Anyone have the problem with sharp 90º inside corners coming out rounded?? Designed and wrote the code in Fusion, Even in Mach3 the display doesn’t show any rounded corners, but when I cut the inside 90’s have a smooth and even radius (very nice cut quality) instead of the sharp corners I designed. I’m using a Hypertherm 45xp with FineCut consumables on 16ga cold rolled steel. Thanks for any help.
curious about cut speed and size of the part?
A picture would be worth a thousand words…
1 Like
Are the rounded corners within the cut line, or outside? How big is the fillet?
They will always be a tiny bit round, the plasma jet is cylindrical. On a 90 degree if your kerf is 2mm, i would expect a 1mm inside fillet.
2 Likes
I’m using the recommended speeds from my hypertherm manual. If I remember right now, it’s about 250 ipm. The legs for the corners are about 3” x 2”. It’s an outside cut (keeping the inside piece) so the torch is moving clockwise. The radius it’s making is about a ¼”
Check the tightness of your lead screw set screws.
Here is some more info for you, with users having similar issues.
http://forum.langmuirsystems.com/t/a-slew-of-issues-mainly-very-bad-circles/1361
2 Likes
The problem is on faster cutting speeds like you can do with the Hypertherm, you will get the rounded corners as they need to be slower the get a tight inside corner. This is where Sheetcam shines, there are several things you can do from setting up path rules where you can slow douwn the speed on inside corners by a percentage or you can even make your inside cuts loop around on an inside corner which gives you a good sharp inside angle.
1 Like
I’ll look into it Fielding.
You might be just right Rustynuts, but I’d like to find out whether I am the only one running into this Mach3 “limitation” or not. I have been running Fusion360 for 4 years, and Mach3 on my mill and lathe for nearly a decade, albeit at much slower speeds, and never heard of this issue before. Something just doesn’t add up. In my experience Mach3 usually knows when to speed up and when to slow down.
I wouldnt consider it a Mach3 issue but a Fusion issue. Mach3 can only do what it told to do by the gcode. It is the CAM process that you need more control over which Sheetcam easily has…Fusion may have it but I bailed on Fusion when it was constantly locking up or crashing on me. Basically in Sheetcam you can set up path rules like if your hole you are cutting is smaller than a said size, the cut speed is reduced by a specified percent just to cut that hole. Mine are set for holes smaller that .5” diameter to reduce cutting speed by 60% , on inside corners tighter than 45 degrees set feed rate to 60% 0.1 in before corner to 0.1 in after the corner then back up to original cutting speed and the last rule is On shapes smaller than 1.5 in reduce feed rate to 60%. Before and after any rule is applied in the gcode then the cutter returns to it original speed. I used to do the same type of programming on my CNC Router.
Thanks for the input. I made the same cut a few times on different material. One cut was the same parameters as the original, then I played with cut speed (through the whole cut) and the results were as you all implied… slower speed made a better corner. While I’m pretty good at designing in Fusion, I think I’ll give sheetcam a try. Thanks again for the help, and I’m sure I’ll be back with more Qs about sheetcam
Here is a good video that explains it.
1 Like
Impressive software Rustynuts, I might have to look into it, but not for the same reasons.
Here’s what I have found in the Mach3 forums (someone is answering a guy with a fast router with my same problem):
"You need to set the acceleration values higher to account for the higher speeds . The faster you go the higher the acceleration requirements are to help prevent corner rounding. For what you are doing I would keep raising them until I started getting position errors from the servos.
A machine that has LOW acceleration values HAS to round corners it has no choices to OTHER than to run exact stop mode and THAT slows down the cutting down sometimes dramatically as it has to start and stop at each segment of code."
I plan on running a few experiments increasing acceleration parameters to see if the rounding of square corners improves.
I’ll let the group know what I find out.
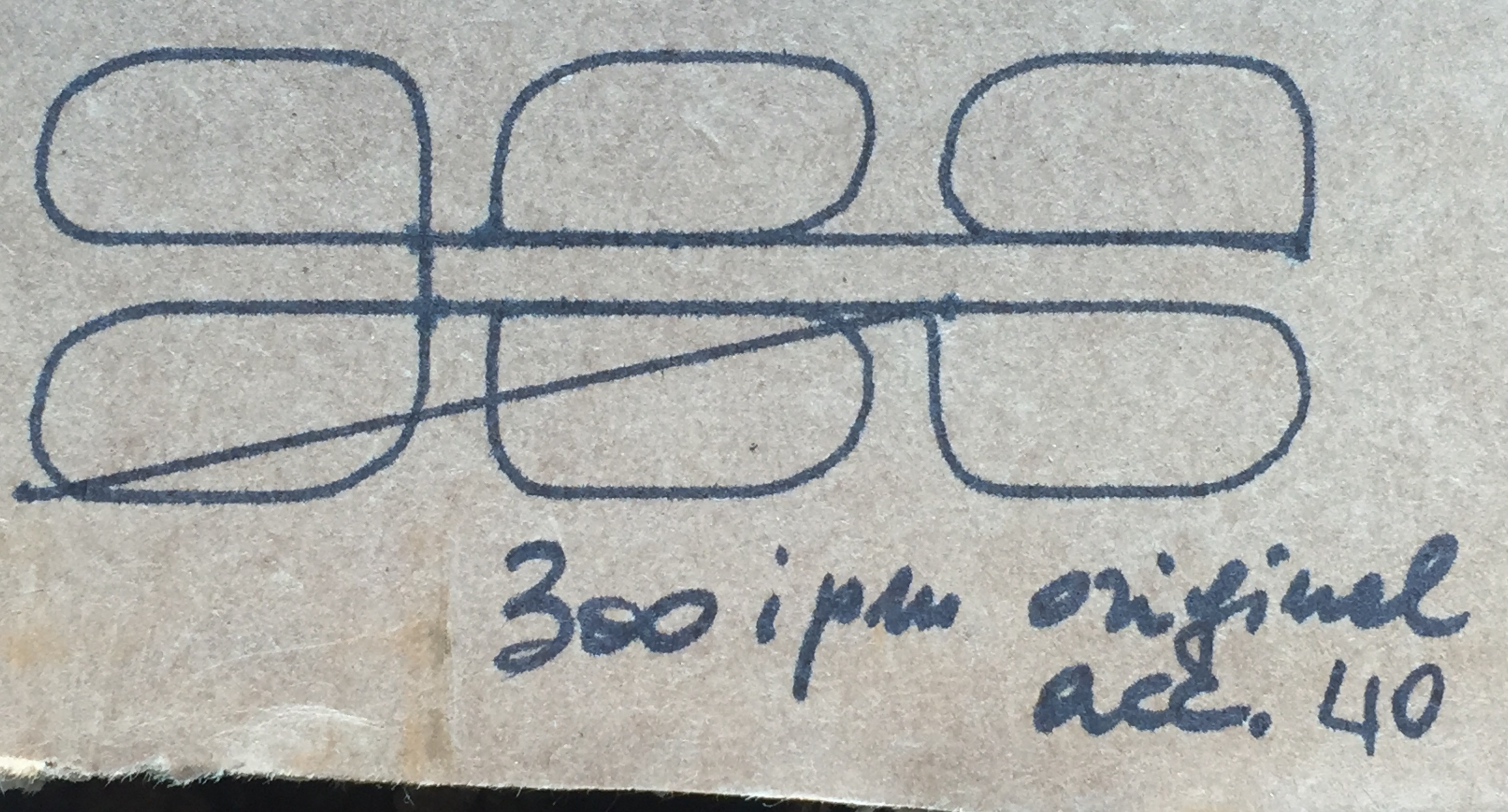
So, here’s what I found… just as the Mach3 forum guy suggested, changing the motor acceleration has a major effect on the corner sharpness at high speeds (200 ipm or more). Below are some photos of how the rectangles I had tried cutting a few weeks ago are impacted by changes in speeds and accelerations. BTW, I used a sharpie instead of the plasma for this test, and the gCode was the same for all runs except for the speeds.
First photo is what I’ve been getting at 300 ipm with the standard acceleration of 40…
Next is a photo of the better corner quality achieved by slowing down to 100 ipm at 40 acceleration. Much better as one would expect…

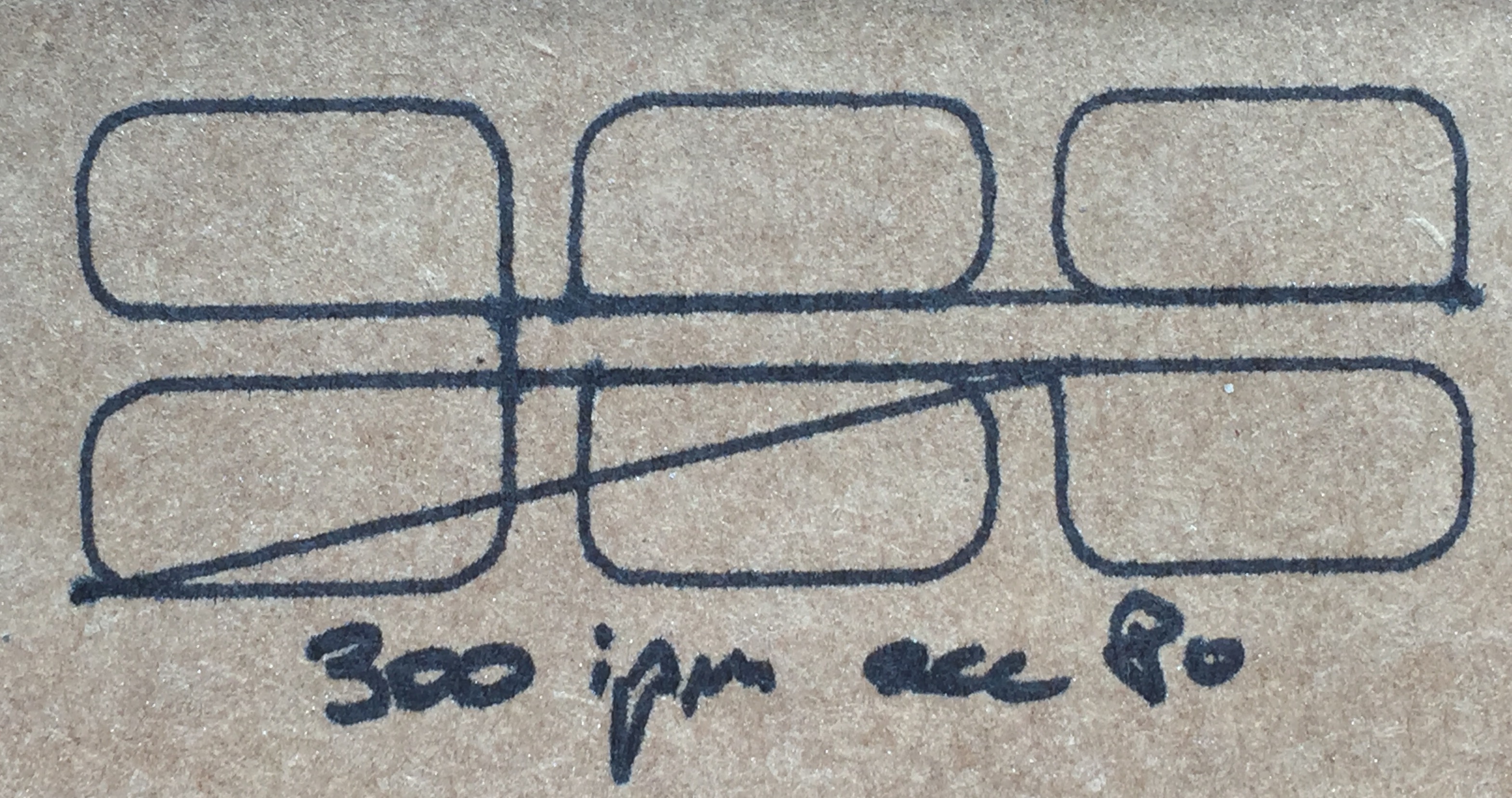
Here I’m picking the speed back up to Hypertherm’s specifications (around 300 ipm on thin gauge material) and doubling the acceleration to 80. Corners are slightly less rounded than in the original test…
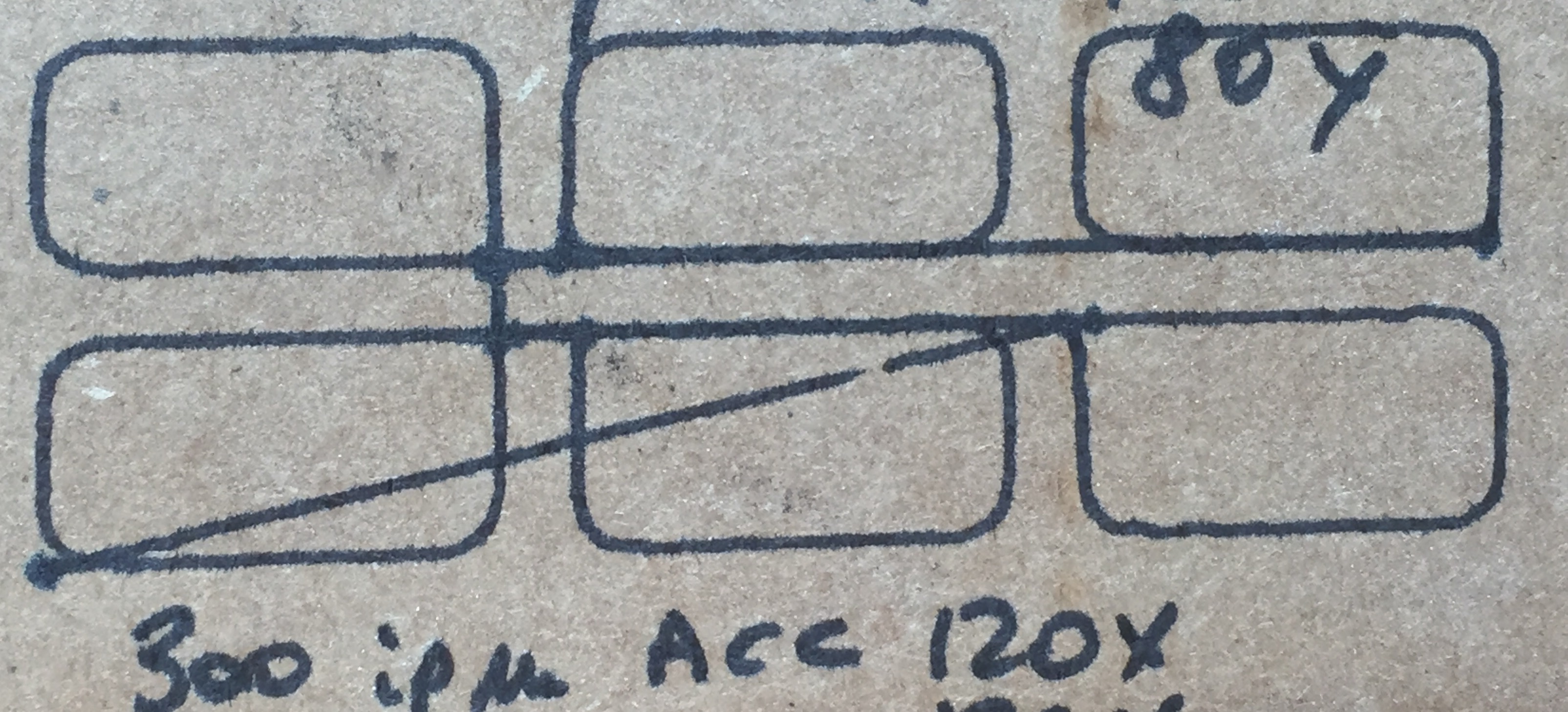
Continuing to increase the acceleration to 120 yields even less rounded corners at 300 ipm…
Even better corners at 150 acceleration…

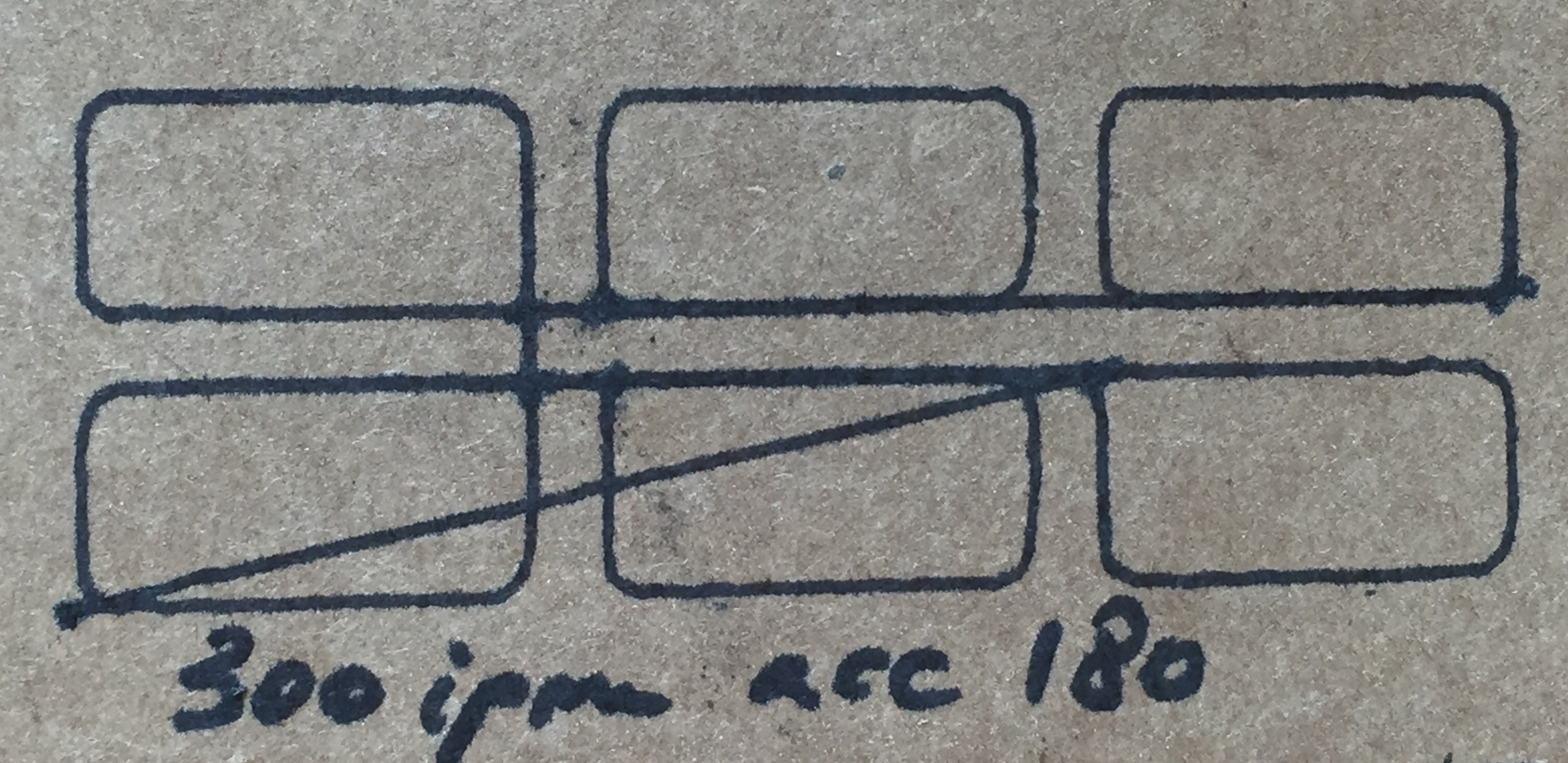
180 acceleration is slightly better, but we are getting into the “diminishing returns” zone…
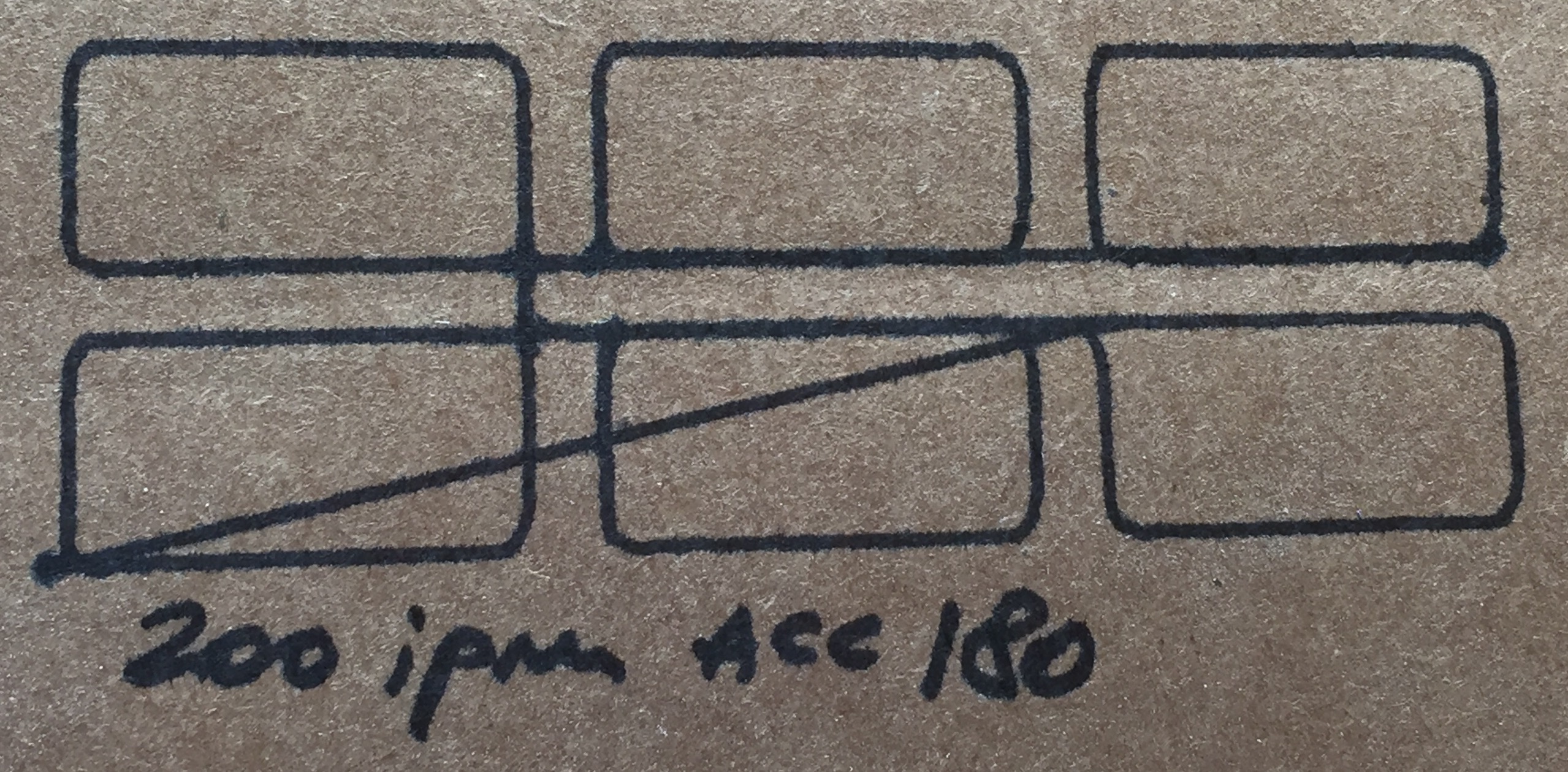
Because above 180 acceleration the CNC table gets quite jerky, I slowed down the feed slightly to 200 ipm instead. This yielded marginally better corners still…
In conclusion, while the easiest way to produce sharp corner is to reduce speed, this might however have other negative effects depending on the material, such as excessive dross formation, wider heat affected zone, etc.
If one was to use the amperages and speeds right off of the Hypertherm’s manual, it would become important to increase the acceleration of the table to at least 180 in order to minimize the amount of post-processing necessary (aka filing).
I hope this experiment helps someone else, it sure has taught me a thing or two.
2 Likes