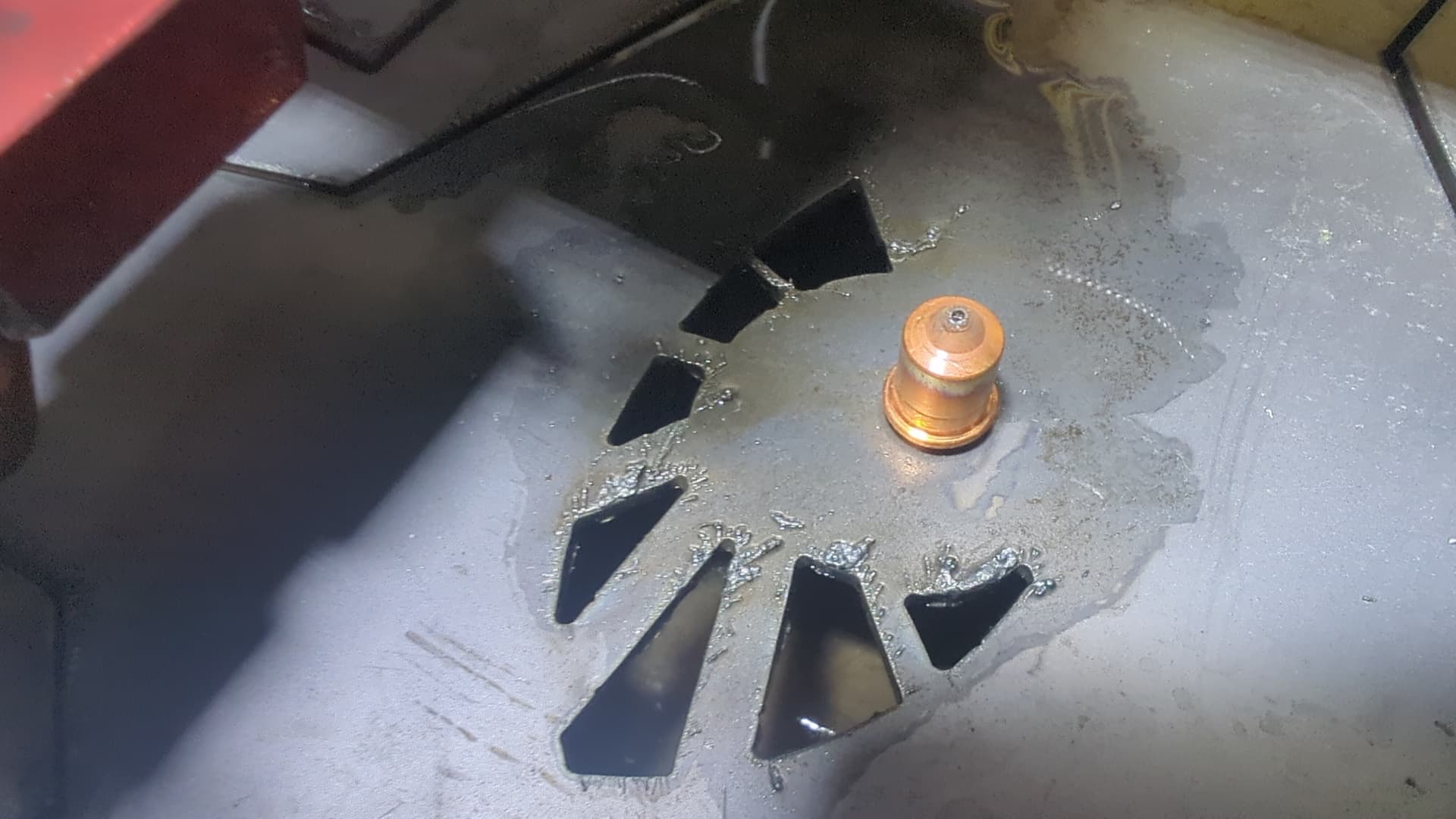
Never had spatter on the top. I swapped consumables and the spatter was very slight and has progressively gotten worst. Its definitely worst when traveling to the left. The pictures attached are from approx 200-230 pierces on that set of consumables.
My air is dry, yes I’m running a generator. I have cut hundreds of parts with zero issues regarding power control or spikes. The metal is 14ga mid steel. I have cut this design 23 previous times no problems. Because of the generator I have to pause the cut and refill the generator. My supply side never goes below 100PSI. My regulator is set up 110 psi. Before cuts start the the RZ45 shows 75psi. Once the cuts start the regulator drops and holds at 60 psi.
The biggest issue is I have several straight line cuts and plasma will pierce then not cut 1/4 to 3/8 of an inch. It’s also very random. each Helicopter has 40-50 pierces. Some work fine others have the skip and it’s completely random.
Heading out of the wife and daughter. I will post a few pictures. I also have a video but do not have time to upload that right now. In the video when the plasma fires you hear a high pitched noise then rest of cut is normal.
I have taken the consumables back apart and could not see any obstructions.
The nozzle is worn out. It also looks to be cutting higher than .06 . It also appears that the work clamp is having connection issues. On the material being cut?
I would change the electrode and the tip. Ensure the work clamp is on the metal and that it has a good connection on BOTH ends.
Sorry, I just read that that tip was an example…
Fusion or SheetCam?
Have you run the test file to actually see what the THC thinks .05 is? cut height test.tap (224 Bytes)
Put this file into FireControl and run it. It will move the torch to where it thinks .06 is without firing the torch and stop. Measure the distance between the tip and metal. If it measures greater than .062 you can adjust Fusion or SheetCam.
Thanks. Going to swap the consumables. Had that happen one other time where something was just not quite right. Also going to check the program make sure I did not fat finger the cut height. It looked high to make when it was running but I numbers looked right.
I have not but I will do that after I change the consumables and on a fresh sheet of metal. I have had very good luck with my machine. but I did look at the dry fire run and think it look kinda high. but figured the computer was smarter than me. thanks for linking the file
3% chance of rain to day and its pouring. 3 small clouds about 5 mile diameter each… tracking over my home. hey Mother nature… thanks but F’off honey I have things to do today…
Measure the distance from that file I sent you.
If it’s, say, .068, you need to go into Fusion and change the setpoint to subtract the difference. You can lower the backlash setting to zero and set the cut height to .01. Get it? It also looks like you have a work clamp problem. Hopefully, you have it on the metal and not the table slats.
As soon as Mother nature is done pissing on me. About 15 more minutes. I’m heading out. It will be interesting to see what I find. As I previously stated I have cut 23 of these helicopters previously with zero issues other than not replacing the consumables in time. I’m using the consumables from Langmuir for the RZ45 and only getting about 300 pierces. I will upgrade to a Hypertherm next years but building my workshop right now and $4500 for a hypertherm powermax65 not in the 2025 budget
Clamped directly to the metal, clamp surface has been wire brushed.
Did the height test program… Drum role please…
0.076
Ran a program and paused it part way through a long cut. Same answer 0.076
So I’m off to change the set point. Then the consumables. Did not want to put consumables in if I’m having a spatter problems. In the beginning I loaded a program for 11ga and cut 14ga… The slow cut speed roasted the consumables immediately…
Also going to read back through the suggestions and make sure I have not missed any that are applicable.
Edit: Set Point. This is something I am going to have to manual due for each file?
i.e. 0.076 -0.05=0.026
I need to set my cut height to 0.024?
I think that is what you are saying. I’m going to go program on a test like this now and see what happens.
Okay very interesting probably been cutting like this for 2 years or whatever…
First of all.
STEP 1) put the nozzle and test metal over a slate (zero springback)
Anyway, used my Test Chinese star with the cut height at 0.024
My actually cut height ended up at 0.046-0.047. Slightly lower than my desired height. I repeated the test 4 times.
After a grocery run with new settings and fresh consumables, I will be interested to see how this turns out and the fun of updating all my programs. Thankfully my file names are complicated
All The reading this is the first time I have seen anyone suggest checking the actually cut height. Thanks @Bigdaddy2166.
Next questions is what’s causing this error? Easy enough to diagnose and fix with an offset but what’s not working right? z axis stepper motor setting?
You’re welcome as for why, you will have to ask one of our rocket scientists. It could be resistance or lead screw slop. Glad it works. I run my Everlast with zero backlash and a set point of .062. My actual with the zero backlash is exactly. 062. I will lower those settings to .05 for aluminum.
I am very grateful for everyone’s attention in trying to help me trouble shoot my problem.
I have read many hundreds of post regarding other people cutting issues, searched the forums the rectify my issues.
When I wrote my initial post on this topic I stated. “My supply side never goes below 100PSI. My regulator is set up 110 psi. Before cuts start the the RZ45 shows 75psi. Once the cuts start the regulator drops and holds at 60 psi.”
I also in a video of what is happening with my air supply.
My Supply air after my water separator is 110PSI. The air travels through a 25ft air hose to the RZ45. The regulator on the RZ45 shows 75psi. When I start the cut the pressure drops to 60psi as shown in the video for the duration of the cut file.
I would love to have 75psi and like most people my RZ45 is on the ground and not visible when I’m cutting. Until the other day every time looked at my RZ45 before a cut it says 75psi. I included a picture of that.
Any thoughts on what the pressure drops to 60psi during the cut file? I’m all ears, thanks
As bigdaddy stated. works till it does not. Finally got back to working on the table issues. This is the first time I have had any build up on the shield. That build up was on the back side and did not see it until I pulled the torch out to replace the consumables. These consumables have 318 pierces and 21m13sec arc time.
I’m going to replace the shield when I replace the consumables this time.
Just clean the shield and use some anti splatter on it to keep the slag off.
Your regulator in the plasma cutter is bad, you should never drop more then 5 psi from static to flow. You need to replace the internal regulator or jut remove it and put a good regulator on the rear of the plasma cutter. the Razorweld in known for bad regulators.