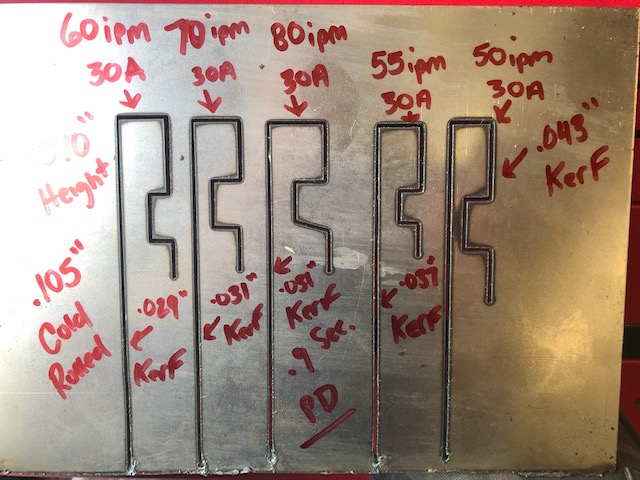
Ran 5 test cuts on .105” cold rolled steel for a project I have to do.
.105” cold rolled steel
.070” torch height
.9 Pierce Delay
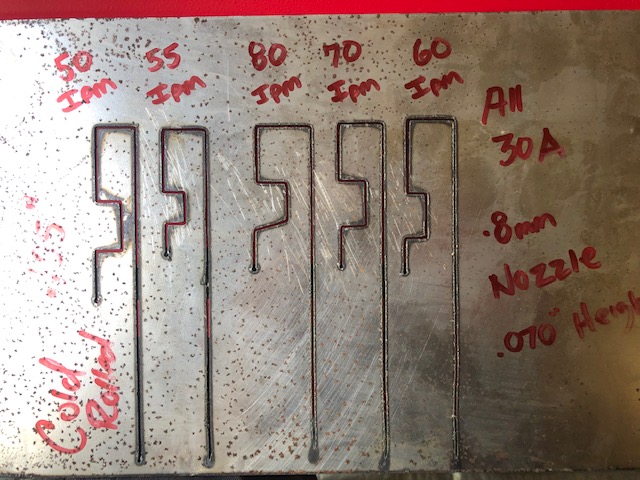
.8mm Nozzle
30 Amps
Water table
Pick your poison!!
All cut really Good!
50 ipm is only one that had visible dross on the back. Rest we’re nearly dross free.
None had any dross on the front at all!
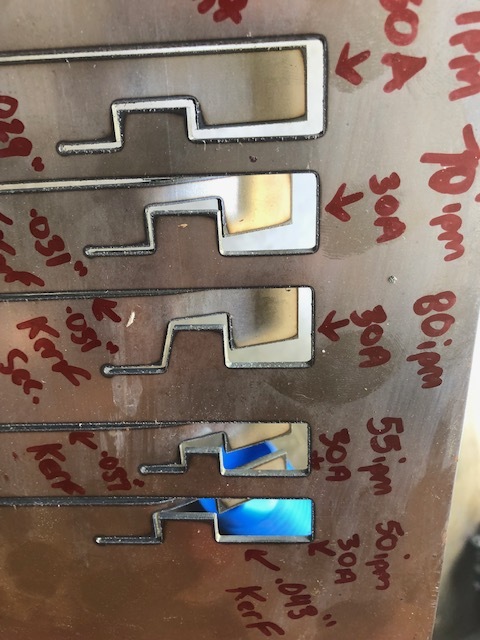
All the cuts were straight with no bevel and super clean!
Only real difference was the finished cut Kerf width.
See photos.
Looks to me like 70 ipm is maybe the winner
Why? Because there was almost no dross and the kerf width was only 0.031” & a perfect cut through with nearly non existent bevel.
Although any would be acceptable for what I do.![]()