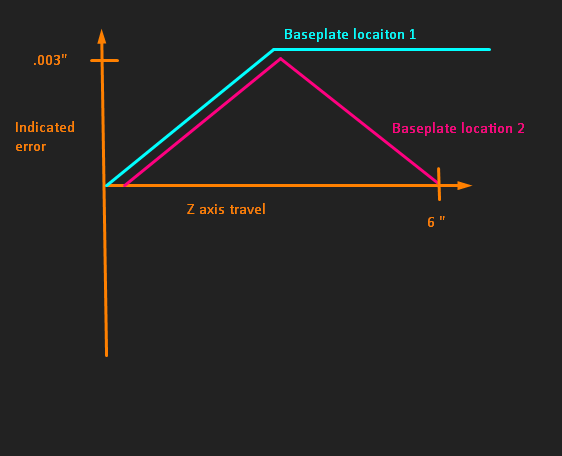
I have .003" spindle perpendicularity error over the top 3" of Z travel, and .000" over the bottom 3" of z travel.
If I move the spindle to a different location on the baseplate, I have the same .003" error over the top 3", but then the spindle actually corrects over the bottom 3", ending up with .000" error indicated over 6" of travel, but actually +.003" and -.003" total error.
@dyno We’ve noticed this happen with the Z-axis sometimes so there’s a chance one off the components might not be to spec. Just to confirm, when you move the Z axis to a new location the dial starts at +.003, moves to -.003 in the middle, then back to +.003 at the end? If so then the cast XZ bracket is bowed and we can get a new one sent out to you.
@langmuir-jake that’s the right idea, but slight correction on the numbers. Indicator will start at 0, go to +.003, then back to 0. So it’s doing a zig-zag, and the amount/shape of the zig-zag depends on the location on the baseplate.
Pretty sure my Mr1 has this exact issue. (1st gen pre order) I just shimmed to read 0 at each end of the block. BUT now surface finish/spindle tram varies depending where Z is at in height.
Glad I just found this thread when researching my issue. I need to get this fixed before I can finally create all my production fixtures.
Is there a way to shim the linear rails against the casting? or do I need a new casting to get linear perpendicularity?
I have an average of .0035 toward the doors roughly mid travel (the dial needle tends move faster toward the ends of travel). this causes nod back at the top of Z and nod down and the bottom of Z.