Have a hypertherm 85 sync set at 45 amps. The compressed air was first at 130psi, then turned it down to 80psi. Same results. Cutting 12 guage steel.
Not sure why its not giving me a consistent cut. Please help!

Were is your work clamp connected ? We need more data also. Cut speed, height
Etc.
I have a Hypertherm 45XP but have no familiarity with the SmartSync system. That being said, that type of cut will happen if:
- the torch is fouled somehow (I had flecks of aluminum between the nozzle and the electrode that kept causing the intermittent inability to cut).
- Work lead is not getting a good purchase
- Consumables are screwed on too tight. You only want finger tight. Hypertherm recommends backing off about 1/8 of a turn.
- Torch is too high off the surface of the metal. I assume you are using THC. Are you noticing the torch rising during those times?
- You will not get any better results going past 100 psi unless your system is having trouble keeping up with the air demand. Was this during a time when the air compressor cycled?
- Are the consumables in the correct order?
- Make sure the torch is not being held/clamped on any of the consumables.
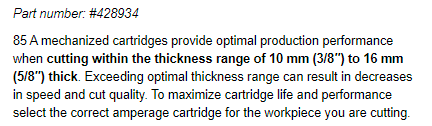
Hypertherm suggests that you are not in the range of optimal thickness for that torch cartridge:
Edit: I guess that torch part has all of the consumables and really does not have lots of different choices for thicknesses of metal. Pretty cool. If it is on a smart torch then everything is as it should be. But, if it is not a smart torch, you need an adapter. You probably know more of what I am saying than what I do, at this point.
EDIT: This topic is now being discussed at the following thread. OP requested the changed location: