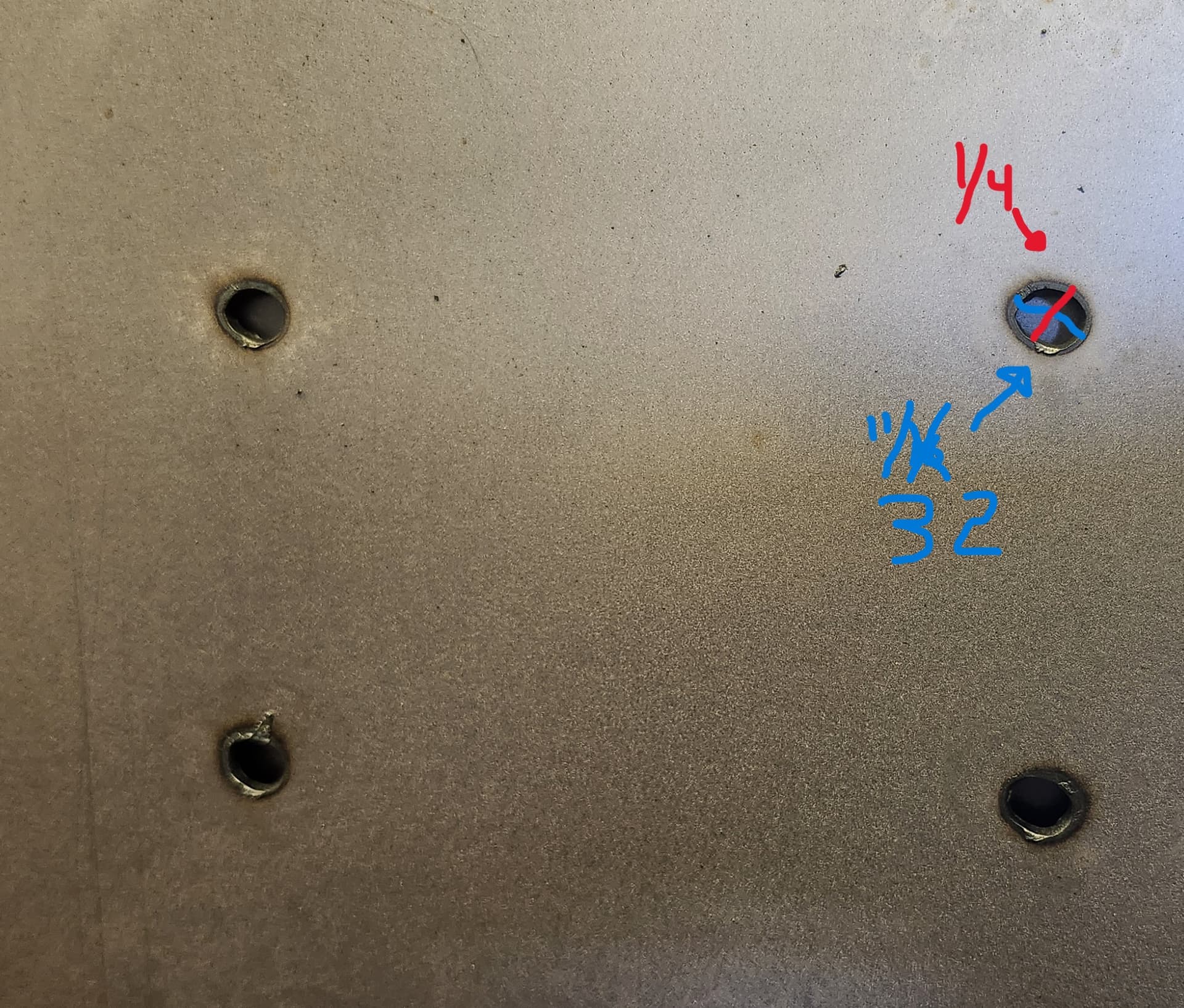
I have a Crossfire XR with a Hypertherm Powermax105 cutting 14ga at 90IPM, 40 amps and I’m getting slightly oblong holes. The holes are all oblong in the same orientation. I have a 60 degree lead-in, 0.0625 length. Everything is tight, and nothing has changed from yesterday when I made circular holes. The oblong-ness is most noticeable in the 0.25 holes as opposed to the .375 or .625 holes. Is there something I’m missing?
My best luck has been to slow the speed down for the smaller holes. It is still a little messy. Need to adjust the heat down a little also. I use Fusion 360 and I specify speeds and amount of heat.
Have you checked your nozzle to make sure the hole is round? 14 ga at 40 amps your speed seems very slow using a hypertherm. Are you using fine cut consumables? I cut 14 ga at 45 amp with 216 ipm. The smaller the hole is the harder it is to get a round hole using a plasma.
I would try to speed up to around 200 Ipm to see if you get better cut quality. Maybe fine cut consumables.
We found the consumable to be almost worn out. We used the sync fine cut consumables and they wear out quickly, have slower than usual cut speeds, and generally don’t work for what we want.
I understand if they are not lasting as long as you need … the cut charts I have seen the cutting speeds are not that much slower than regular consumables.
When you say you are cutting at 90 Ipm is that before, after or with feed optimization or a path rule?
I wonder if you are not overheating due to slow speeds, a bad cartridge, or wrong cut height. Have you physically checked your cut height?
Another possible issue is air quality is it within specs?
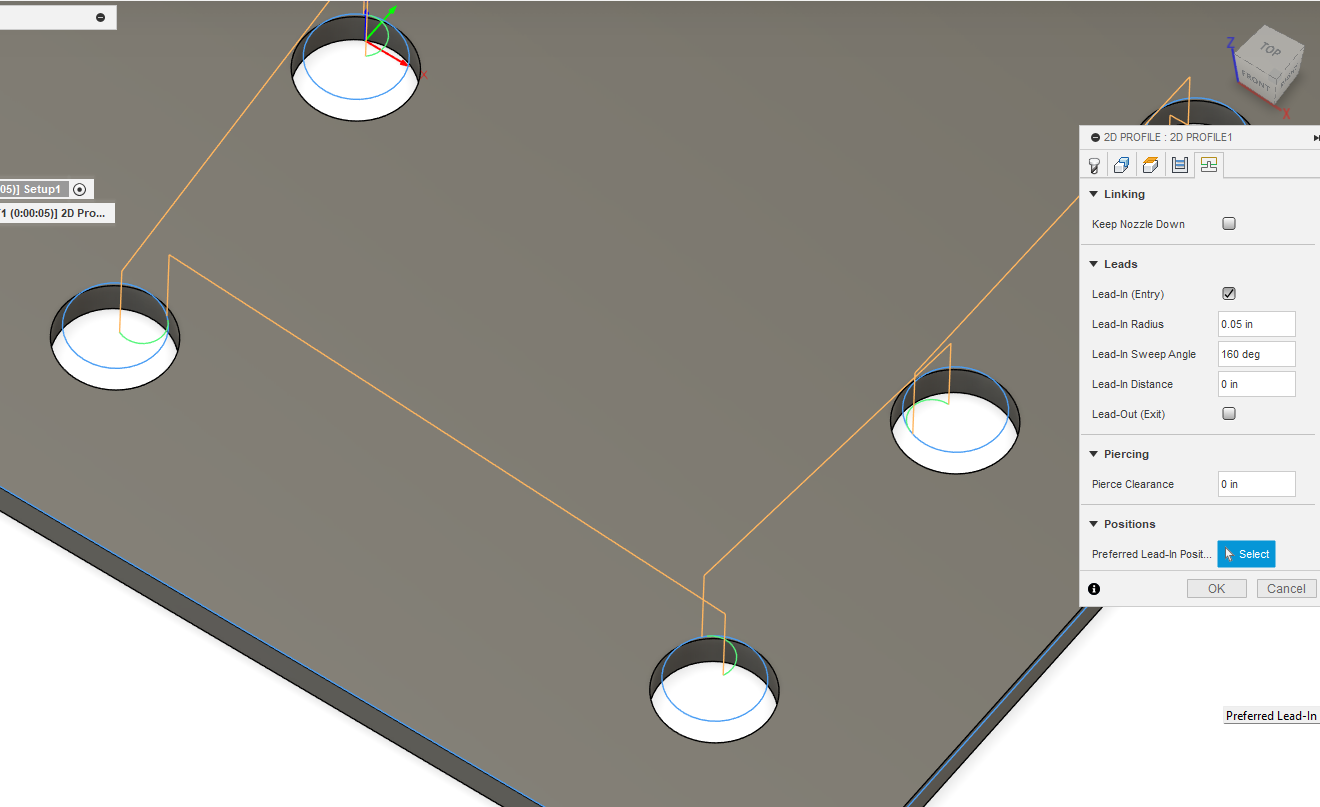
Depending where your lead-in/lead-out is at, that could be distorting your hole. As Phillip said, it is challenging to get a perfect cylindrical hole with 1/4". Starting in the center and don’t set a lead-out is your best bet.
Here is an example I did with 1/4" thick plate with 3/8" holes with the center lead-in. (Note: I am saying I start in the ‘center’ but it is only approximate. It does not need to be “exactly in the center.”)
I’m going to give your linking settings a try. My pierce clearance height was set at 0.052", which might be part of the issue, but I also only had a 60 degree lead-in sweep angle.
I used the charts as provided by my boss. I checked all the settings, measured the heights, and everything was as programmed. We have heaps of air, and a dryer, and that is input at 65 psi. We’re going back to the other consumables today (and cutting 12ga) so we’ll see how that works out.
The “pierce clearance” setting in Fusion has nothing to do with height. It is just additional length added to your lead in. It isn’t necessary and should usually be set to zero.
Your lead-in and pierce settings definitely helped. Round holes all over. Now if I could get Fusion to remember the cut height of 0.06" instead of 0.14" then I’d be hailed a hero by my employer.
I’ve got 130PSI going into the plasma cutter, and 75PSI selected. The Hypertherm Powermax105 will only select between 61 and 81 PSI, so I figured roughly the middle would be sufficient.
The post processor “cut height” value defaults to the last value used. If an old design is pulled in where post processing was performed, then those post processing values become the "last value used. I have found when I open someone else’s f3d file to help them, it will change my values.
While you are dialing in you settings, it is best to keep some written notes near your computer.
Andy might be right, you could right click and set to default. (I am away from my computer right now so I can’t confirm).