Oil dripping out of the touchscreen, the power supply, all of the drivers, the electrical connections, the boards…oil in and on every single component in the cabinet, dripping into the toolbox below…all my tools and drawings, design files and paper notes are now oil sponges..
There is no way to clean this mess up, there will be oil dripping out of this machine constantly for months.
This machine is in a welding and fabrication shop…dust and dirt everywhere will soon stick to all the oil like a magnet.
Beyond tired of fixing this ![]() ..
..
Beyond frustrated…
I wish I had never purchased this machine in the first place, just one problem after another that I have to fix, re-engineer, modify and repair.
The Titan is a prototype machine, not a ready for production machine - it should not be sold in the current condition it is. Everyone who purchased this machine did not know it, but they are beta test subjects as an afterthought. It wasn’t anyone at Langmuir that placed a feature request topic in the Forum, it was us who added that, and not a single update or change has been acknowledged, implemented or offered.
I haven’t posted anything in months, because I basically gave up on trying to fix this machine - I bent up the parts I could and just outsourced everything since.
I had a rush job I needed to do, and now there is oil everywhere.
When I think of the name “TITAN” the submarine failure comes to mind.
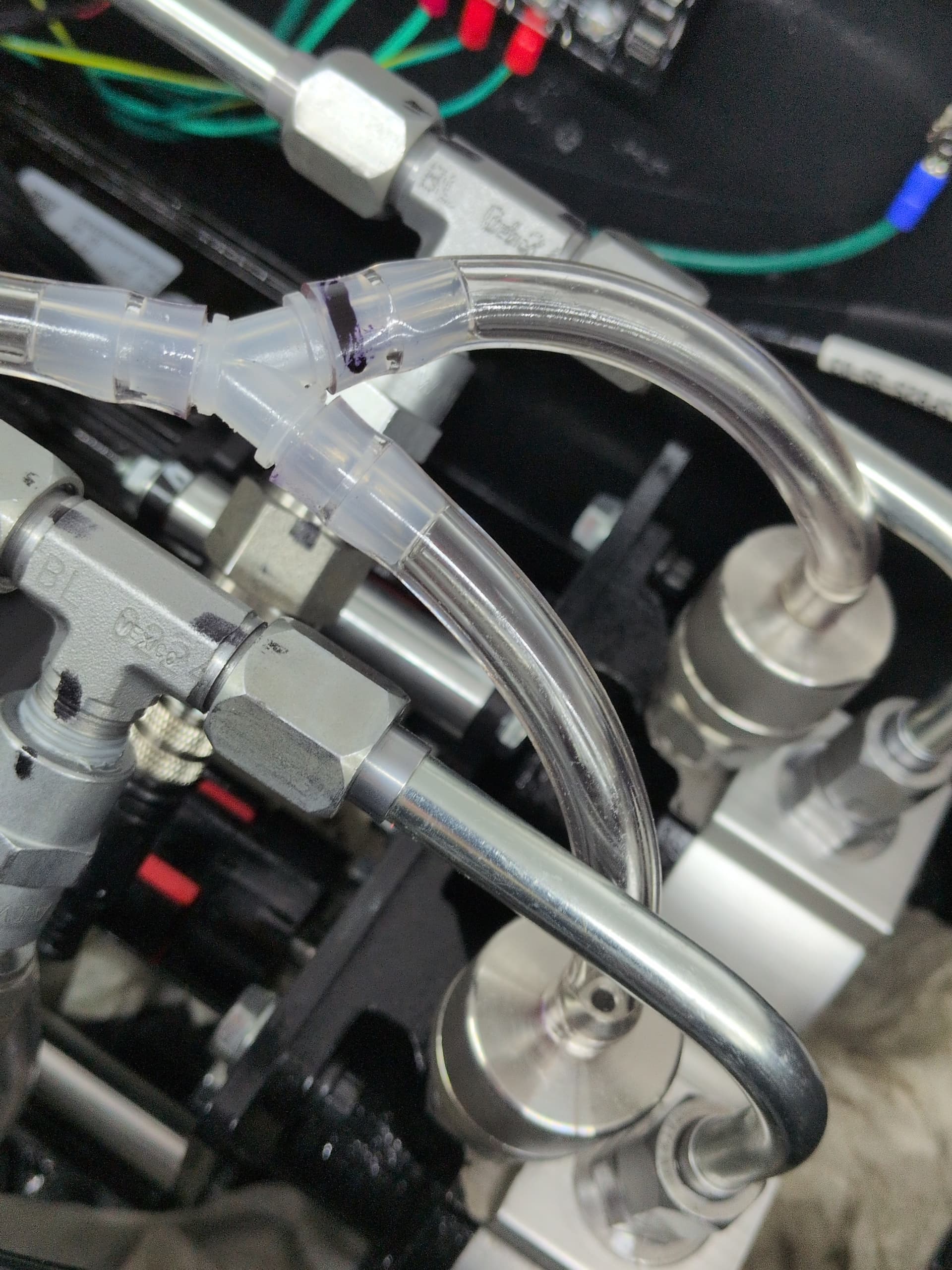
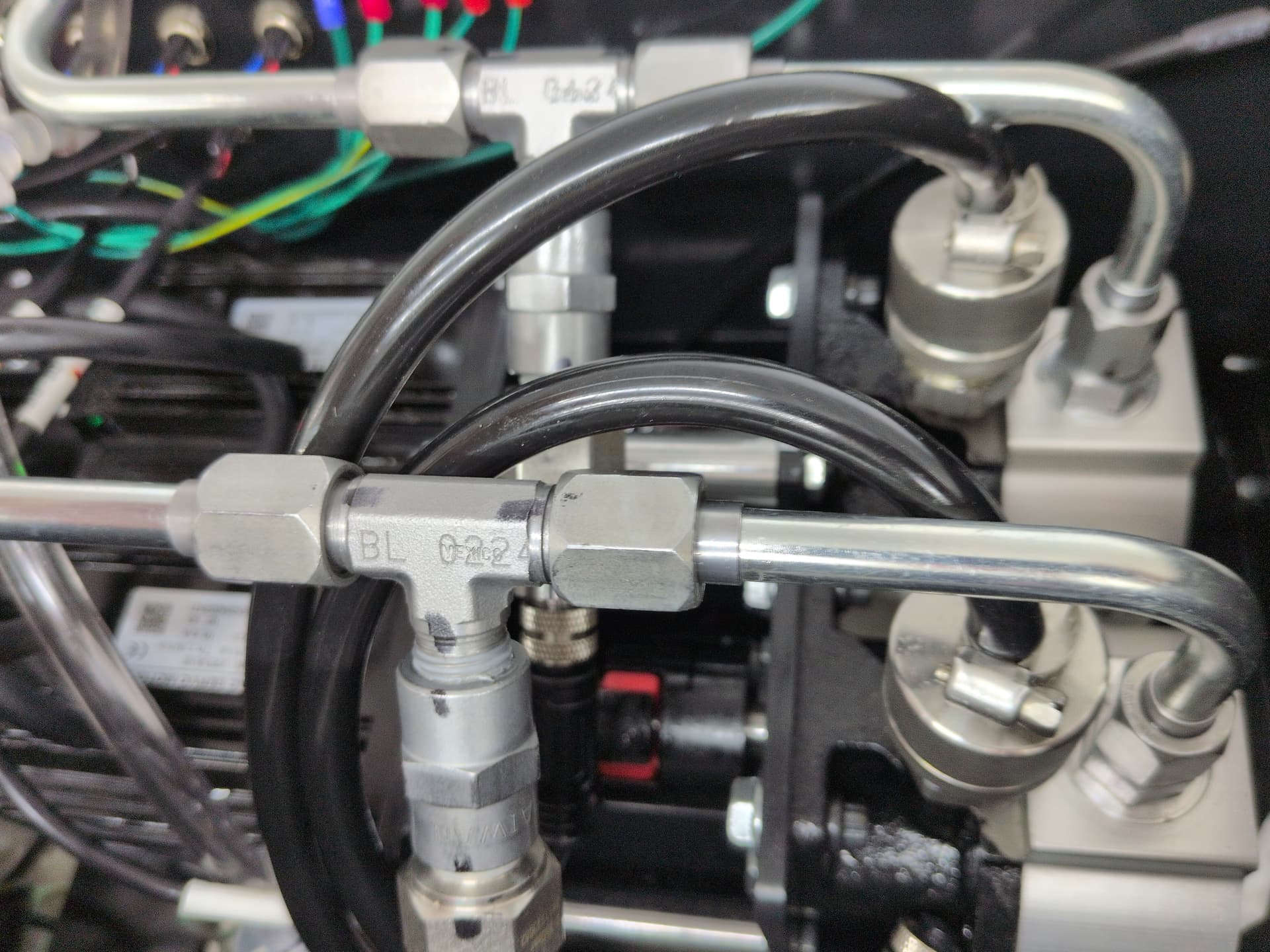
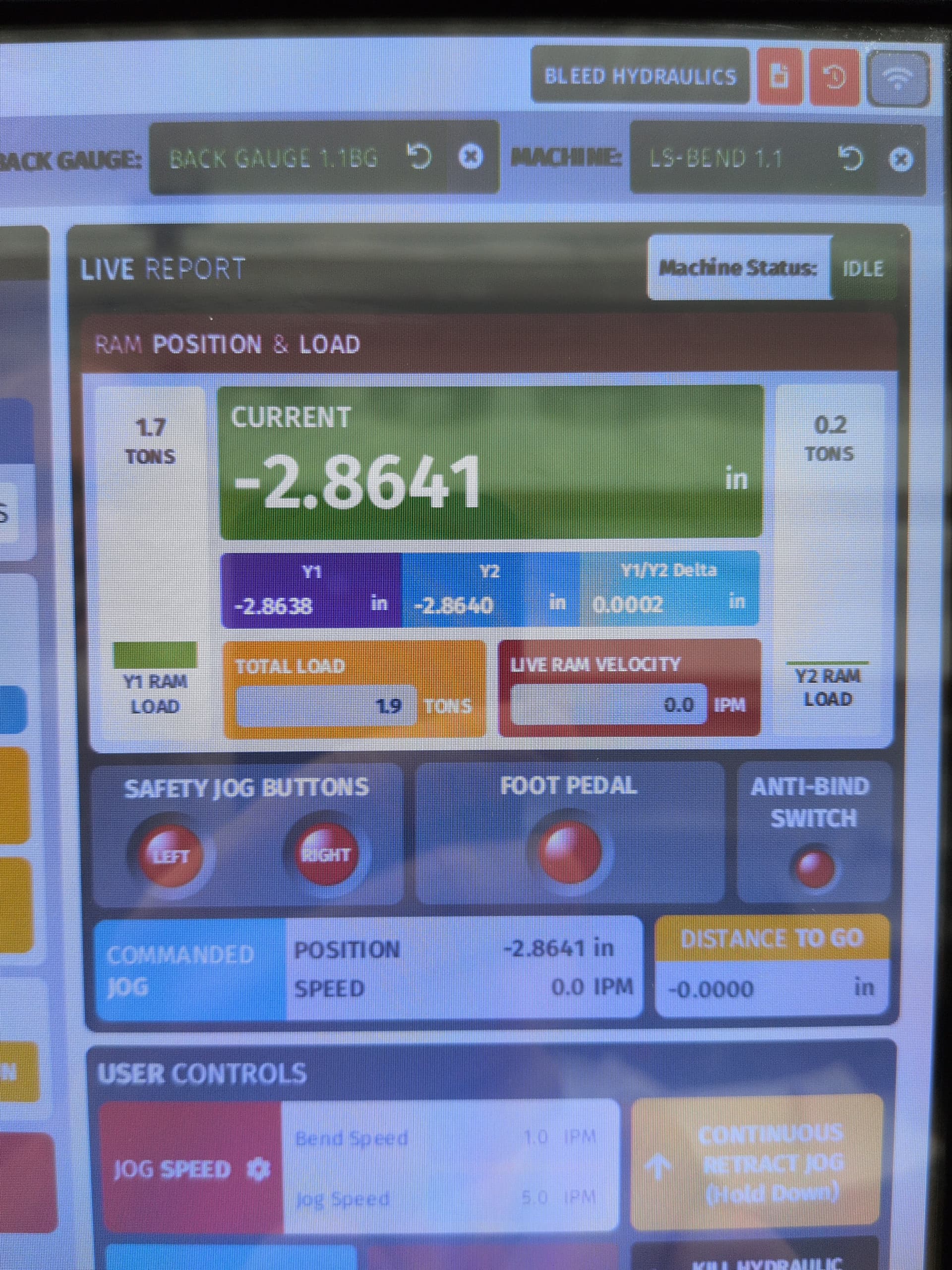
If anyone wants to see firsthand where the oil comes from - just put your machine in manual mode and run the ram down all the way. Your machine will be covered in oil from the dump valves because there is no limit switch, no soft stops, no hard stops, no bumpers, no soft limit in the software at all…just a dump valve overload, which is two 1/4” high pressure lines, merged into a single Y fitting, then into an 1/8” ID fitting into the tank…combined 1/2” ID into 1/8” ID is a horrible design flaw.
A case of paper towels, a gallon of 90% rubbing alcohol, a quart of oil and 3 days of labor cleaning this pos is the last thing I should be having to do.
This machine needs to go away…and the oil isn’t even the reason
This machine needs to go away…and the oil isn’t even the reason
This machine needs to go away…and the oil isn’t even the reason
*click OK*
*click OK*
*click OK*
I posted that 3 times because it seems *click OK* redundancy *click OK*I accept, are you sure, click OK redundancy *click OK* 2 times *click OK* double tap then double tap again *click OK* is the Langmuir standard of communication…