When you say clamps are you referring to the Work clamp? So you have the work clamp connected to the part?
Can you post you Gcode or cut file.
More info is needed. Did you happen to watch the torch to see if it raised way after cutting the hole?
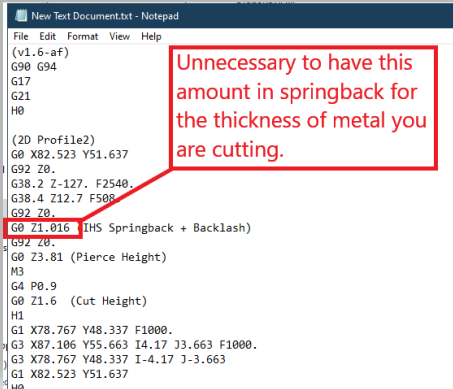
I see you are cutting 6 mm plate or thereabouts, based on your cut speed of 1000 mm/minute.
It is very likely your cut height is wrong. In your g-code, the springback is being added to your cut height and that is not needed.
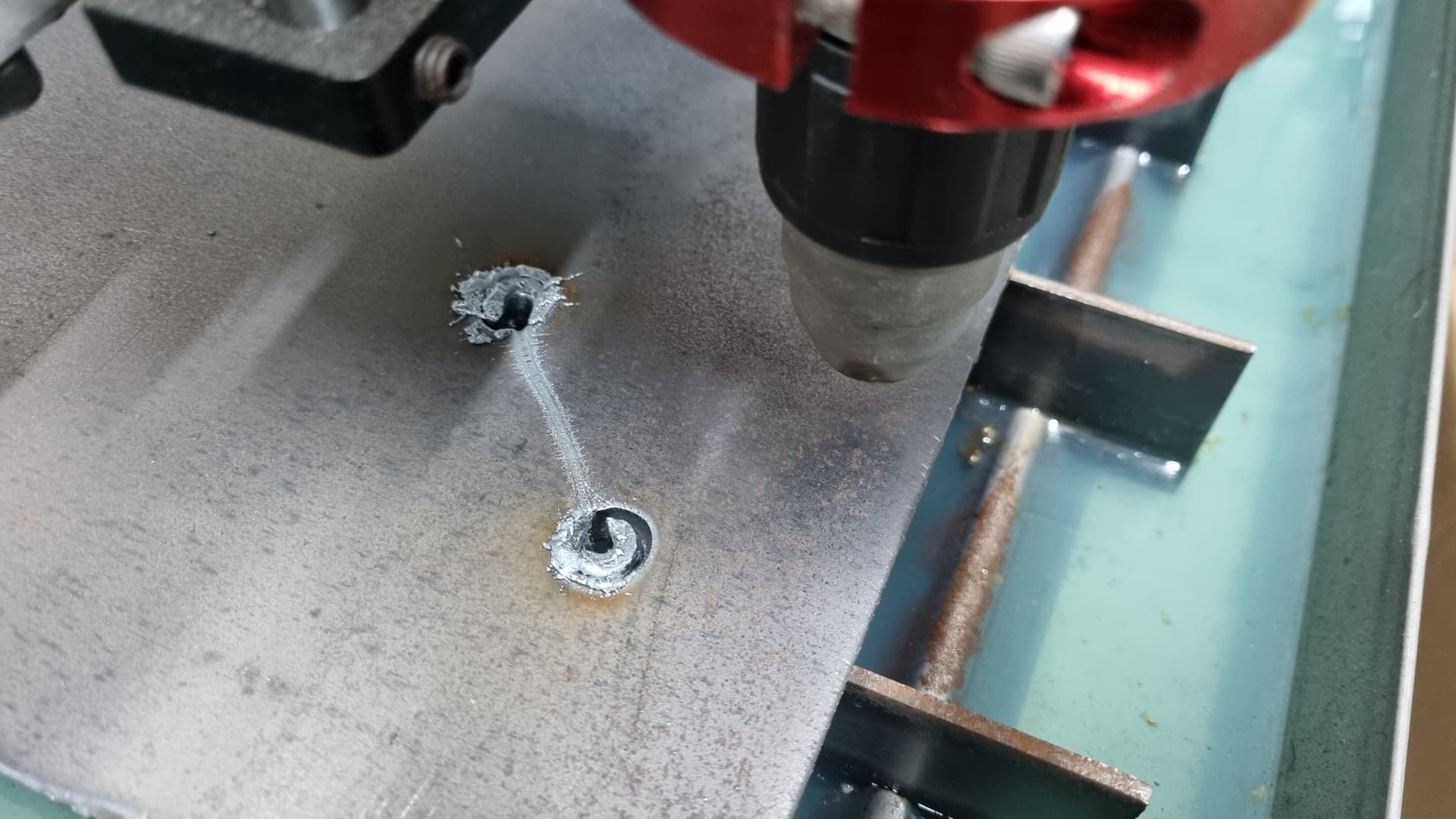
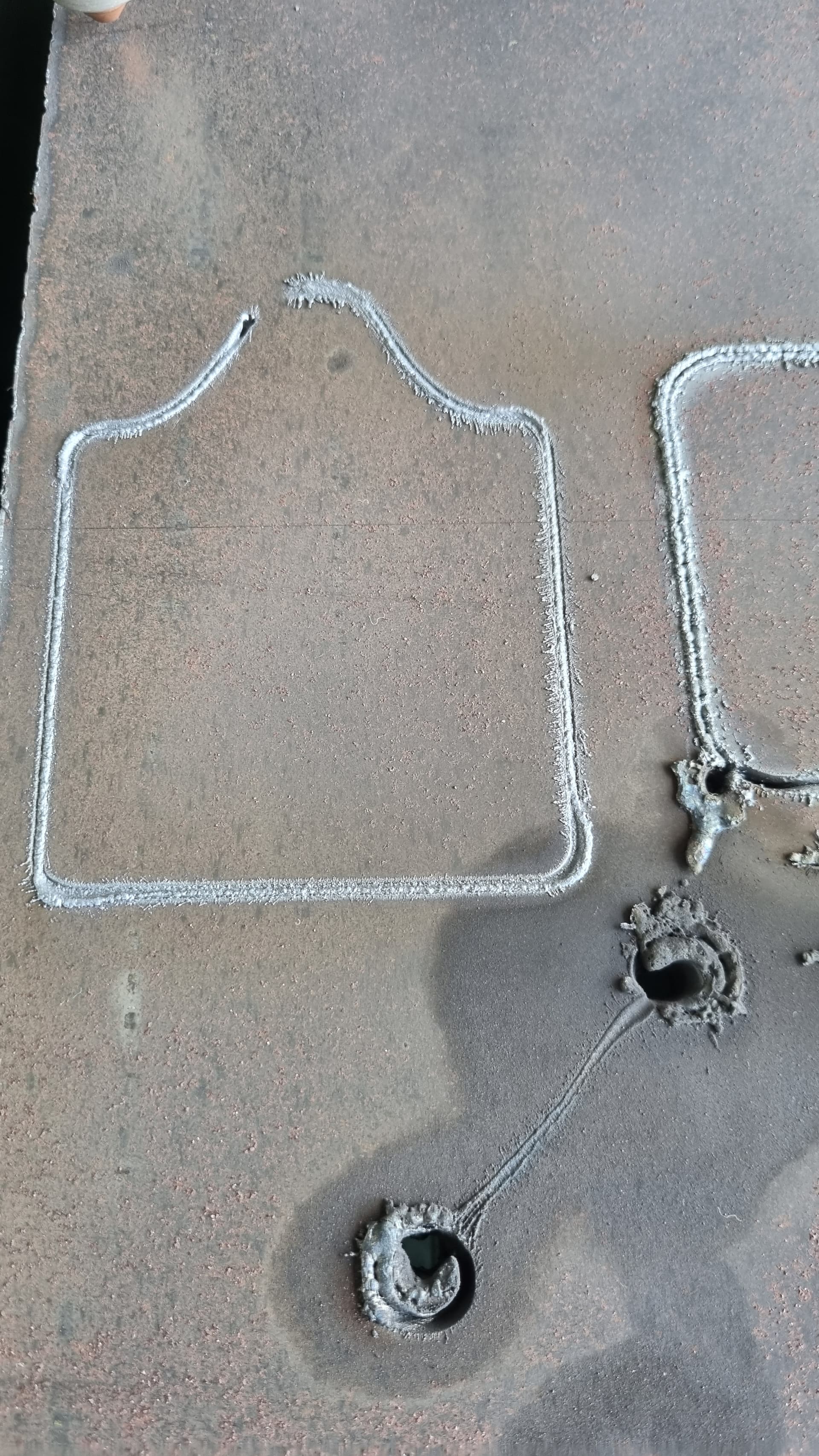
Try a straight cut, perhaps making a square, interrupt the cut by pressing the space bar (this will stop the torch and turn it off at its current position) and measure the distance from torch to metal. I think you will find you are much higher than the intended 1.6 mm.
The fact that the torch is no longer firing may be from metal that sprayed up in the torch. The electrode may be fried. If you are cutting at too high of a height, this causes all sorts of havoc for the consumables. Inspect the consumables. Snap a picture of the electrode and nozzle and post, please.
The pic appears to show the lower clamp around the torch head. I see you say the clamps are now in the correct position… is that what you mean? If it was clamped to tight you may have damaged your torch. Do you have a hand torch you could try?
Thanks for your reply, the IHS Springback i have in the Post Properties says it is 0.02 (in). Is there a set height for the torch from the surface of the steel.
I have replaced some of the bits and they seem ok. Do you think i should replace some more of the bits.
That is based on the cutting chart but the standard is around 1.6 mm or 0.06 inches. We don’t know if you are achieving this so don’t change your numbers until you verify what you system is setting as the 1.6 mm.
When I said:
I meant that the system may be giving the wrong result for your settings you are putting in. That is why I described how to stop the cut while it is actually performing a cut and then measuring:
It is primarily the electrode and the nozzle that are most likely involved with failure. Pictures of the old parts could be valuable for us to see.
But don’t discount what Erik (@72Pony) pointed out earlier and you are talking with Knick now. The torch looks like it needs to held lower. That means you raise where the clamps contact the torch and raise the entire assembly (just the red aluminum parts) on the z-axis. If the torch is clamped in the wrong location, it will totally interfere with a perfectly fine torch from firing correctly. That may be your whole problem.
I now have the torch firing, just the torch height i need to figure out. I have to go to work now but tonight i will make a square in Fusion to test the cut height. Thanks
Sorry for not getting back earlier, had a health issue and back to business now.
I pressed the space bar in the middle of a cut and it was bigger than 1.6 mm, i’m not sure how to change it,
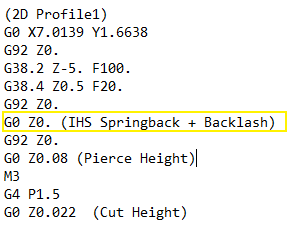
And if you are using Fusion 360 for your CAM, to set spring-back to “0.0”, you need to enter “-0.02” inches or in metric “-0.05” mm. You can enter less, such as “-0.015” inches but if you enter “0”, Fusion just adds the “0.02” inches anyway. If you enter a larger negative number, Fusion ignores it and adds the “0.02” inches.
I have a Unimac 100L with 4.5HP, should be plenty i hope. I have it set 5.2cm2 which is 75psi
Changed the IHS Spring back to -0.02 which looked like it worked but it didn’t cut through.
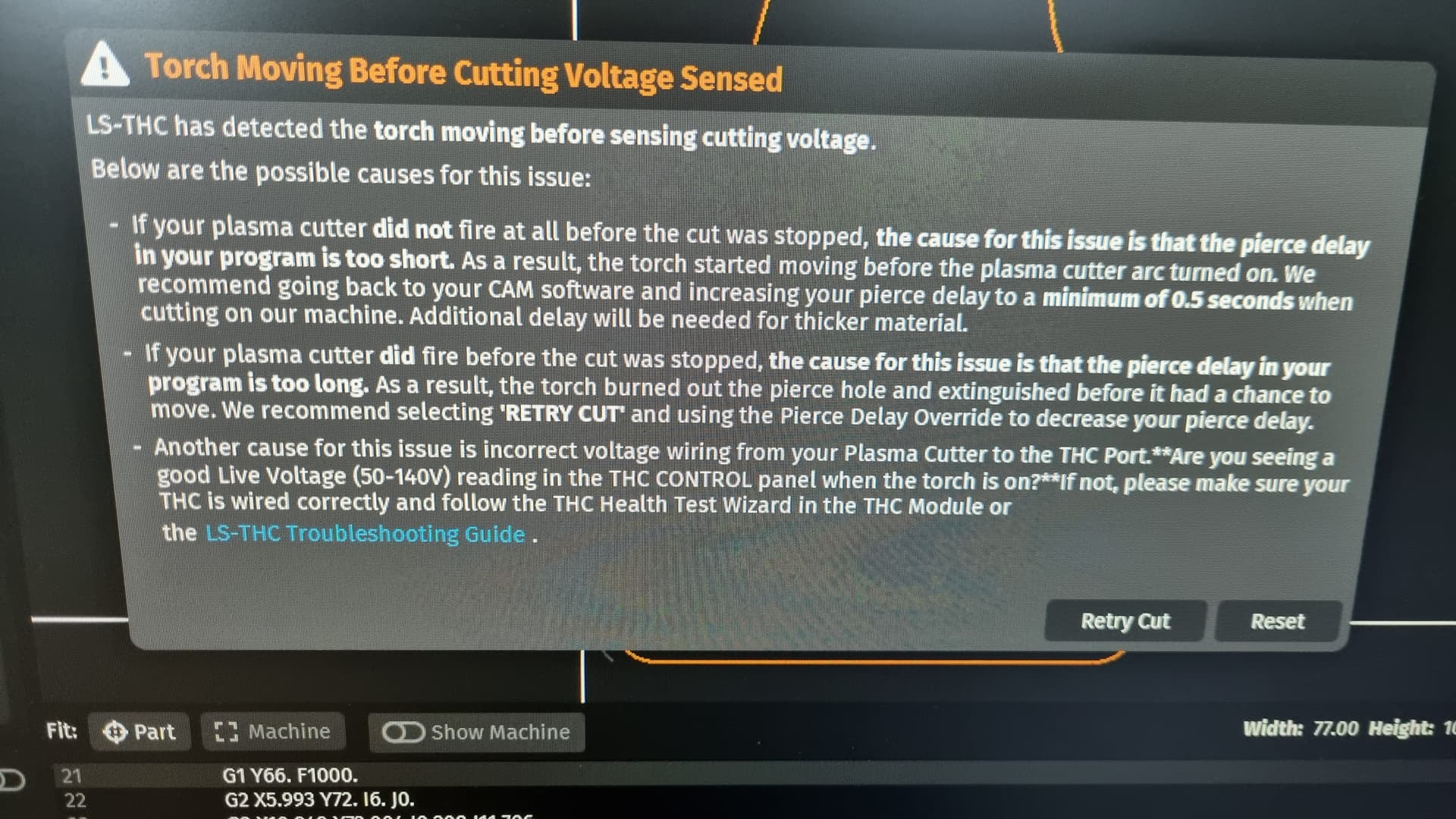
Second try i get an error saying my Pierce Delay isn’t long enough so i changed it to 1.5 which worked the first time then the same error came up
I am guessing your not in the United States. You have a Razorweld 45 with a IPTM80 torch.
The parts you call bits are torch consumables. There is the electrode, swirl ring, cutting tip and retaining cup.
As having to 80 amp torch what number is on the cutting tip, it should be a 0.9mm/40 amp or a 1.0mm/50 amp. If its a 1.1,1.2 or 1.3 its to large and will not work.
Also make sure the gauge on the plasma cutter reads 65 to 70 psi at all time with the torch flowing air. If its below that it will not work.
Then put the work clamp on the metal being cut not the table or slates.