Hi, I was hoping to get some help. I have a crossfire pro with a hypertherm xp45. I recently switched from using fusion to sheetcam. I have had this set up for about 2 months and am still learning. I have noticed that when I cut holes they are not circular at all and sharp corners are not the best quality this is with fusion and sheetcam. I know I need to set up path rules in sheetcam, and I have tried in fusion but I never noticed a difference in quality. I have all my torch setting set to the hypertherm manual. My question is what are some key codes I should use in sheetcam path rule as I can not find any info on how to reduce travel speed in sheetcam for a path rule. I think I would like to try reducing the travel to 60% for holes and sharp corners. I know I do not need to turn the thc on/off because of fire control. I just need help with the code part as I do not have much experience with it. I hope what I am asking makes sense and any help/suggestions would be appreciated.
I am not at my computer so I can’t do any screenshots. When you choose your operation. Around where you set your leads there is a place to set and choose path rules . You need to make one for your holes. I have one set for any hole smaller than 1 inch.
Is there a chance you may also have air quality issues. If it didn’t help in f360 it probably won’t in sheetcam.
@Logan42 Welcome to the Forum
Maybe you are having a issues that is not related to the software settings?
Coupler slip?
Have you made successful cuts ?
Here is a Loom video that I did on setting path rules. It’s just a screen recording with no audio. Don’t do the rule that I made in the video, it was a bad idea. Choose “on small circles” and set the desired feed rate and circle size. Then choose that path rule in your operation.
Right now I have a Campbell hausfeld PA208503AV air cleaner/dryer on my 60 gallon compressor and then a hypertherm filter and moisture drain on the cutter. All my air lines are rubber, I do make successful clean cuts with very little dross and what dross I do have is I believe from the water table cooling the molten metal. Its just the shape of my holes are not circular right now I am cutting 14 gauge and 1/4" steel. 14 gauge I have the travel speed set to 225 i believe and the 1/4" is set to 48 ipm. I don’t notice any difference in travel speed for holes or corners. and what is my tolerance for what setting?
ds690, so I do not need to write code to do this like the videos I have seen for thc on/off? you just click through the setting as you did?
I am of the same opinion that @TinWhisperer pointed out: some connection is loose.
During holes, there are lots of stressors on the system causing irregular movement. I had this very thing and could not find how to correct. As you are doing, I was looking for a software fix until finally, one of the couplers fell off the table. I tightened everything, everywhere. Perfect holes after tightening. Be careful not to strip the sockets of the machine screws. If you find some that keep loosening on you, put a small drop of the blue locktite liquid (never the red).
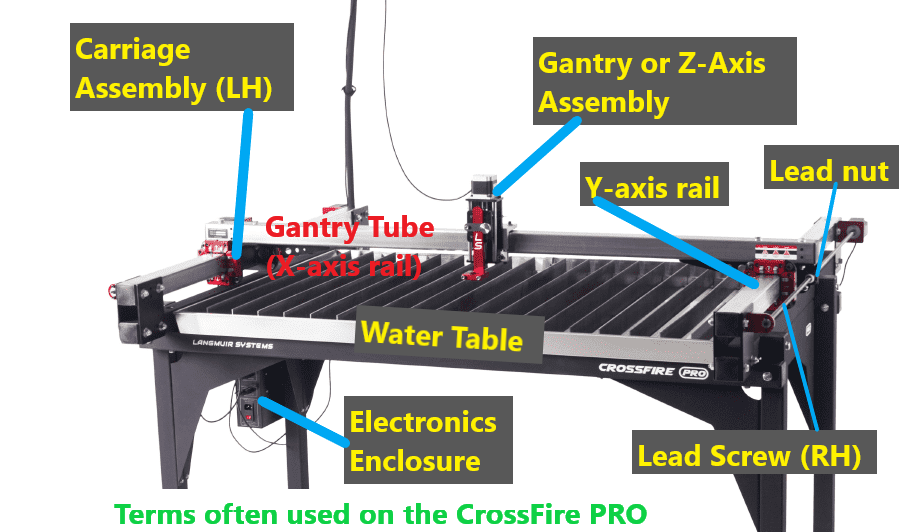
Check the bearings of the gantry and carriage assembly, lead nut housing, coupler at the motors and the stationary ends.
If it is not something loose then perhaps you just need to set CAM to compensate on tight curves and corners as David @ds690 pointed out.
You don’t have to write any code. Just select the option for when you want the rule to be applied from the drop down menu and set the percentage of program speed and size of the holes.
After you do that, it will show up as an option in the path rules part of your tool and operation screens. I believe you can select it from either location. I think I just have it selected to always apply the rule in my tools.
Thank you for the advice, I will check to see if everything is tight and if I get the same results, I will add path rules and see what happens.
Also how much cutting have you done on current consumables?
I was over generous with that term “tight.” With the bearings, follow the instructions for proper fit as “tight” would not be the proper setting. I was referring to “make sure there is not slop in the bearings.” If they are too snug, that will cause problems as well.
So I have checked my couplers and lead screws, nothing seems out of place there. did notice that the bearings some are touching and do not spin while others are not touching and can spin, would this cause issues? They have been like that since I purchased the table, and I could never get them to all touch and everything move smoothly.
As far as consumable I cut 2-3 4x8 sheets then change them when the nozzle starts to wear.
Your bearing sound correct. If you move the machine to another location you may find different ones touching.
Have you had any luck on setting up path rules? Can you post pictures of your issues?

I have not yet, I did cut this today using fusion, it did not need to be precise but here were the results of how it cut
You used fusion CAM? And your using a hypertherm 45?
yes correct
The torch or gantry must have some extra movement. There is minimal dross so it can’t be blamed on cut height, moisture or consumables. Something is loose or one of the stepper motors is not keeping up with the cut.

Either your Z carriage is loose or couplers are slipping. That has nothing to do with the G-code.