Had the air pressure problem earlier on, had called in to tech service and they walked me through adjusting the internal regulator on the razorcut. It’s now running at about 73 psi while cutting
I have the cable ran however the directions said for the installation. I have them run into a surge protector. I’m kind of particular with wiring so they most likely aren’t all crossed over each other in a big mess.
Is your work clamp directly clamped on material you are cutting? do not clamp to slats on table, you will get inconsistent cuts because of loss of bad contact of work clamp.
1 Like
clamped to the plate. usually i grind a spot off. the other day i even ground the mill scale off where i was going to be cutting and i stil had the same issue.
a lot of people get a ground loop not using a ground isolators.
I’m not sure what you mean. I just used what was supplied.
Ok the major problem ls tables have is a ground loop from your plasma. There is no fix that I know of. When you have your laptop charging or a desktop plugged in. The third prong the gound will make a loop with the plasma. The eath ground in your breaker box. It can do all kinds of crazy things.
Do a search on the forum for ground loop and laptop.
Everyone almost anyway uses one of the 3 to 2 prong adapters. Or they just yank the 3rd prong out . I wouldn’t do that.
This may not be your issue but could be part.
2 Likes
I’m using the supplied screen and power supply from Langmuir everything plugs into a surge protector and into the wall.
Also test cuts on 11g and 16g washers worked well. Still a bevel though.


16g


11g
Oh you are running a xr?
I am not sure if the ground loop is a issue with them or not.
The bevel could be several things actually. Can be air, water or consumables problems also
Are you using the machine torch or a hand torch? Torch height is a big deal when it comes to cutting. Bevel can be caused by torch height to high as well as the torch not mounted square to the table/metal.
3 Likes
I also have a short program that cycles the z axis to the cut height and stops to measure cut height if you want it.
Machine torch
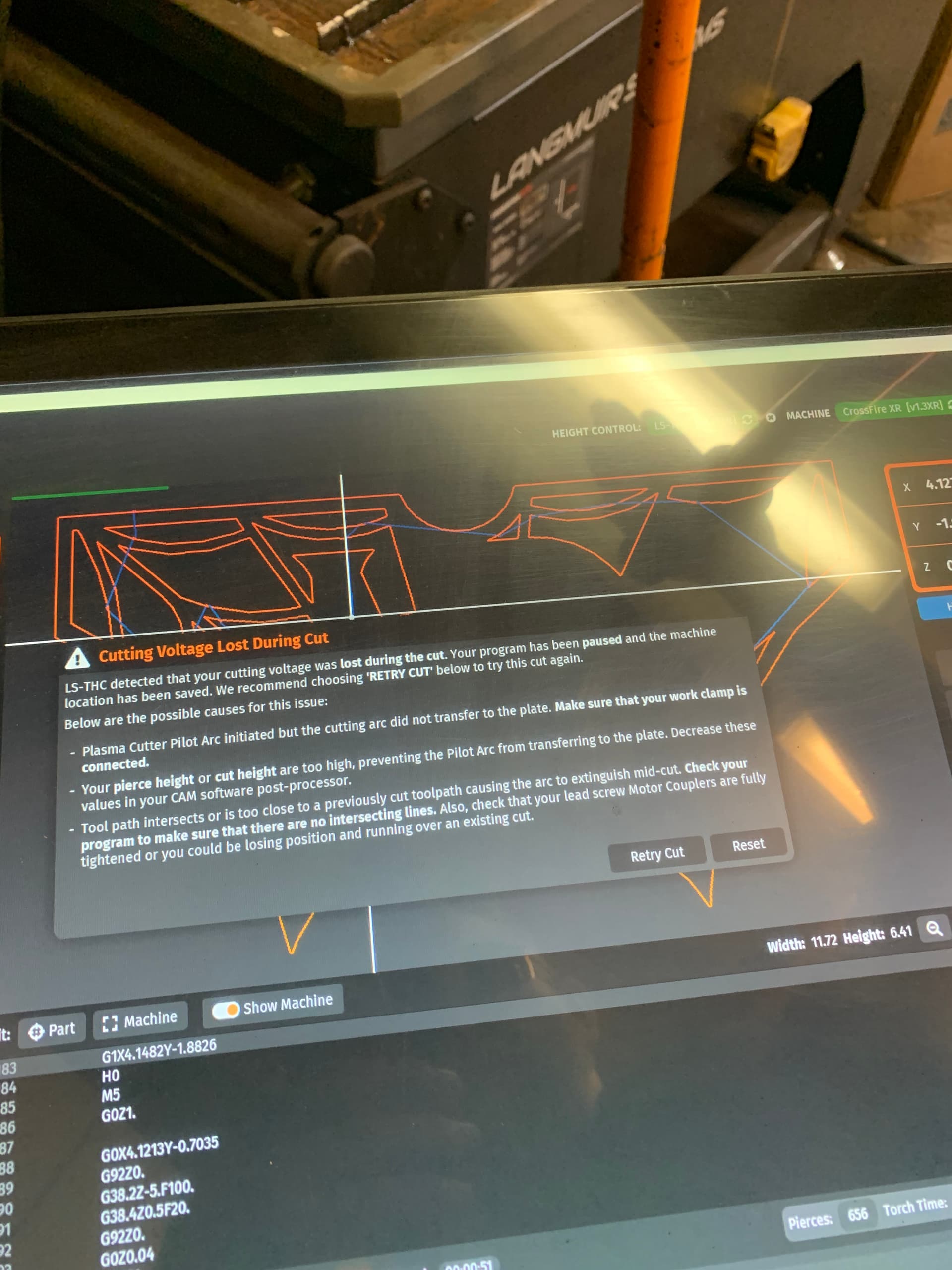
So we’re back to air… I’ll get another drier and mount it closer to the table. I still don’t understand the complete randomness of these problems and why it’ll cut great for one, then turn right around on the same program and part and cut absolute garbage. I also get this error quite frequently…. And I also took a pic of my compressor and drier


By no means am i an expert so others may say if this thought is wrong. Looking at your air compressor pic and seeing the regulator set at 85 I suspect low air pressure. Also going through 1/4 disconnect also restricts flow so i wonder if the combination is causing issues. I would increase the pressure at that regulator and then adjust final pressure at your cutter. Also would consider getting rid of the disconnects as much as possible. Pressure and flow affect cutting to a huge degree.
2 Likes
Good guess would be air pressure for sure if the gauge is right . You could be starving for air you need at least 120ish at the plasma. The most people including me took the cover off the plasma there is a internal regulator that you needs to be turned to at least 70 to 75 while cutting
1 Like
Ok here are some problems
Regulator should be at tool using regulated air always not off compressor.
Not sure when that pic was taken by your compressor needs to be set at about 110 cut in and 125 cut out if its in good condition.
Is that blue thing some type of air dryer? if so do you get much water when you drain it?
Make sure you have a condensate drain on bottom of compressor or a drain valve at least and drain it daily or more. should only get a small amount of water when you do. If you get a lot water you need to drain it more often.
Does your compressor seem to run a lot when using air?
Looks like maybe that pump is not the original and maybe kind of small.
I get the error you are getting once in great while. It can be a poor ground connection.
Sorry if you have answered these question but I’m to lazy to reread through all of the previous posts ![]()
1 Like
Make sure the torch is square to the table and metal.
I do not see a air drier only a air filter regulator and as stated you need to adjust the pressure to 120 psi and kick in to at least 90 psi. A Razorweld 45 need all the air it can get.
2 Likes
That blue thing is not an air dryer. At minimum, you should have a quart sized desiccant bead canister and a motor guard filter going to the plasma cutter.
1 Like
Compressor and table were running when I took the pic, regulator is set to about 110 and I have about 73 psi at the plasma while cutting
Compressor doesn’t kick in that often. It has the right specs for the plasma cutter, I just mounted it to a big tank for the volume.