TLDR; Do you think it is possible to attach a 2nd side mounted spindle to the MR-1 z-axis for engraving? How would you do it?
I am not an MR-1 owner yet but I am deciding between this machine and the Shapeoko HDM. I will be doing mostly 3D contouring/engraving into plastics, composites, and aluminum but I also like the idea of being able to machine steel (and maybe trying titanium) on the MR-1. I have decided that I want to machine the composites with flood coolant (with a good filtering system) because I don’t want to deal with the hazardous dusts. The MR-1 seems perfect for that with the enclosure and coolant setup. However, the spindle speed will be limiting with the 1/32" and smaller endmills that I want to use and since that is my main use case for the machine it is kind of important.
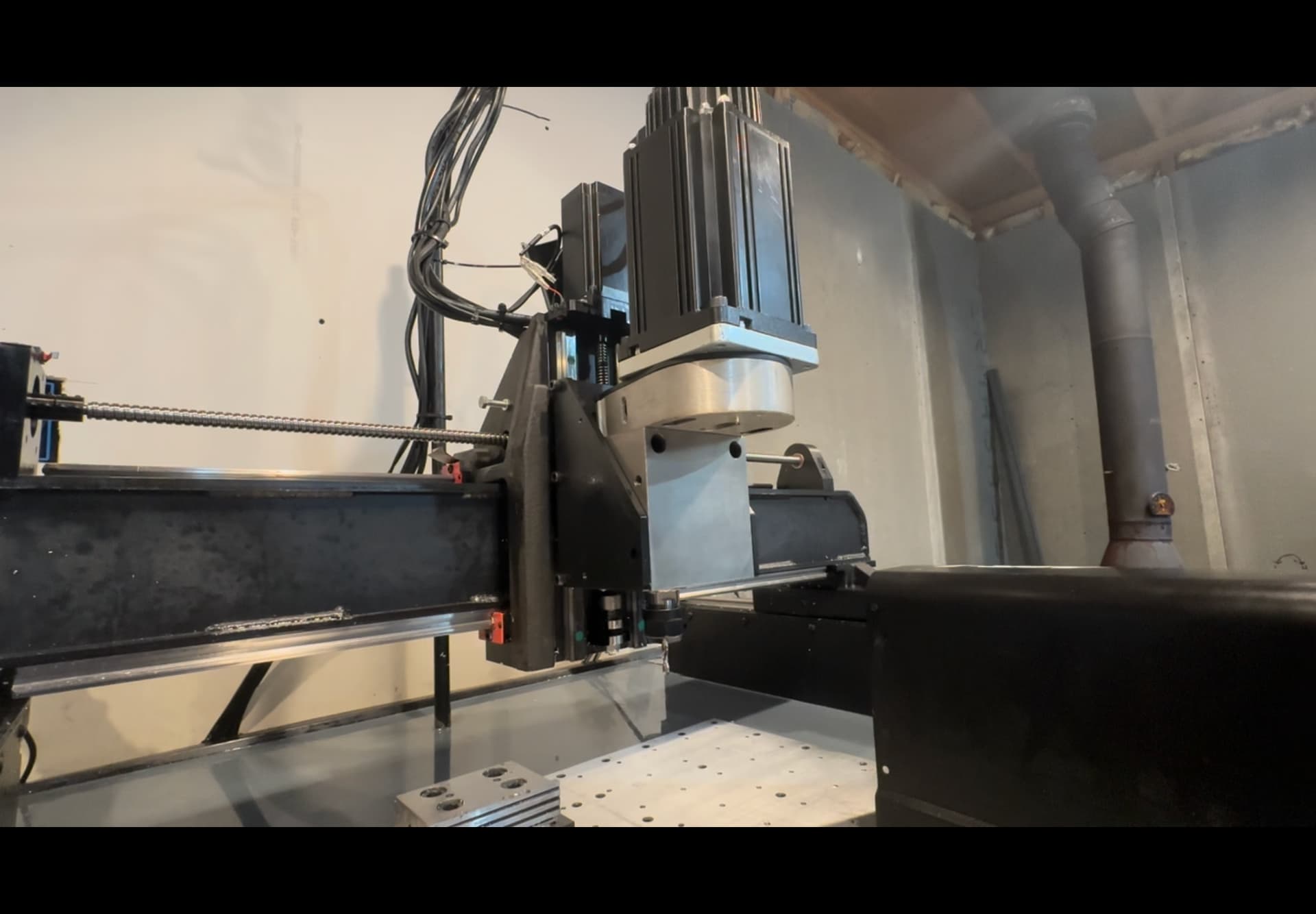
If I were able to attach a 24k RPM spindle for engraving to the side of the MR-1 z-axis, this machine seems like it would be perfect. So, without having the machine or CAD file to look at, I am wondering if this is doable and how much work it would be. Could someone remove the cover of the spindle and take some pictures of the z-axis assembly? If you have suggestions for how to side mount a second spindle, that would be awesome as well.
For more background, I am also considering a Bridgeport V2XT with a Centroid CNC controller that I found for about the same all-in price point. However, it seems like a little too much machine for me right now and I would have to add a second spindle for engraving, and a partial enclosure and a flood coolant system. It kind of seems messy and just really big and heavy. I do like the idea of a really pro controller that I could use for digitizing with a touch probe.
The final factor is the waiting time: 4-8 weeks plus assembly time for the MR-1 is just going to kill me! The other two options bring more immediate satisfaction
Have you considered an air spindle or a friction drive? A small air spindle could be mounted in the existing ER20 collet and spin much faster than 24K.
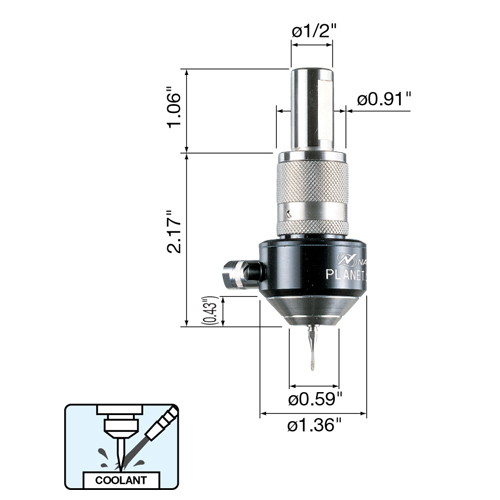
I looked at air spindles but the only ones I could find required 34 CFM at 90 psi! However I just looked up that Planet one in your picture and it only requires 1.6 CFM AT 42 PSI and rotates at 200k RPM! I’ll have to read into it further to see if it will meet my needs.
I’m glad you found it without much trouble. When you said 1/32 and smaller I figured you could go way higher than 24K. The NSK’s aren’t cheap but they are well made. A lot of their products seem to be dental tools.
I picked up a 550 about 30 years ago and have barely used it but thought that would change after my MR-1 is finally set up. 34CFM sounds kinda insane. All I got is 5HP 60 gallon upright compressor.
Thanks. What are you going to do about that 3/4" shank on the 550? The only one of these air powered spindles that I can see that fits an ER20 collet is the NSK Planet 2000. It has a max tool diameter of 1/16” and a speed of 200k RPM. That’s a big gap between 8k and 200k. Will plastic just melt at those speeds? This is meant for grinding and the options meant for milling don’t have a shank that will fit. I’ll be milling mostly composites and aluminum so maybe it doesn’t matter.
I don’t know if this will work or not for my needs but I think I’ll get the MR-1 and figure out a solution for engraving as I go.
Well, that’s what I mean by finally set up. The plan is to get a chunk of 4140 steel and carve a new spindle that will fit the MR-1 bearings and accept a ISO30 tool holder with an ER32 collet.
There have been a few requests about getting an ISO/BT spindle taper added to the MR-1 as an option but LS seems to have no interest in it. The other possibility is modifying the existing spindle to accept ER32 collets.
I’ve never cut plastic at 65K let alone 200K. If it’s soft and a low melt temp you could have to suffer along with 8K or maybe come up with a tiny high pressure air/coolant jet directed at the cutting tip to keep the plastic cool and chip free. I know cutter design has a lot to do with it and cutting through plastic too slowly can cause problems as well. Probably a question better suited for the guys who sell these kind of spindles.
There are other makers of air turbine/spindles but have not found another using a small 1/2” shaft. Likely these are very pricey.
It also my goal to upgrade my MR1 spindle to a ISO/bt spindle. Although I have only cut easy stuff on my MR1 so far, I can tell the machine is a beast. I dont even mind no tool changer but a faster hand tool change would be something I would spend a few grand on as it would pay for itself in a year
It would be good to start putting together a candidate list of upgrade spindles. The ones from CNCDepot have sparked my interest. The ones from GlockCNC might be suitable but are probably too wimpy for this machine. I feel like there might be some good options in between those two that I haven’t found yet.
I think that most spindle upgrades will warrant swapping out the control system as well.
It’s hard to know how much interest there is in a project without feedback. Some time ago before I knew specific dimensions I thought an ISO20 tool holder could be made to fit. When the upgraded spindle was announced I learned they were using 7007 AC bearings which are used in some BT30 spindles I’ve seen but I was given the old “there’s no room” excuse. I just couldn’t make sense of it.
After taking careful measurements I’ve determined an ISO20 ER20 holder will fit easily within the existing spindle with no sacrifice of collet to table distance. Or you could get yourself an ISO20 holder that used ER25 collets, which are about 50% stronger, and allow up to 5/8” end mills.
There is one negative beside costs. By adding a spindle taper to a machine that had none before, you are adding another variable…therefore concentricity will likely be reduced without a collet upgrade. But, if using an air spindle for precise work like in my case, neither the collet nor the spindle will be rotating, so concentricity shouldn’t be an issue.
Well, 5/8” isn’t 3/4” is it, so ER32 or larger seems to be the only option for my air spindle. The 7007 bearing should be big enough, I just won’t be able to tuck the tool holder in as high as ClockCNC does with their BT30 spindle using 7008 bearings. The ISO30 holders are shorter than the BT30 holders I’ve found.
I believe my table to collet clearance will diminish only 8mm when all is said and done. Since the ER32s are twice as strong as ER20 collets and I get to mount my air spindle, to me it’s an acceptable compromise.
The BT/ISO/CAT use the same taper but ISO30 uses side flats instead of lugs and the pull studs if used are slightly different. The absent lugs make ATC alignment less complicated.
CNCDepot spindles are unfortunately $3-3,500. The ClockCNC BT30 spindles use larger main bearings but only one upper bearing. The spindle housing is less than 4” tall vs 4.5” for the MR-1. I can’t tell just by looking which is stronger.
My focus is on automatic tool changing, which would require at least two more control outputs and software support. One output to control the drawbar, another to control the cover for the tool holder.
Anything with a new motor (or changing the pulley ratio) will probably require control software changes as well, especially if you want to run at a higher spindle speed (I’d like to go to at least 15k for high speed machining). I’d also like to get encoder feedback to the control so that I can do rigid tapping.
I’m interested in moving to LinuxCNC to get this kind of flexibility (and started a different thread on that).
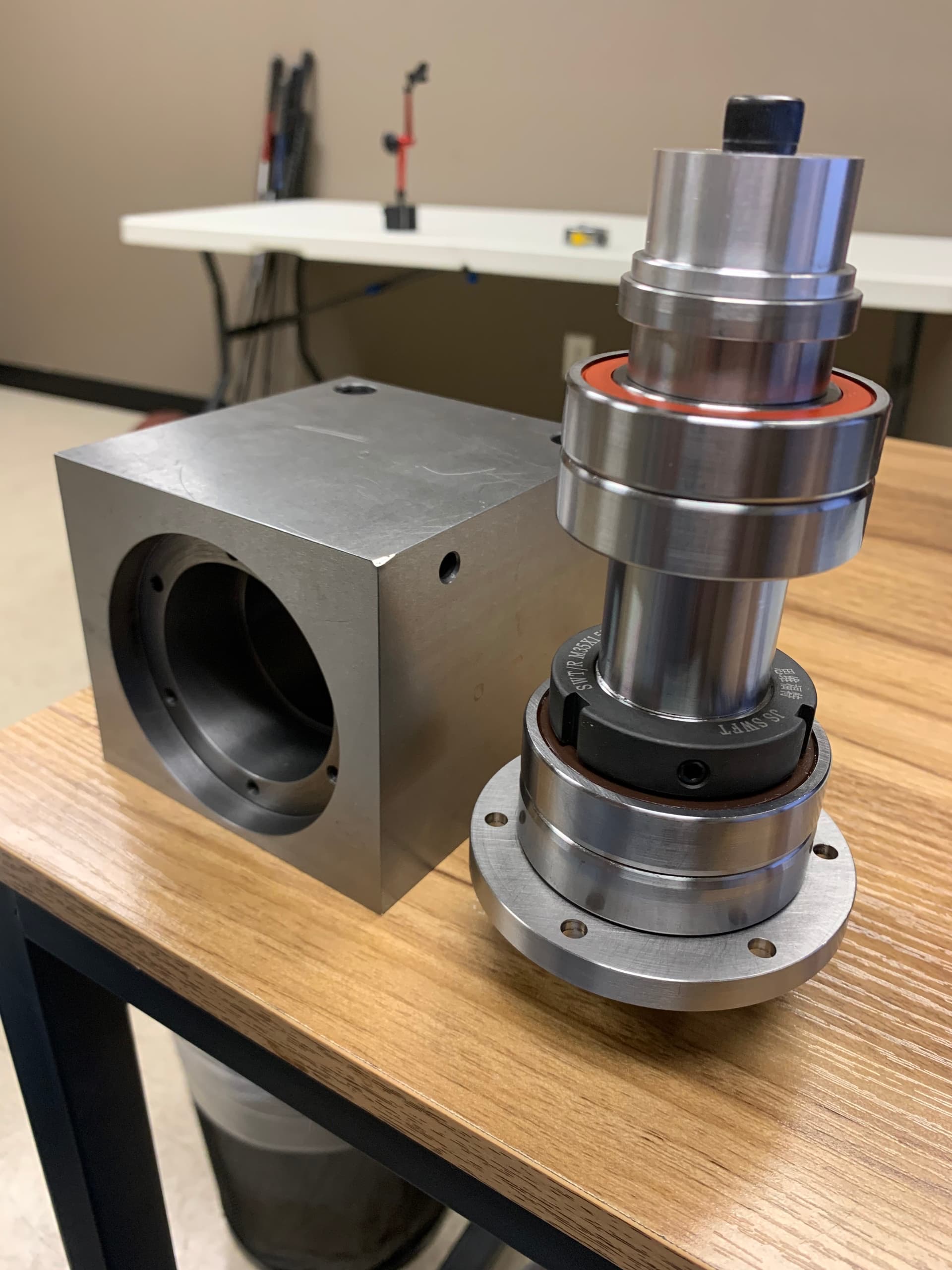
Thanks for providing those photos of the MR1 spindle. I hadn’t taken the cover off of mine yet.
Sure, but an ATC is far beyond a spindle upgrade. LS did a spindle upgrade 6 months ago. If you search the forum archives you can read the details. That’s where the spindle image I provided originated. At the top of the thread they shared a pic of the original prototype spindle.
The pulley ratio is not easily changed if you’re trying to increase speed a lot. The servo pulley is 42 teeth and the largest that will fit inside the housing is about 48 teeth. The spindle uses a 21 tooth pulley and LS advised against using a spindle pulley with fewer teeth. If the goal is 15K+ you need to be sure it’s balanced well enough and the bearings can handle that much rpm.