I am having a problem with chamfering a part I have cut. The toolpath and simulation looks to be correct, however the bit does not touch the part. I have tried everything I can think of.
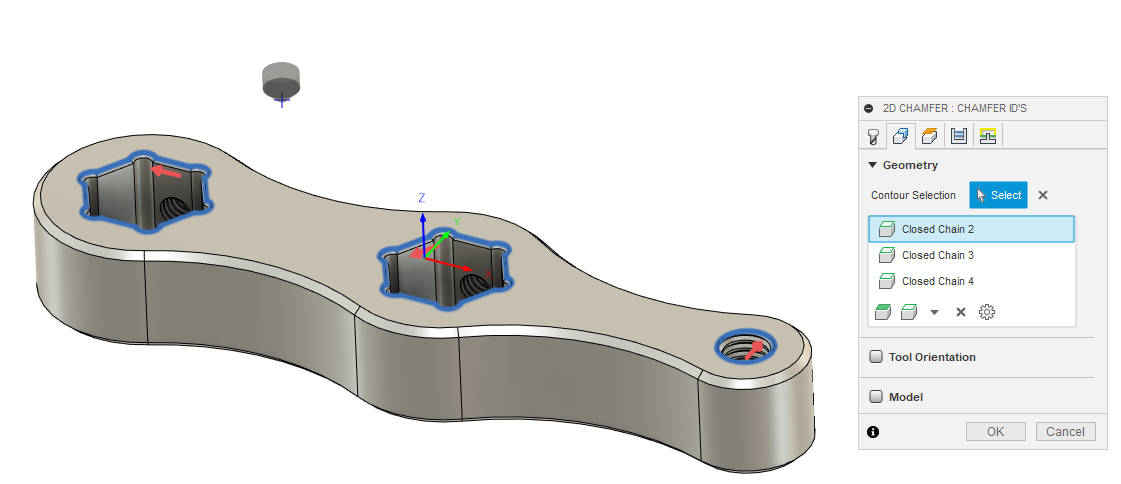
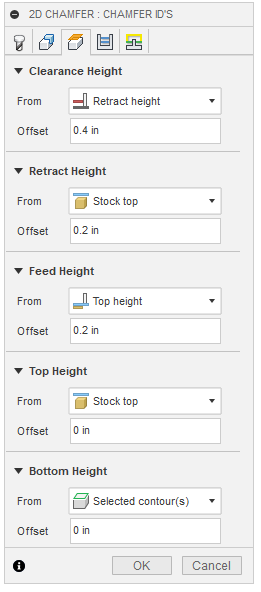
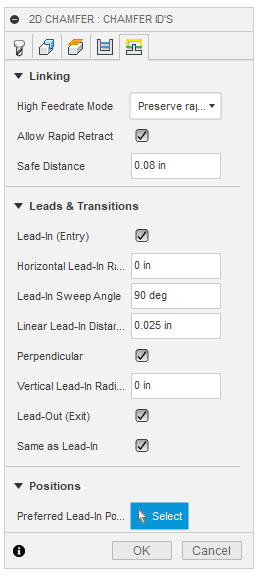
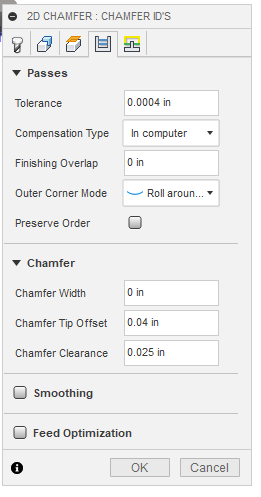
The chamfer is in the drawing. Top edge of chamfer is selected, height is model top, bit size is correct 1/4" 90 degree, chamfer width 0, chamfer tip offset 0.1, chamfer clearance 0.
I have tried multiple times and settings. All other cuts were correct and just need to finish the part with a chamfer.
I am sure that I am missing something basic. Any tips?
I’ve not seen any good solutions for modeled chamfers. You’d think it would be the easiest way to tell fusion what you want. I just stopped modeling them based on everything I read and suggestions from others. Way easier to program without them currently, but I’d much prefer to include them in the model.
What is the width of the chamfer on your part? I believe the the offset must be greater than the width of the chamfer. I don’t model chamfers in my designs so I’m not sure if this helps. I do all my chamfers in the CAM operations.
I believe NYCNC has a great tutorial on this topic. I have no idea if it still valid for this build of fusion 360. They do it modeled and not modeled. I can see benefits to them both.
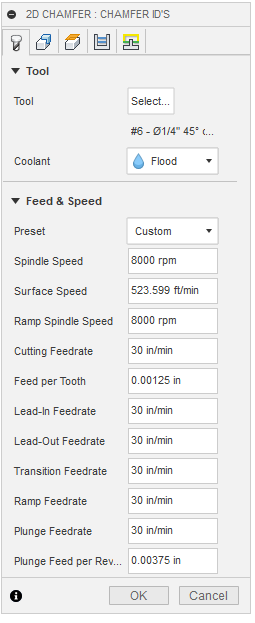
Attached are screenshots of a speed handle I made recently. I have modeled the chamfers that I wanted and successfully machined them using the following parameters using the 2D chamfer tool path. This is a 1/4" Diameter, 4 Flute chamfer tool with a .060" flat tip. The chamfer tip offset needs to be greater than the chamfer being cut. Feel free to message me if you need any further help with this.
is anyone successfully cutting 1/4" 45 deg chamfers in grade 50 steel? I have over a thousand small part that needs a weld chamfer I finally found a tool that works fairly well but I’m having trouble with the g55 getting offset. I’m taking .0125 step down 22 passes… It will cut g54 perfectly and make the first pass or 2 on g55 then it gets offset and cuts the one chamfer to deep and the other one to shallow. Has anyone had trouble with missing steps? I saw it was shifting mid cut yesterday and found the x axis lead screw nut was lose. I tightened that and it worked for several hours but now its getting offset again and it’s not mid cut. I re checked the lead screw and it’s still tight.
I have cut 3/16 x 45deg chamfers using an old 1” 45deg KTool indexable mill I’ve had for years. Might not be totally applicable to your case, but it was 1018 steel. Ran flood coolant, 500sfm and .004” per tooth chip. I did run a spring pass as well because the initial pass was a little rough.
Thanks that at least gives me an idea what this mill should do. Do you have the original stepper drivers or did you do the upgrade? I have a 3/4" indexable chamfer tool that is working the best. I found a rust spot on the X axis ball screw and i think the nut is getting worn I’m replacing that and adding the high power stepper driver I hope that improves performance.
I did a project last year with 17-4 stainless that required a heavy chamfer and the machine had no trouble with it. If I were doing it again I’d model the chamfer in two steps though, my chamfer was 0.125” wide and that was a big bite that wore out my tool faster than expected.
My machine is heavily modified, but my spindle (higher RPM direct drive) has less torque than the stock one in the RPMs used here.