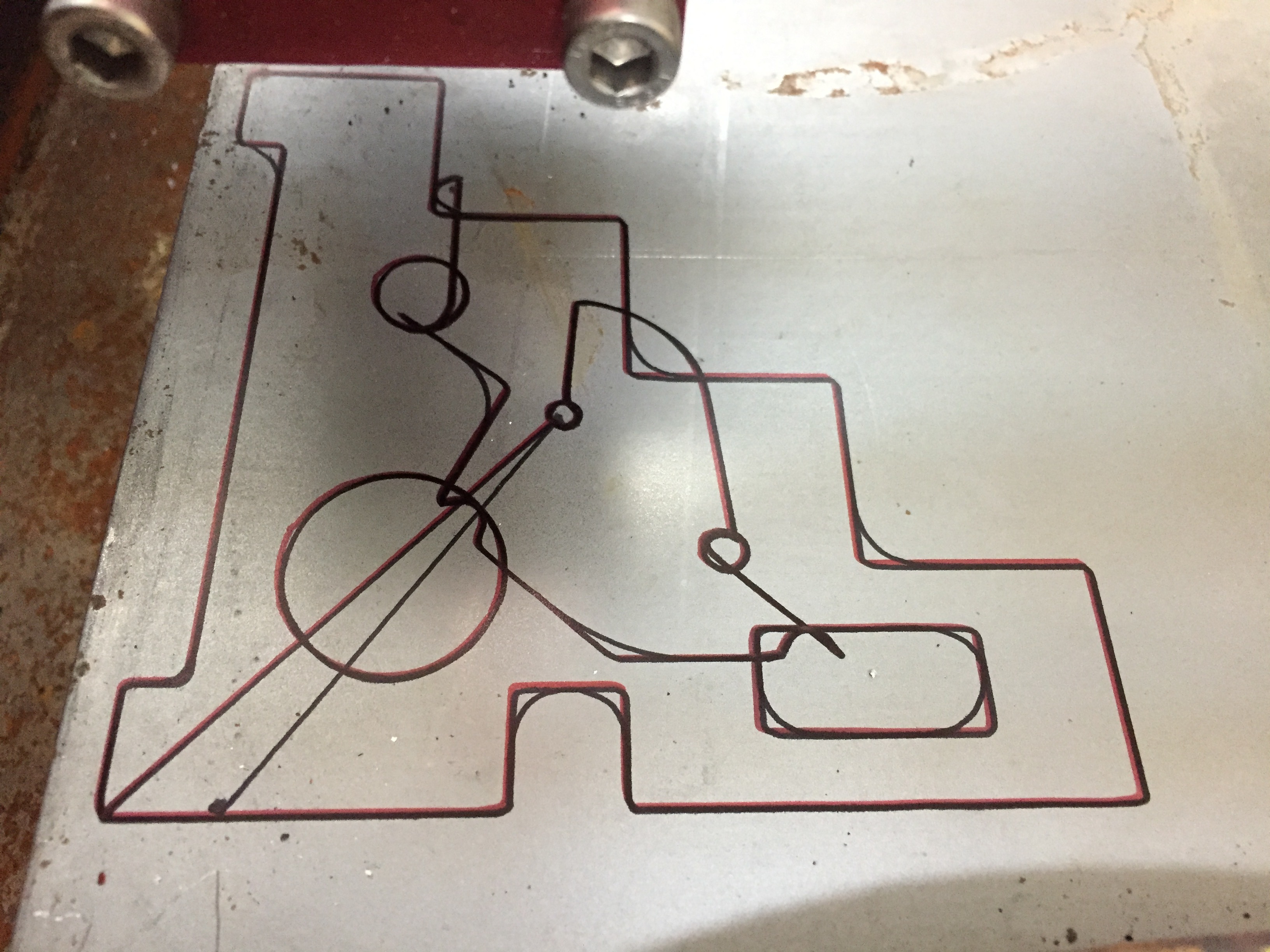
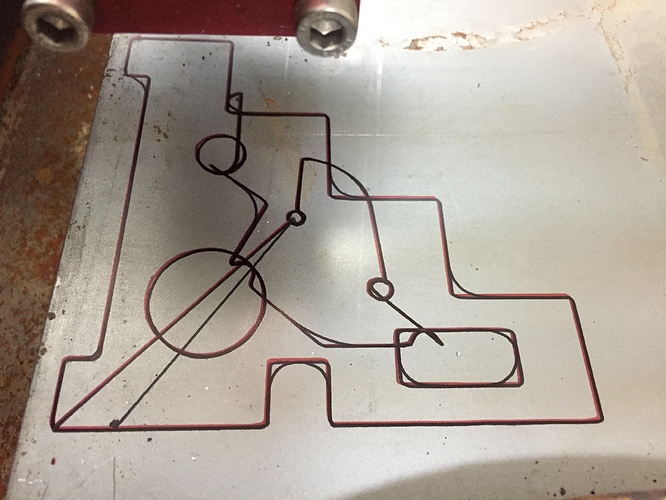
When cutting a part with many corners, I noticed that the more I increase the travel speed, the more Mach3 rounds inside corners (to the point they are no longer corners). In the photo attached, I ran a sharpie in place of the plasma. The red and black outlines (with the sharp corners) were done at 100ipm and 50ipm, the black one (with the rounded inner corners) at 200ipm. Is this normal or did I miss some crucial setting on Mach3?
interesting!!
plus characters for 20
Did you reprocess the file is fusion or just adjust the cut speed in Mach 3 or the tap?
I went back to F360 and changed the speeds

Would be interesting to try it again with and without smoothing.
Also maybe try you 50 IPM tap and just override the feed rate in mach 3
I might have to try this just doing some squares when I am feeling better.
Sorry Richard, brain farted. I did not go to F360. I actually edited the file by hand. I forgot. Smoothing was off in both situations.
I am not sure about fusion as I gave up on it a while back but you might search to see if you can set up path rules. I use Sheetcam and you can set up path rules like if your hole you are cutting is smaller than a said size, the cut speed is reduced by a specified percent. Mine are set for holes smaller that .5” diameter to reduce cutting speed by 60% , on inside corners tighter than 45 degrees set feed rate to 60% 0.1 in before corner to 0.1 in after the corner and the last rule is On shapes smaller than 1.5 in reduce feed rate to 60%.
This has eliminated the problem that I was having like you are. I would think that Fusion should have settings like this.
1 Like
I don’t think so Rustynuts. However the issue is with Mach3. The code was identical on both runs except for the speed value.
Again Interesting.
So same tap file with just the speed edited.
Another interesting point is not every 90 degree corner was rounded.
10 appear normal and 8-9 have the corner apex-ed
Yep, same file manually edited the speeds on it.
I noticed only the inside corners are rounded, and only after the machine has enough distance to pick speed (more than .250"). The outside “cut” was made clockwise, if you look closely the first inside corner (bottom left of design) is barely rounded because the machine only traveled 0.250" horizontally, while the next inside corner (top left) is very rounded as the machine had 3.000" to pick up speed. I was hoping someone would know of a mysterious checkbox labeled “do nor round inside corners”  or something along those lines.
or something along those lines.
As interested as I am I am not sure at least in my case how much and issue it is. The fastest I have run my machine is 135 IPM. The lack of scale to the drawing also makes it hard to interpret.
What is the diameter of the four circles and size of the rectangle? I wonder is Mach 3 has some assumption of acceleration and deceleration. The rectangle to the bottom right seems to have less rounding on the short side and more on the long side. The top left looks to have the lead in just before the turn so it did that corner fine.
The piece is 3"x3". The instrument panel in the other picture was 11"x11".
Obviously I can always slow it down, but that’s beside the point. Something is jacked up with Mach3 and the inside corners, and if it can be fixed ,then why not?! Also, Hypertherm’s charts list speeds in the 200 to 350 ipm range, since the Langmuir table can do it, I don’t really want to reinvent the wheel, and would like to start instead with known numbers.
I appreciate you chiming in Richard.
You might have to adjust the acceleration rate up or down with the speeds. The controller will try to keep the speed set and hard corners will slow that down but round will not.
Thanks maleybr. Actually Mach3 will round some corners in order to preserve the speed, check the link to my tests above.
I think I’m fairly satisfied with the fix I just posted in the link/comment above this post.
I thought others might find it useful to see the resolution of this subject as well.
I don’t know if you’ve tried this or not, try adding a new line
of code, with G61 in it, it makes the controller complete each
line of code before moving on to the next line, instead of
trying to blend movements together, G61 is a modal
command meaning it stays active until a G64 will cancel
it if you need too.
sample below
start of program.
G61
part to cut
1 Like
I never heard of G61 and G64 before. It sure sounds like these might be the silver bullet I’ve been looking for.
Thanks bigfoot584, I will definitely try them out next time.
G61 is exact stop mode. This mode starts and stops on each line of code. It will make for a jerky machine.
G64 is constant velocity mode. This is what the machine is normally set to. It smooths everything out.
You could also try to reduce the look ahead in the general config settings.
Another option is to use a program that does little triangles on outside corners instead making a radius cut. I think sheetcam has this option.
1 Like
Good point Burgs04. I think G61 might still be worth a try though.
I understand SheetCam is a better tool for CNC plasma cutting, but I’d like to take Mach3 as far as it can go before giving up on it. I am definitely much happier with the results I obtained using 180 in the motor’s acceleration value, perhaps a combination of this tips might yield a winning strategy.
Check out the acceleration test I ran here… http://forum.langmuirsystems.com/t/rounded-corners-on-squares/2940/14?u=meatballs