If you purchased a RazorWeld plasma cutter from us and find that you are having issues that require technical assistance, please contact sales@razorweld.com. They are typically very responsive and eager to help their customers.
I’ve reached out to them twice now with no response. My razorweld 45 has not produced a clean cut yet. Randomly it will not fire, it typically works but every once in a while it just won’t fire, the air will blow but that’s it. Then it will start working again…pretty strange. My cuts are extremely angled, more so than any of the other images that were uploaded and the slag on the back side is horrible. I am using a water table as well. I ordered a sub micronic air filter and am ordering new tips to see if this will help. Do you have a direct contact with razorweld other than the above mentioned email?
Anyone know how thick of aluminum the Vipercut 30 can cut? I saw in the specs that it can cut 1/4" mild steel but I didnt see anything about other materials.
it’s rated for 1/4" steel … however it can cut thicker…much thicker. However you will exceed the duty cycle and it’s not recommended for long cuts or frequent cuts. For some smaller cuts here and there sure go for it.
I’ve cut 1/2" aluminum and I did a small corner of 3/4" steel and it worked. Severance cut so nothing fancy but it did the job
If you plan on cutting more than 1/4" a lot get a bigger machine
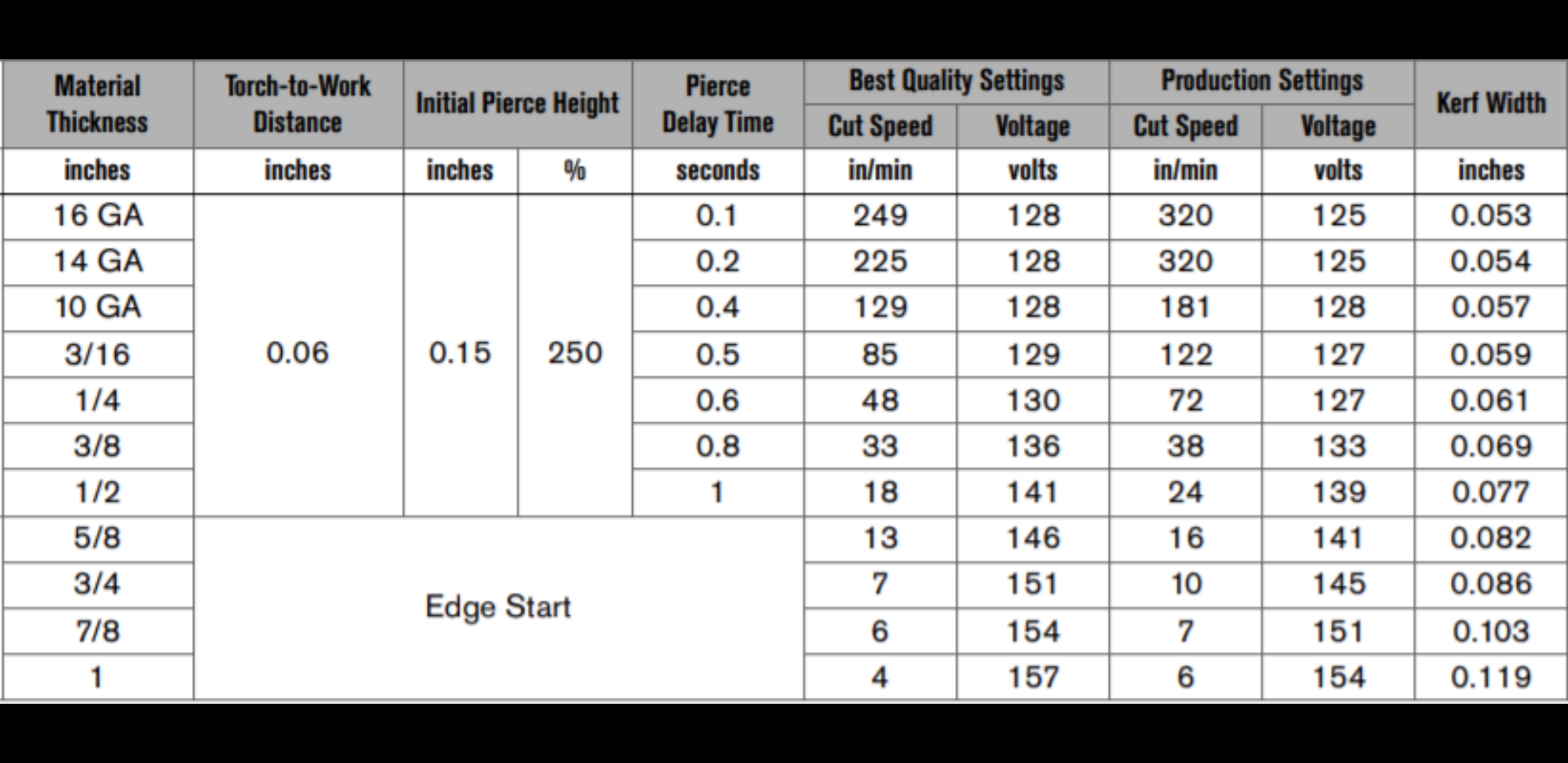
Just got my razorweld 45 cutting tonight and it will not cut a straight down cut in 1/4”. Running 40 in/min I’ve leveled everything, changed tips, tried different heights, it just cuts crooked!!!
If you are using the nozzles that came with your plasma cutter, you’ll need to limit the amperage to 30 max. Greater than that can permanently distort the nozzle and cause cut edge angularity.
Beyond that, it is important to have dry air supply.
I would recommend browsig the forum, there a few threads dedicated to improving edge angularity with the Razorweld 45.
A few things I found useful with razercut 45 CNC with machine torch. 1 bump internal regulator to 75 psi. 2. Use air dryers are a must (for any plasma unit) wet air will distort the tip and cause poor/slanted cuts. 3. I use Hyperthem consumables and get better cuts hope this helps.
New cut45 dead on arrival. No arc. I have both torches and neither produce an arc. Air will run. I can trigger from the front of the machine or from hand torch and the air turns on. 90psi shown. There are only 2 buttons 2t4t and the gas check. Not a lot of options to try.
So you can’t make it work with the hand torch not connected to the table.
Make sure it is on 2T.
90 psi is too much air. 90 psi is ok going to the machine, but set it for 75 while it’s cutting.
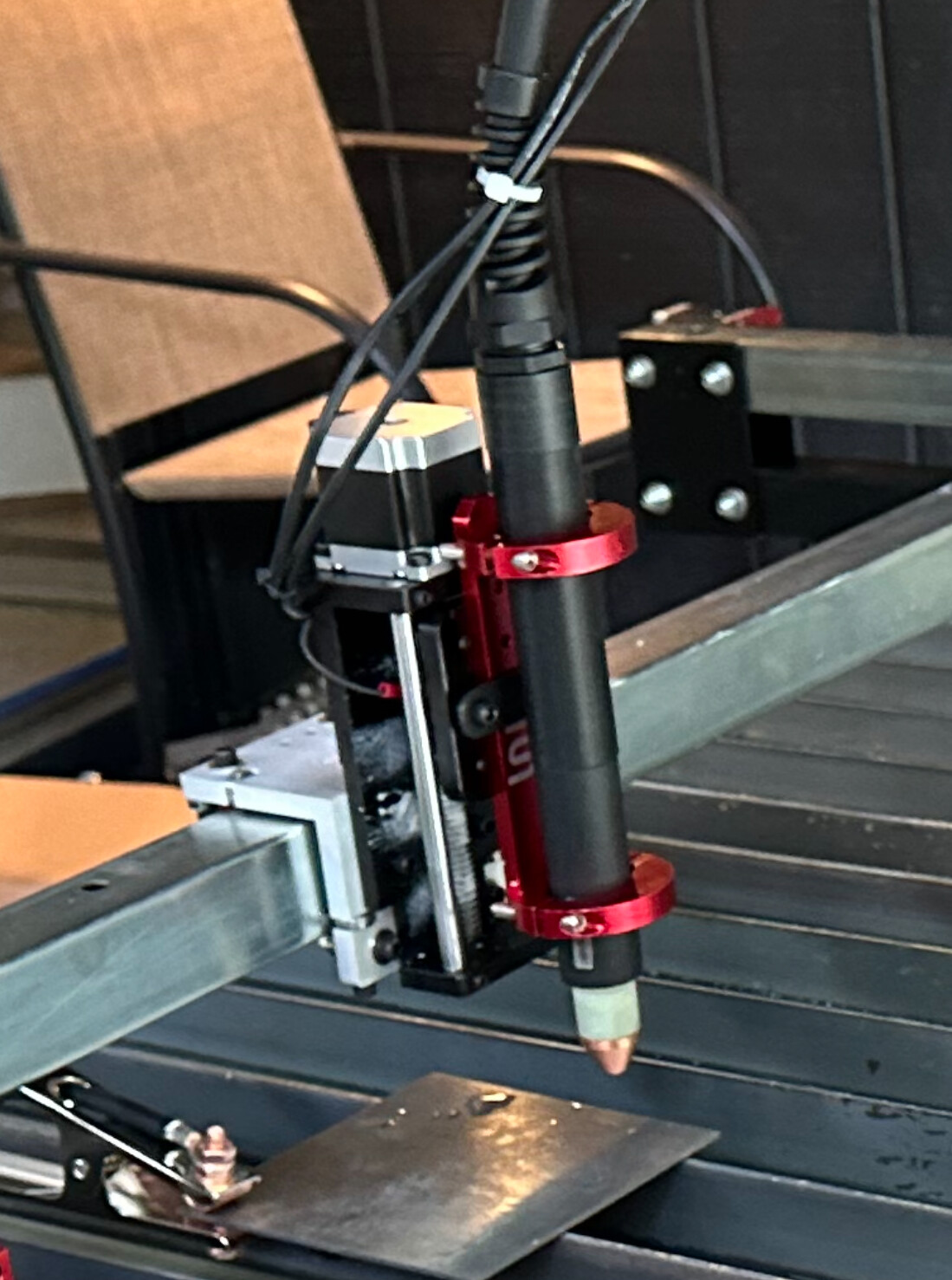
Please send me a picture of your torch mounted in the holder, also.
Either torch does not arc. Trigger air from front or machine or hand torch but no arc. 2t or 4t no difference as to creating an arc but I leave it on 2t.
I have 125 to machine. I never adjusted the internal reg. It is more closer to 75 actually on the machine gauge