Good questions.
The CNC already had raw at CNC plug with nothing but 2 resistors in series. But some don’t like that either since it’s fed from same CNC board. Maybe I’ll use high quality resistors instead or fuses. But connected direct eliminating that CNC board.
For the fuse route, I will probably use a 2 pole fuse. But at least need one on the work clamp side.
If no one knows what the current is I will probably start with a 5a 300/600a fuse. But then put an amp clamp on it and see where it’s tracking and increase/decrease size.
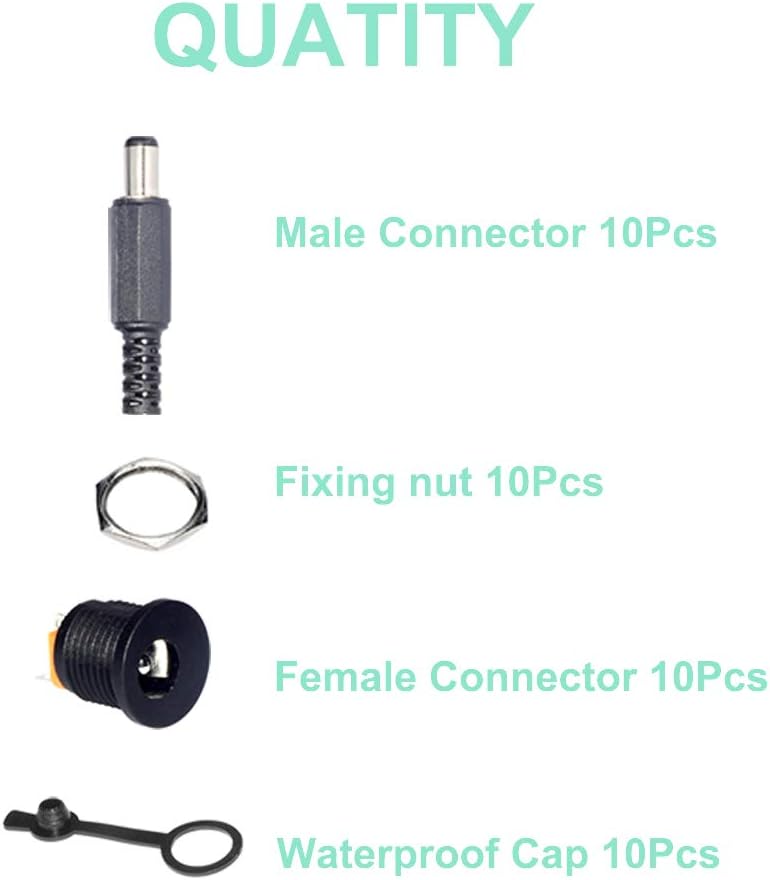
I might also add 2 meter female banana jacks on the back so I don’t have wires hanging out.
Really not sure yet. Still kinda just thinking it over. I could also just add my own high quality resistor to limit current. I can’t just leave wires hanging out but don’t want issues either. So I got time to think while I wait for support to get back to me on other items
Thanks for the reply.
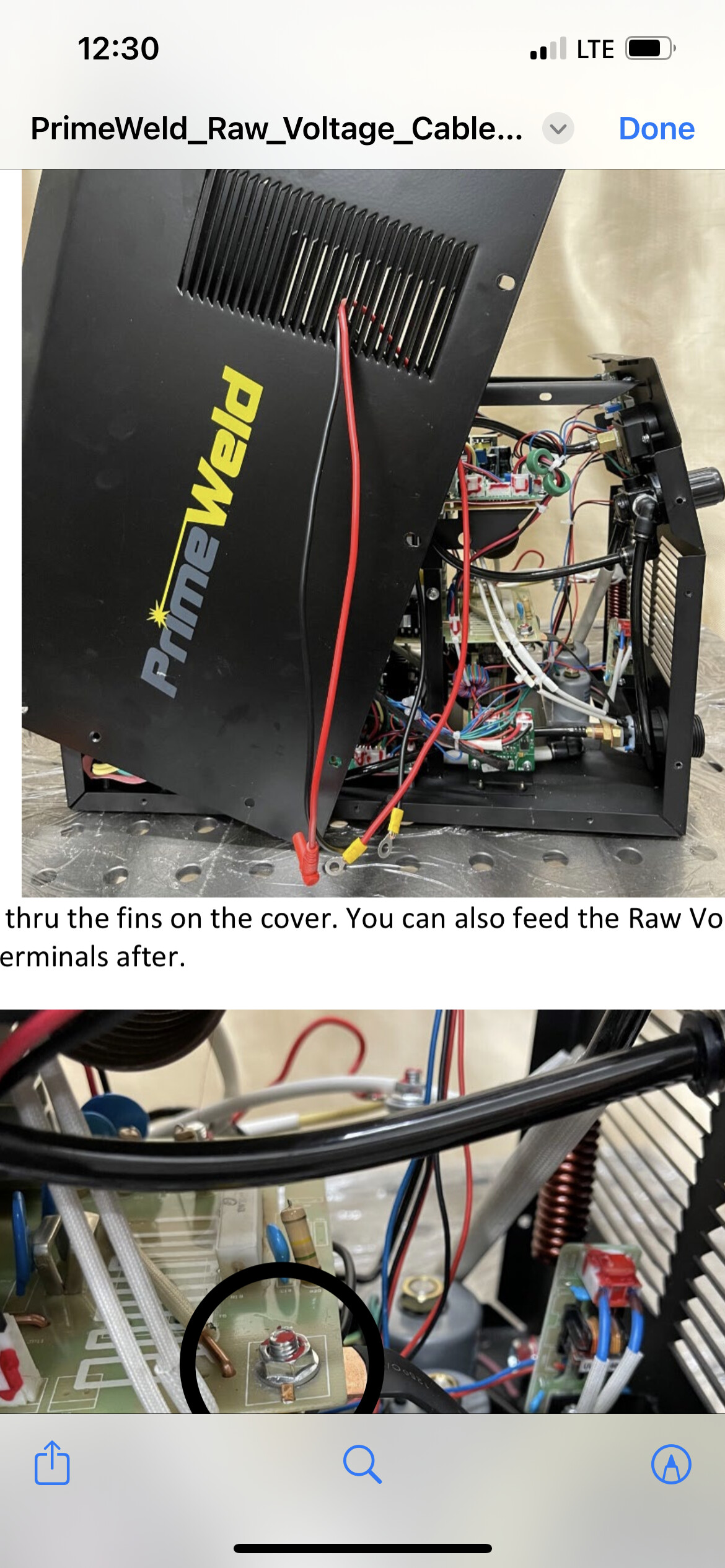
Wasn’t talking about your setup. Prime sent me photos on how some do it. Shows the wires coming out of the vents. I’ve seen others like that too different plasma cutters.
If I end up using this thing, yes absolutely. If it gets that pipe cut axis where I can do tube too. It will be a whole another ball game. This is just to get me feet wet?
Hey did you hook up red to ground clamp? Black to torch?
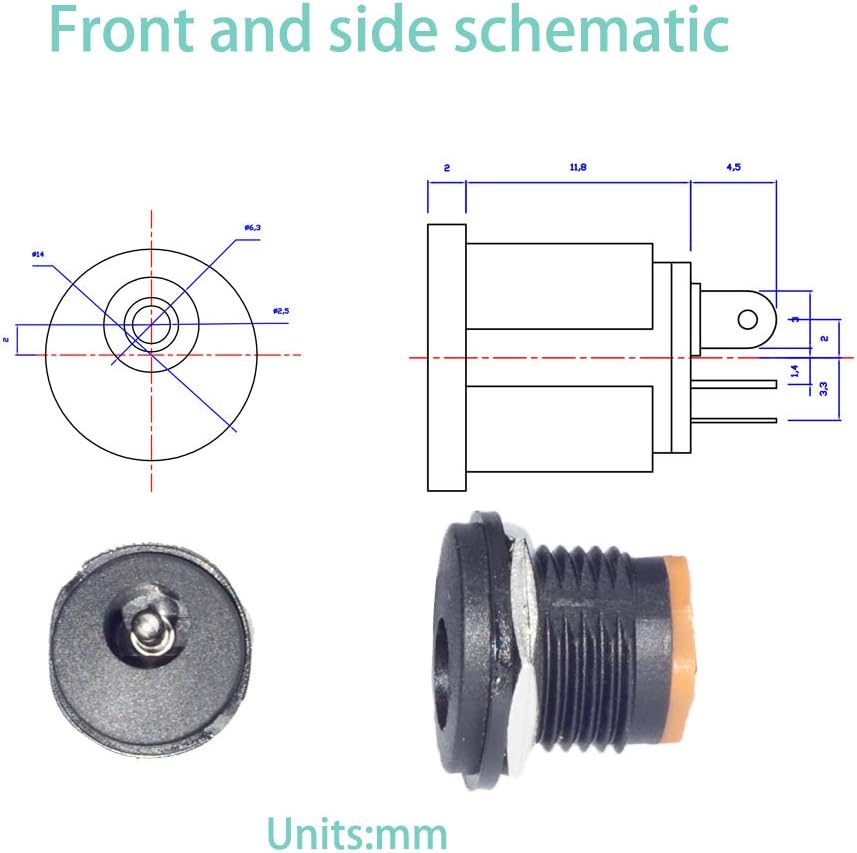
It is a clean install but so why such a large port for 2 wires? Why not have the vim installed inside the plasma cabinet and then use a small barrel connector port instead for the divide single output from the VIM? Then all the full dc voltage wires will be contained in the plasma cabinet. Just a thought I wanted to throw out there.
Or leave the vim In the plasma Cabinet and use the factory CNC port by removing the factory divided voltage connections from the plug and then solder on the output from the Vim to then instead. No new holes. ?
I did it in haste, and when I ordered the plug I didn’t realize how big it was
I had been dealing with two issues at the same time; my VIM’s divided circuit having burned out on top of finding out my dip switch had “changed” itself because my Z axis was moving at 1/2 the increment value
I would absolutely throw the VIM inside the plasma cutter but I don’t have time for that
Did the plug idea for the simple fact that I did not want wires hanging out that could catch on something and get ripped off
I’m a welder/fabricator first (I notice many Langmuir owners never handled metal before) so I like to take my plasma cutter off table and cut stuff down for repairs as needed
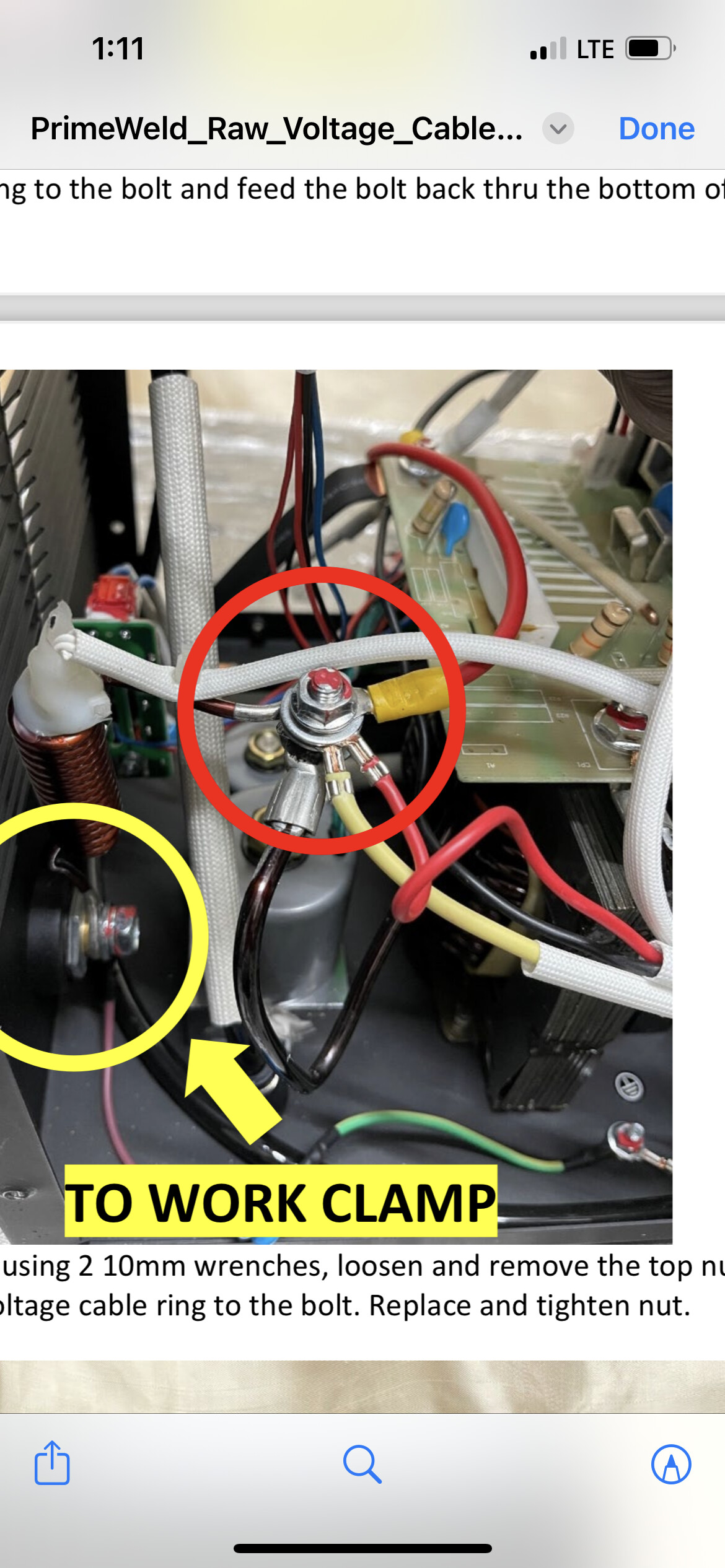
Were talking about converting to use non divided voltage straight off plasma cutter. Which would go to input of VIM. Which would be 50 times higher then the divided voltage. Thats the whole idea here. Not using divided voltage. This would be the same voltage at the work clamp and torch. So you dont want to skimp.
Me too as well as also talking about the output of the VIM. The point I am ultimately making is why not just install the VIM in the plasma cabinet so no high voltage / high amperage wires are on the outside of the plasma enclosure.
How can Hypertherm make their internal 50:1 voltage divider work with no problems and Primeweld and Everlast cant? Is it product quality ? Design? why can not they make it work consistently and properly ?
How many years has this been a issue? how many versions later and still inconsistent results .
You’ll love it. Much longer consumable run time, auto adjusting air usage, more efficient, Fan off/on on thermal load, Consumables are readily available everywhere, many of the consumables are made in the USA https://www.youtube.com/watch?v=bDnzW8Fft1k
Hypertherms they are more money up front but cheaper to run with less down time.
I have had a few different plasma cutters; thermal dynamics, miller, Everlast, no name cut50, but my Hypertherms (PM85 & 45XP) are by far my favorites