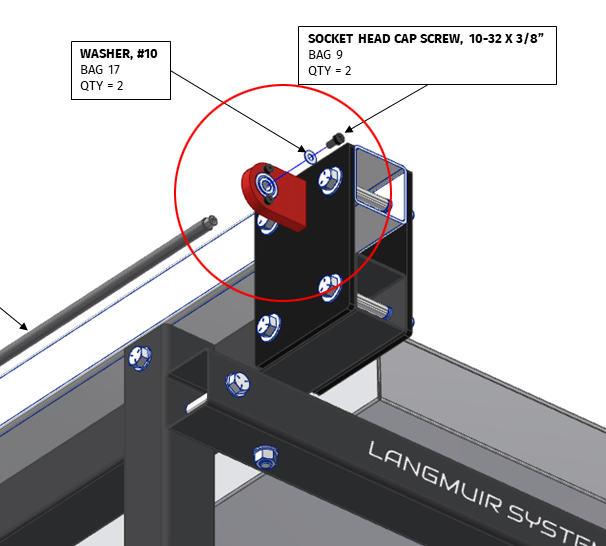
So I’ve noticed since I set this machine up when jogging the X axis I got a whirring(?) noise. I just chalked it up as the X axis lead screw not being perfectly straight so the vibration so to speak was making a noise. Well I noticed today it started on the right side of my Y axis. Further investigation shows the threads on all the lead screws are not deep enough where they connect to the bearings. So the screws that go through the bearings into the lead screws are too long. There was some slight slop on the bearings due to not being able to tighten the screws enough and that was the noises I was hearing. I tried tightening them more but did not feel comfortable, like they were going to snap. So what I did was add an extra washer on each screw and now the bearings have no slop and noises are completely gone. I dont know if everyones is like this but mine was. Heres an image of the washers Im talking about.