I searched the forum and found nothing on this subject.
Any experience or greater knowledge on the subject of whether or not to use Shielded or unshielded tips? It’s said not to mix, but it ‘appears’ the tip’s are the only part that is shielded or unshielded based on the tecmo diagram’s. (?)
Also, nobody ever talks about long vs short electrodes and tips. Is there a rule or is this just an option for harder to reach places which would really not come into play for our Crossfire pro’s?
I came across this very interesting article and have posed the question to Langmuir.
Does the following imply we should all be using shielded consumables with our torches?
Tip No. 3: Know When to Use Shielded, Unshielded Consumables
You should choose shielded consumables if your CNC cutting table is equipped with an ohmic sensing circuit and uses electrical contact with the shield and the material to determine the exact location of the surface. If your CNC machine does not have ohmic sensing, then you should choose unshielded consumables.
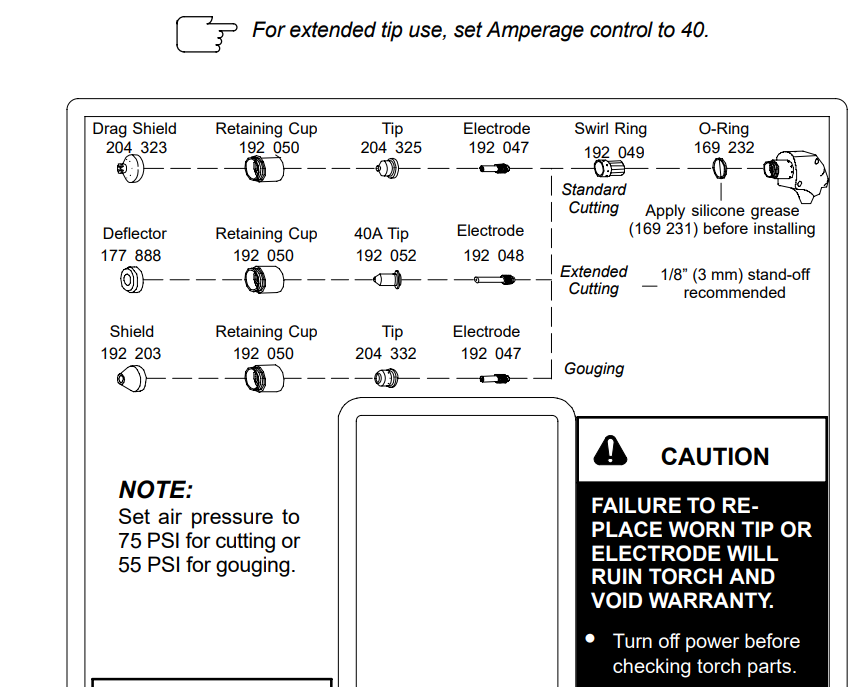
The Tecmo nozzles and cap are specific to the shielded consumables and cannot be mixed with standard consumables. The electrodes are the same. I can’t picture any use for the extended electrode/nozzle in CNC cutting.
My experience with Tecmo shielded consumables was not great. The nozzle is recessed in a small hole in the shield. That hole tends to catch slag from piercing and screw up the air flow/plasma stream. Almost every pierce results in a blob of slag that has to be picked out of the shield or the cut is messed up.
Unshielded consumables means the cutting tip is exposed. The cutting tip is not protected for touching the metal.
Sheilded consumables means the cutting tip is shielded by some means like a drag shield or CNC shield. keeping it from making contact with the metal.
Long shielded consumables are used with hand cutting for places you can’t get to with standard consumables and work very well for cutting with templates.
There would not in most cases be a need for long shielded consumables on a CNC table as most metal being cut is flat.
The cutting tip should be kept of the metal at about .060" at amp settings from 40 to say 70 amps. Under 40 amp it should be a little closer say .045" to .050" as the flame from a smaller amp consumable (smaller orifice hole) is smaller and more confined. Also the torch height will increase some as the amps go up and the flame gets longer and wider as the orifice hole in the cutting tip is larger.
I recommend shielded consumables on metal thicker then 1/8" as the metal does not warp. Shielded consumables are still set at the .060" between the cutting tip and metal, but the shield is now only .030" off the metal as the cutting tip is recessed about .030". Of course THC can help a lot with keeping the shield from dragging or hitting the metal as it is cutting on warped or uneven metal.
Now I know this is not in most manuals. Hypertherm does not say this in there manuals but I have tested this and it seems to work with everything I have tested.
Note: This all works well with torch’s that take different size cutting tips for cutting different thickness of metal for finer detail.
It does not work with torch’s that only has 1 (one) size cutting tip as the orifice is the same size at all amp settings.
I’m choosing my words carefully because I know you’re the authority on this, but @jimcolt has posted in the past that Hypertherm’s book specs are written with the shield being accounted for, and at least on my 45xp it’s .06 across the board.
And that is why I posted it. I have tryed it both ways and seemed to work.
Note: I never tried it with the 45XP only the PM45.
Also note that the Hypertherm plasma cutter put out about 25% more wattage (cutting power) then most other plasma cutters on the market at the same amp setting.
Question: I have a Miller 625 with Ice-40C torch. I have been cutting on the pro for a year now with good results. The tip setup that has given me the best results is the 204-325 tip with the 177-888 deflector. This puts the tip past the end of the deflector but I can get a true height measurement. I do go through tips quicker than I would like. What would you guys recommend.
You don’t really have any good options there. Maybe sacrifice one of the drag Shields and grind that off until it’s flat. The taper from the outside edges meet the flat point that you just ground off the drag portion with
I can tell you this since switching to shielded consumables for my IPM 80 torch from George: I will never go back to the non-shielded versions. They last longer, especially with aluminum. I’m telling you NIGHT and DAY at my operation. Well, there it is, “My opinion”