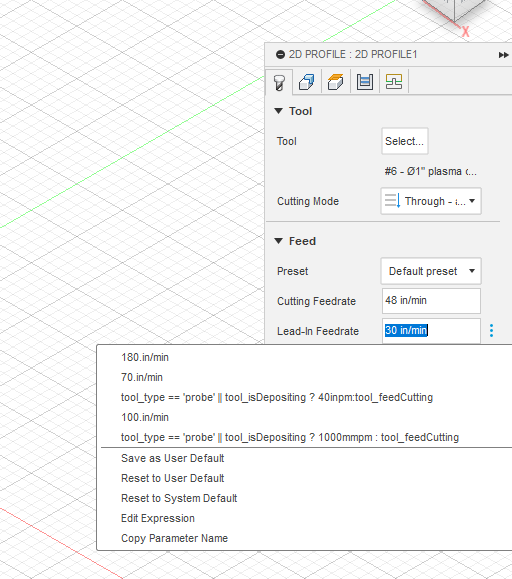
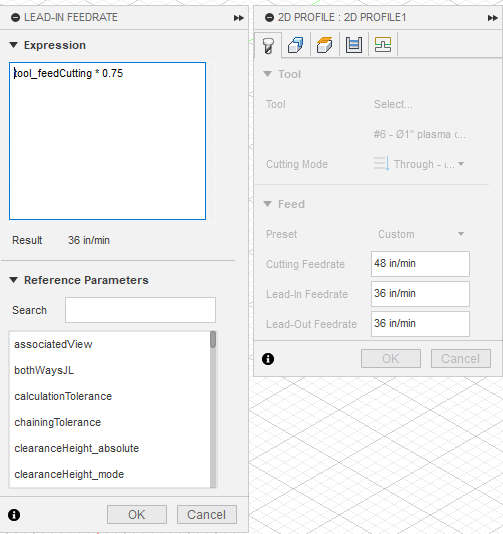
So it could be dropping to 60% but I think it might be because of this menu/tab.
(Unless you are saying it is dropping 60% of what you set in the Lead-in/lead-out. In that case, my information is suspect.)
Note the dross. Bad cut height evil nasty dross that barely breaks off with a chipping hammer. Proper cut height is minimal dross and flakes off real easy.
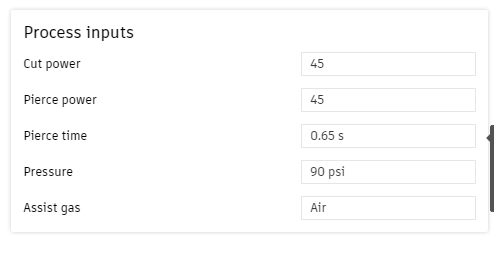
None of the “Process inputs” pass through to the post processor. You can enter them so you can reference to them if you want.
Cut power: set at your plasma cutter (value set here does not mean anything to the post processor)
Pierce power: same as ‘Cut power’ as it is set at the cutter
Pierce time: this will be entered in the Post Processing screen. Enter it here just you remind you what it should be.
Pressure: set at the cutter. Some cutters like Hypertherm, regulate this pressure automatically.
Assist gas: same as this item is not used by the post processor, it is only for reference the way things are set up.
So basically in the tools for Fusion 360, you only need to give it a name then give these values, as a bare minimum:
Kerf width
Feedrate
When you get to the post processing screen, you will enter:
Some people put 1 inch because that is closer to the actual size but many of us just use the kerf width as it helps you visualize the simulation better.
Good luck. You have a great attitude to learn this very fast. Here’s my tip. Make sure your water table is full. The slow travel speed will damage your machine. The air pressure will push out the water from under the metal and cut a hole in your tray.
I ran my 100a, water at the top of the slat holder. It for sure blew the water away, but did not puncture the pan. The seam however did not take kindly to the low level. Fill the water to 1/2 to 1/4 inch from the top, keep a mop handy.