour h and grinding suck!!!
Generally slag or dross is associated with slow speed can be consumables or moisture. What setting are you using? Pictures help.
My understanding which Is minimal stainless like a lower cut height and fast speeds. What plasma do you have and what size stainless are you going to cut?
1 Like
Low air pressure setting will cause slag,due to not blowing molten material out of kerf cut.
3 Likes
I had awful bottom side dross when it turned out my torch height was being incorrectly positioned too high by IHS. But, you are likely to have significant “positive bevel” as well if the torch is too high.
(Excessive) Positive bevel

Positive bevel - top of part smaller than bottom
This problem may be caused by a worn nozzle, high torch standoff (arc voltage), inadequate amperage, or excessive speed. All of these variables cause the arc to lag which causes more energy to contact the top of the kerf than the bottom. As a result, the kerf is wide at the top and narrow at the bottom. Improper cut direction around the part may also cause excessive positive bevel angle. A part with excessive positive bevel all around it may also have a hard bead of high-speed dross at its bottom edge. Similar to what Richard is suggesting with the low air pressure, the plasma stream is not able to clear the slag appropriately.
Negative bevel

Negative bevel - bottom of part smaller than top, undercutting
This problem can be caused by low torch standoff (arc voltage), excessive amperage, or low speed. These parameters cause the arc to remove more material at the bottom of the plate. Usually a consistent negative bevel around the part is accompanied by low speed dross.
Edit: Pictures and text ‘borrowed’ from Hypertherm’s website page: Troubleshooting cut quality problems – parts have too much dross (slag)
2 Likes
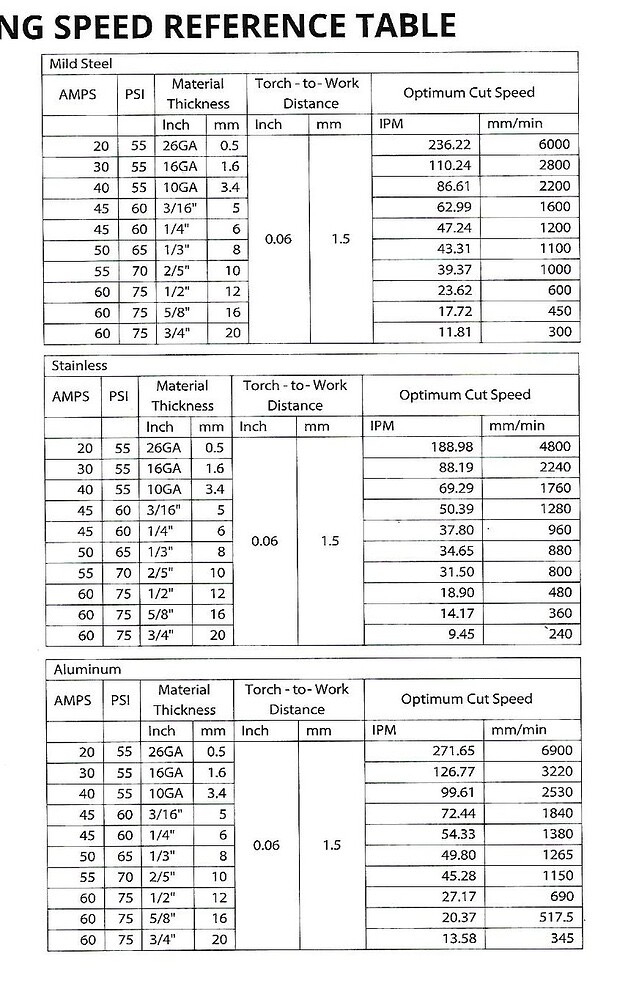
I Got this from another thread on here a while back has worked pretty good for me though it’s just a starting point, I mostly have been doing sheet 16 and 14 gage. do some testing to see what works the best for your machine with the material thickness, amps, cut speed (ipm), psi, cut distance, pierce distance and delay. My machine for example, I run a Everlast 62i with the machine torch 1.1 tip and thc, for 14g I’ve found what works the best is 35 amps, 100 ipm, 65 psi, .06 cut distance, .35 pierce delay and .15 pierce height.
1 Like