So my THC is working fine, but it is consistently too high compared to what I set the height at in sheetcam. My question is, should i just lower my height in sheetcam, or is there a way to permanently adjust the THC height per input voltage? Ive read the instructions, but it doesnt specifically say, if your cut height is constantly off by x value, lower your offset value in settings by that much… Is that how i would change it? Under the smart voltage setting in THC settings, i would lower the .25" offset?
Thanks.
I have a everlast 102i with thc reading voltage straight off the +/- lugs in the machine. I have the everlast cnc torch and running the smartv.
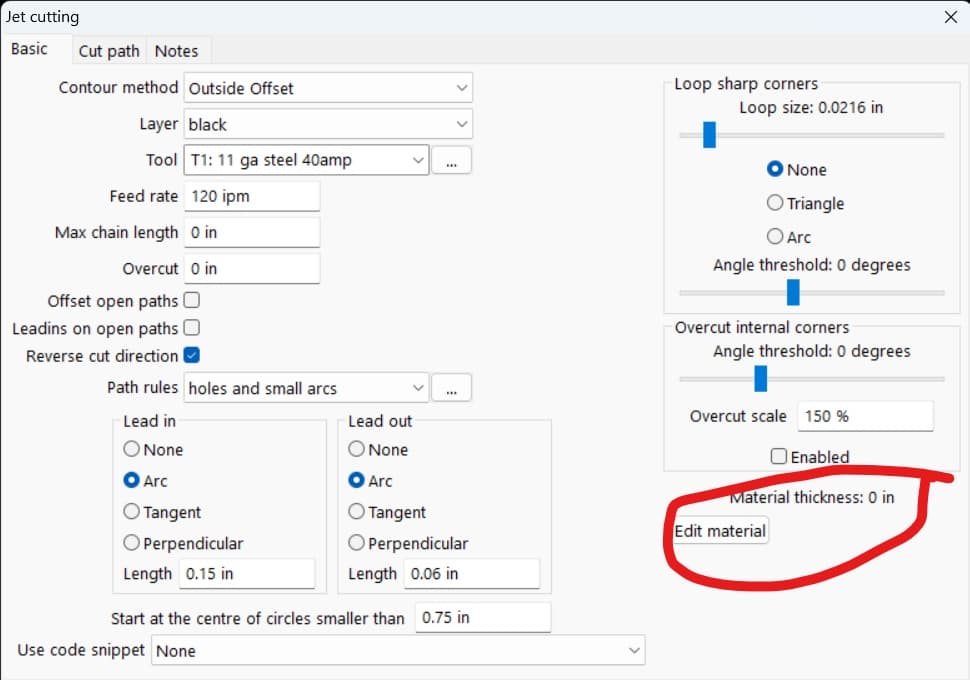
The best option is to test and adjust your cut height in Sheetcam. The post processor adds .020" for backlash, which is excessive and you can’t change it without modifying the post processor.
I have my cut height set at .040" in Sheetcam and that gets me a .060" actual cut height.
You can experiment with setting a nominal voltage to charge the cut height, but there is nothing you can change about “smart voltage” that will change the cut height.
That .25" that you referenced is not an offset. It is the distance that the torch travels before Firecontrol locks in the target voltage. That target voltage reading is taken at the height that the IHS system sets based on your programmed cut height. If that initial height is wrong, the “smart voltage” reading will keep it at that incorrect height.
Setting a nominal voltage will override the programmed cut height, but you have to input that voltage manually every time you cut.
Well, no luck. I changed the height all the way down to .03125 and it’s still almost .125" of an inch off the material height. I even turned off THC and it still cuts super high. Any other ideas? It’s cutting absolutely terrible. I am getting Live voltage when running THC and it does show that it’s actively moving. After doing a google search, this seems to be a common problem, but I haven’t been able to find where people found a solution. Is there anything else I can do in sheetcam to compensate for this?
I feel for you because I was you earlier this year. Your cuts will be ugly at that height.
I use Fusion 360 so it might be different in SheetCAM but:
I finally had to put my springback setting to -0.020 which actually puts springback at 0.00. If you put 0.020 in the springback, Fusion adds that to the already 0.020 so it becomes 0.040. If you put -0.005 that yields a springback setting of 0.015. So what I am saying is try a negative number in the springback, if SheetCAM has an area.
For my cut height, I have it set at 0.023 which results in a cut height of 0.59 inches. If you are getting those massive height numbers, just put in a lower figure. Keep testing the true cutting height by interrupting with the space bar and measuring.
But I also wonder if you have a terribly weak spring mechanism in the z assembly. I am sure you have already tried a thorough cleaning, air sprays of the area, lubrication of the z-screw and cleaning the contact points for the IHS system.
And the torch actually touches the metal during the IHS maneuver before starting the cut?
The IHS system sets the Z zero at the top of the material. If you have a thickness in there, it adds it to the programmed heights, because Sheetcam assumes Z zero to be the table surface.