Ok been dealing with this for a while, its not a controller or program issue here. When using the Powermax45 XP Plasma with CPC 15° Hand torch and the regular consumables I’ll get a misfire about 200 lines into my program. So the machine tries to fire but it won’t. Even with new tips. So I pause it, back up the program, tap on the torch incase there is some dust up in the nozzle and restart, it restarts and runs pretty much the rest of the time, sometimes not. I never had this problem with my xp30 and it rarely does it with the fine tips. Only the bigger tips on the 45.
Since I moved my cutting setup, I’m now running a 60g dewalt, two water traps, desiccant and oil traps and about 75ft of hose. It does seem to misfire when the compressor is running. I check the pressure and it doesnt change on the gauge. I run about 110 psi of pressure. Thought maybe that was an issue. I also run the drag tip with the thicker spacer. I thought maybe its just inconsistent metal height or something but again doesn’t do that with the fine tips and or the xp30 machine. Only with the 45xp and the drag tip.
you use drag tips on the crossfire? aren’t they supposed to be in contact with the steel?
Way overboard in terms of height above the material.
You should use drag tips only when hand cutting. Use the shielded tips from Hypertherm for the table. Then use the thin shim.
This is what I been using that came with the consumables kit.
Hypertherm Duramax 45-85 Amp Shield / Deflector (220818)

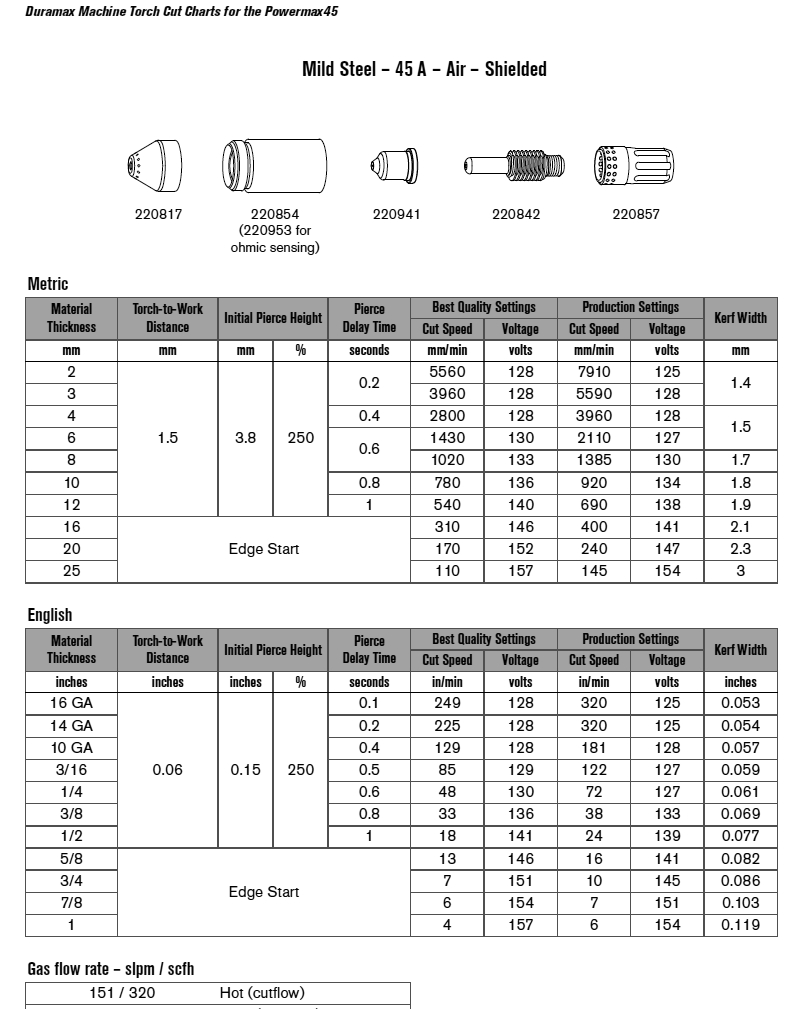
I guess this is the shield I should be using Hypertherm 220817 45A 85A Shield Powermax 45XP 65 85 Duramax

I don’t have my manual on my work laptop, but there is a section in there with part numbers for the consumables for hand vs machine use. If you can’t find it, I can check tonight and send you screenshots of the pages.
Looks like I def need the 220817 . I feel so stupid. But happy this should def solve this problem I been having. Wish these came with my large and expensive consumable kit that came with the cutter! Ordering one right now.
Works like a champ. I have a Hypertherm 45 that works great. It requires less power or can run faster, than my RazorWeld 45. Hypertherm does tricky stuff with their power supplies and their torch nozzle design is unique.
You won’t see 1.0mm or 0.8mm nozzle tips for instance. Hypertherm has standard and fine categories instead. You definitely want to use their consumables and the ones needed for the type of cutting you’re doing.
Their charts are really good though. I lways get a good result with their numbers. I can tweak a bit, but I don’t need to in order to get a good cut.
Honestly I was getting good cuts and times with the drag tip!!! Should be even better now. Can’t wait. been using it like this for a couple months. I knew something was wrong, just couldn’t narrow it down. Thats why threads are so important. Simple things like this are easily looked over. I only use hyp original consumables rather give them my money than some middle man trying to make money off of hyp research.
How did this turn out after the change to the correct tip?
https://www.amazon.com/dp/B00769P4PY/ref=cm_sw_r_cp_awdb_t1_-AVNDbZG858XS This is the shield ive been using and it works great.
I still had the problem happen once so far. Its very discouraging because I really like the Hyp XP45. I only cut 12x24 sheets on my table. If I had a large sheet it would be a complete nightmare risking ruing a sheet. I’v also had mach 3 go haywire after a few times of restart. So its just annoying and very time consuming to deal with resetting the program back up and just restarting the cut after stopping it. I haven’t ran it enough to see how often this random start happens. I did check the off contact when I had it misfire. the tip was closer to the metal than I had set it at. So… maybe it was too close (still could fit the small spacer under it). THC would help perhaps.
First, there is not a part on the Hypertherm torches that is called a tip. There is a shield, a nozzle and an electrode. There are Finecut consumables, there are 45 amp shielded consumables and there are 65 and 85 amp consumables. Each has its best cutting thickness range which is listed in the detailed cut charts in the Hypertherm operators manual. The Fine cut consumables do their best cutting on 10 gauge and thinner metals, the 45 amp shielded will provide best cut quality on 12 gauge through 1/2" , the 65 amp shielded on 1/4" through 5/8", and the 85 amp consumables on 1/2" through 3/4" (thicker with edge starts). Always use the mechanized consumables (different shield design for mechanized cutting vs hand cutting) when the torch is being driven by a machine of any sort. The beginning of each cut chart provides illustrations and part numbers for consumables. The chart itself provides amperage, suggested pierce height, pierce delay, cut height (best quality), cut speed and arc voltage (arc voltage is only used if your machine has an arc voltage based height control). These spes and cut charts were developed in Hypertherms New Hampshire USA development labs by cutting tons of steel. Follow the specs (all of them) and you will get excellent cut quality and consumable parts life. Always available to answer questions…Jim Colt
The manual says some adjustments might be needed to optimize performance but I’ve found they’re perfectly fine and haven’t felt the need to tweak them. I have to ignore the initial pierce height since we can’t do that yet without THC but that just affects consumable life - the Pro will take care of that. The speeds in the manual are sometimes faster than the Crossfire can do but that hasn’t noticeably affected my cuts so I’m not losing sleep over it.
I just set a tool definition for each material (steel, stainless & aluminum) and each thickness with all of the manual’s settings so I can just pick the tool and it’s got all my settings.
Damn man, you make me want a new plasma blaster
Good stuff Jim. Man I wish you were closer to me.
Jim, as always thanks for the response. I use my machine alteast 8 cut hrs a week. Each sheet I cut has roughly 100 pierces per sheet. I do 1/8 and 3/16 and some 1/4. I use fine tips on the 1/8 material and 18g when I need. I use the XP30 for many months and it cut well just a little slow. The 45XP cuts much faster. The issue with the random misfire I just doubt is a setting issue. Once I restart it cuts fine, cuts are pretty crisp. Unless I need to change the tips which don’t look bad, that is my only concern. But I’v had the issue on new tips (tips in this case, electrode and nozzle). I don’t have this problem when using fine tip and I didn’t have this problem on my XP 30. This is just one hiccup I have not yet figured out. Its only on the XP45 using the 45amp shield and consumables. I now have correct shield and it gave me the same problem. My thoughts are, oh bad ground, change the consumables aka tips, clogged nozzle. It will refire and run if I stop and reset, usually will run the whole program but sometimes not. For testing sake I’ll change consumables today and run the heck out of it. My average cut times on a 12x24 sheet are around 10min at 85 IMP on 3/16 (holes are programmed slower and have lots of them).
Also it always seems to happen on my inside cut portion of the program. Circles mainly. I am at .5 pierce delay, reverse cut and a slower fee rate. The machine gets the signal to fire, it just won’t send arc, sends air though so I don’t feel like its a program issue. Again for the most part cuts fine its just a random misfire early to mid in the cut time on the inside cuts. I don’t think I’v had it once act up on the outside cuts in my program. I use sheetcam so it does all my inside cuts first. Been doing this for about a year very consistent in my programing and files I run. its not like its a random file. I use them constantly. I used to use fusion and still have some of those programs I run too, not many.
directioneast, If you are sure the start signal is getting to the Powermax45xp, and the 45xp does not fire…here are the things to check. The 45xp has onboard diagnostics.
- first, does the air start flowing at the torch…yet the torch does not fire? If no air, then the plasma likely did not receive a start contact closure. Check your wiring.
- if air does flow, and the toch does not fire…then there will be an error code indicator on the front panel of the 45xp. There is a diagnostic troubleshooting section in your operators manual that will steer you in the right direction in most cases. Here are the most common things that will cause the torch to not fire when a start signal has been sent and air flows at the torch:
- The electrode is of “blowback” design. With no air flowing at the torch the electrode rests against the inside of the nozzle, created a short circuit. When air pressure rises in the torch the air overcomes the spring pressure and forces the electrode upwards, the electrode must slide freely inside the swirl ring in order to move. When the negative electrode pulls up from contact with the nozzle it creates a short circuit spark, which ionizes the air in the torch plenum, making the air electrically conductive and starting the plasma process. If this movement is impeded the 45xp will sense it and issue a “stuck electrode” error code (see the troubleshooting section in your manual. In order, here are the things that can cause a “stuck electrode” code. - Overtightened retaining cap. Cap should just be snug enough so the nozzle (remove the shield and check this) does not spin in the retaining cap. - Low inlet pressure or instand drop in pressure at the inlet when air is needed at the torch. Now most think their air supply systems are perfect…the one reality is that any plumbing system has frictional restrictions. Every foot of hose will drop dynamic pressure. Every fitting will drop dynamic pressure. Every filter, every moisture trap, every drop in hose diameter will drop dynamic pressure, regardless of the size, horsepower, cfm rating of your compressor. Dynamic is the pressure of compressed air as it enters the inlet fitting on your plasma cutter when air is flowing at the torch. Static pressure is the pressure of compressed air at the source (compressor or regulator) when their is no air flowing at the torch. You can measure static pressure at the source, however dynamic pressure can only be measured with a gauge installed at the plasma inlet. The source gauge and the inlet gauge will read the same with no flow at the torch (except for differences in gauge calibration of course). Now activate the air flow at the torch ( a start signal will put the torch in post flow for 20 seconds), read the gauge at the source, read the newly installed gauge at the inlet, the difference in readings is the pressure drop through your plumbing system. At my home shop it drops about 5 to 7 psi, I have seen plumbing setups that drop 25 to 30 psi. Your Powermax45xp needs 90 psi to 135 psi at the inlet fitting with air flowing at the torch. If the pressure drops below 90 psi as read on the inlet gauge, expect the electrode to not slide freely, and it will not ionize the plasma and the plasma will not start. This can happen when the compressor is near the bottom of its cycle or when the torch is closer than normal to the material (this causes some back pressure which makes it tougher for the electrode to blow back. This is the single most common cause of an error (such as stuck electrode) that will cause misfires. So…if you don’t have a gauge tee’d to the inlet fitting on your plasma…you have no idea what the dynamic inlet pressure is, and this could be the issue.
I suggest trying these two things first, tightness of the retaining cap, and low dynamic inlet pressure. Keep in mind that Hypertherm has an excellent service department, they are free and will help you troubleshoot anything. Their contact info is on the first couple pages of the operators manual ( technical.service@hypertherm.com or 1 800 643 9878 ). I am not a Hypertherm employee (retired after 41 years last December) however I work as a consultant monitoring issues like this on a variety of online forums. One more thing, make sure the consumables in the torch are genuine Hypertherm consumables. There are a number of companies that caliper engineer Hypertherm’s patented consumable technology (Hypertherm is a 100% employee owned US based company, consumables are manufactured in NH, USA ). The copies are illegal patent infringements and do not use the same dimensional specs, the same copper and hafnium emitter materials, or manufacturing techniques…ften causing misfiring and even torch damage. Genuine Hypertherm consumables are sold through authorized Hypertherm dealers, cost more than aftermarket to buy, but cost less to use (last longer, less downtime and troubleshooting, etc., as well as free factory support after the sale and beyond the warranty. Sorry for the long winded post! Jim Colt
Jim, I just cut 10 sheets of 1/8 " aka 11g today 12x24 sheets not one issue with fine consumables. This set I have been using for so many sheets I couldn’t even tell ya, very durable.
I then changed over to the reg tips aka consumables cutting the 3/16. Put brand new ones in. Cut 5 sheets and it didn’t give me the random misfire. So maaaaaaybee it was just the consumables? I dunno yet. I’ll put some miles on these ones and see how far I get.
Yeah my pressure is 110-120. I don’t ever recall getting a code to tell ya the truth. All I do is pause program, tap on the torch, back the program up and restart. If I recall when I used to get codes on my XP30 I would have to shut power off to the machine, clean or change the consumables and restart machine. I haven’t had to do that with the 45xp. In fact today I had something get caught in my brand new tip and the machine kept cutting, I noticed the cuts were not so good. Finally stopped the program and saw I had a clog in my shield, tore it apart and ruined a brand new nozzle, but the machine didn’t kick a code.