I have a crossfire cnc plasma table, it has the z upgrade kit and limit controls i purchased along with it. Im running a Razorweld 45 with hand torch wired into my machine.
When i run Firecontrol and sheetcam tng and try and write a program it comes up with the " no program speed" error. After weeks of troubleshooting it myself and reading just about every forum post and how to. Ive made sure my machine software is updated as well as the firecontrol software. Ive put in IPM speed into the machine options on sheetcam and on my tool im selecting for my drawing. Ive made sure sheetcam and firecontrol are both in inches and not metric also.
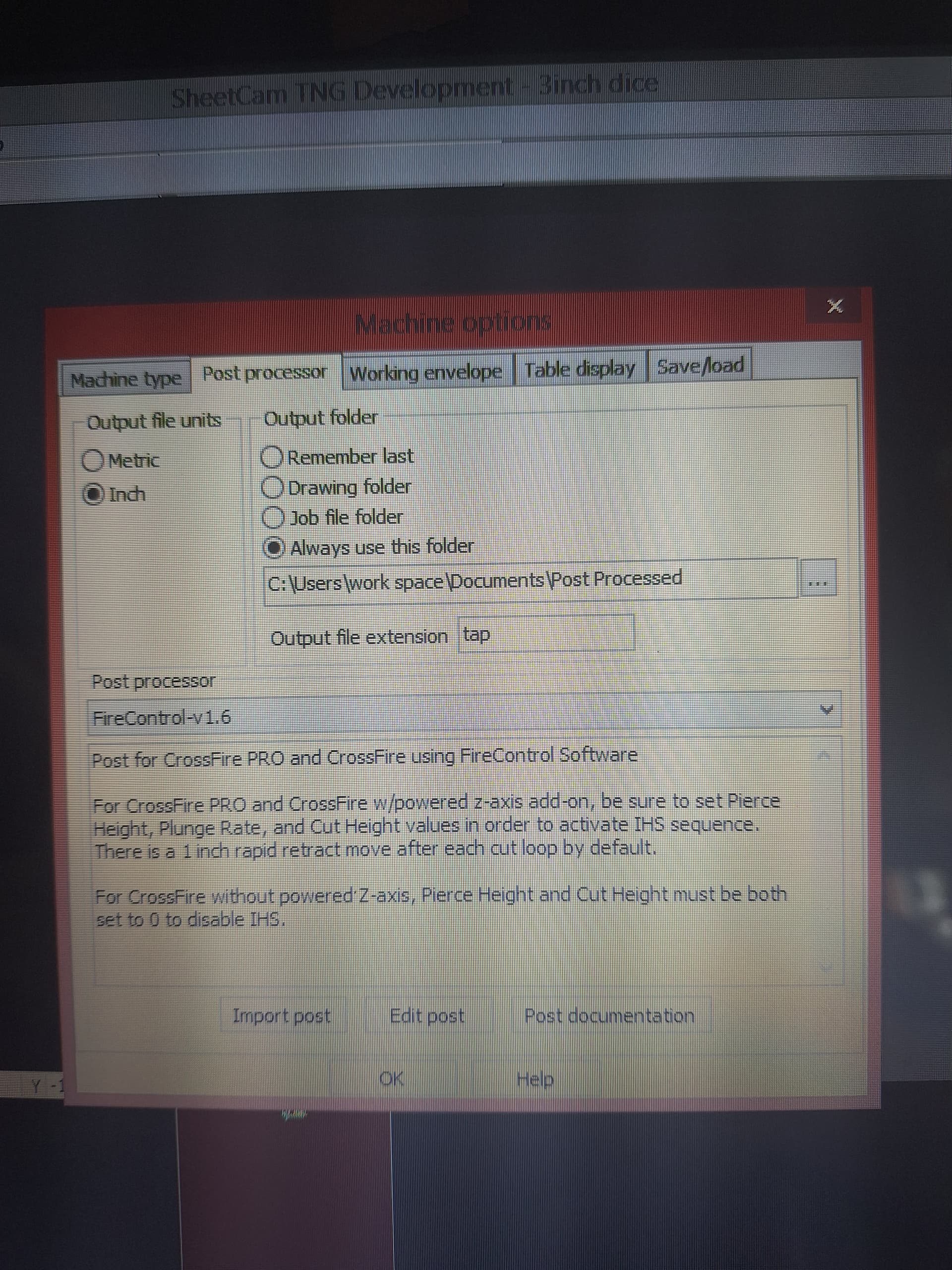
Only thing ive noticed, that i dont know what to do about is that sheetcam is showing the post processor for a machine without powered Z axis, where mine is powered. Maybe thats my issue?
You need to select the firecontrol 1.6 post processor in sheetcam. If it’s not already on the drop down list in sheetcam, you have to download it from the Langmuir downloads page and copy and paste it into the POSTS folder with in the sheetcam folder on your hard drive.
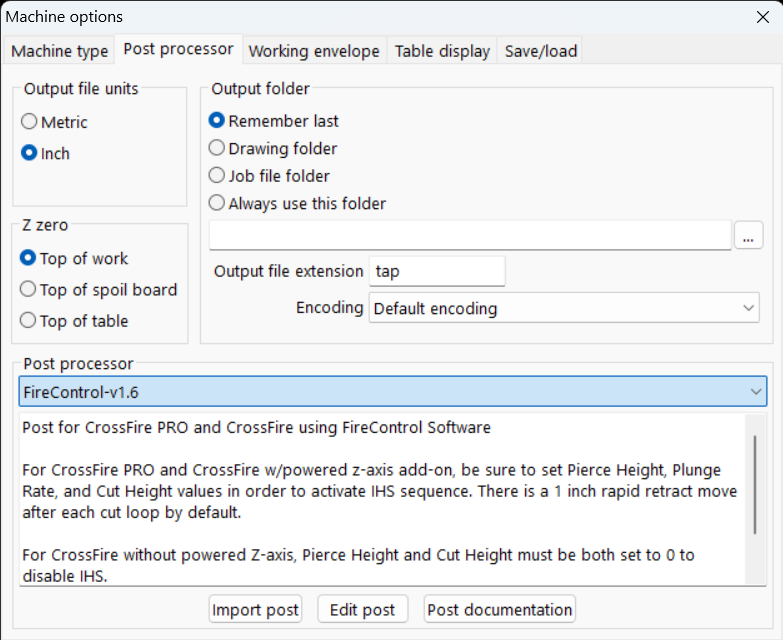
This the post processor that you need to use. Let’s get that correct and then move on with any other troubleshooting you need.
Thats the exact post processor im using. Only thing i see different between your picture and my computer is that it doesnt give me an option to select Z zero and im missing the dropdown box for Encoding also.
I don’t know why your options are different. The most common reason for new users to get the “no program speed found” error, is failing to create a Jet Cutting Operation before post processing. Sheetcam will not warn you if you hit the post process button with no operation created. It will literally post prcoess a blank page and output a .tap file with only a few commands from the post processor.
I know you probably can’t post a .tap file yet, but you can open it with Notepad and copy and paste the code here. That will help to diagnose the issue.
did you choose jet/plasma under the machine type tab to the left?
I have it selected for jet/plasma and unselected rotary cutting as well. Ill post the g code in a second so you can see it
(v1.6-sc)
G90 G94
G17
G20 (Units: Inches)
H0
G0 X-0.3551 Y0.1491
G92 Z0.
G38.2 Z-5.0 F100.0
G38.4 Z0.5 F20.0
G92 Z0.0
G0 Z0.02 (IHS Backlash)
G92 Z0.0
G0 Z0.118 (Pierce Height)
M3
G4 P0.5
G1 Z0.059 F3.937 (Cut Height)
H1
G2 X-0.3567 Y0.211 I0.0286 J0.0317 F72.0
G2 X-0.3013 Y0.2152 I0.0302 J-0.0302
G2 X-0.2934 Y0.1538 I-0.0253 J-0.0345
G2 X-0.3551 Y0.1491 I-0.0331 J0.027
H0
M5
G0 Z1.0
G0 X-0.6579 Y-0.1506
G92 Z0.
G38.2 Z-5.0 F100.0
G38.4 Z0.5 F20.0
G92 Z0.0
G0 Z0.02 (IHS Backlash)
G92 Z0.0
G0 Z0.118 (Pierce Height)
M3
G4 P0.5
G1 Z0.059 F3.937 (Cut Height)
H1
G2 X-0.6579 Y-0.211 I-0.0302 J-0.0302 F72.0
G2 X-0.7151 Y-0.214 I-0.0302 J0.0302
G2 X-0.7198 Y-0.1522 I0.027 J0.0331
G2 X-0.6579 Y-0.1506 I0.0317 J-0.0286
H0
M5
G0 Z1.0
G0 X-1.3259 Y-0.2465
G92 Z0.
G38.2 Z-5.0 F100.0
G38.4 Z0.5 F20.0
G92 Z0.0
G0 Z0.02 (IHS Backlash)
G92 Z0.0
G0 Z0.118 (Pierce Height)
M3
G4 P0.5
G1 Z0.059 F3.937 (Cut Height)
H1
G2 X-1.3243 Y-0.3084 I-0.0286 J-0.0317 F72.0
G2 X-1.3815 Y-0.3113 I-0.0302 J0.0302
G2 X-1.3877 Y-0.2512 I0.027 J0.0331
G2 X-1.3259 Y-0.2465 I0.0331 J-0.027
H0
M5
G0 Z1.0
G0 X-1.3545 Y-0.0475
G92 Z0.
G38.2 Z-5.0 F100.0
G38.4 Z0.5 F20.0
G92 Z0.0
G0 Z0.02 (IHS Backlash)
G92 Z0.0
G0 Z0.118 (Pierce Height)
M3
G4 P0.5
G1 Z0.059 F3.937 (Cut Height)
H1
G2 X-1.3972 Y-0.0048 I-0.0 J0.0427 F72.0
G2 X-1.3588 Y0.0377 I0.0427 J0.0
G2 X-1.3118 Y-0.0026 I0.0044 J-0.0425
G2 X-1.3545 Y-0.0475 I-0.0427 J-0.0022
G1
H0
M5
G0 Z1.0
G0 X-1.3243 Y0.2479
G92 Z0.
G38.2 Z-5.0 F100.0
G38.4 Z0.5 F20.0
G92 Z0.0
G0 Z0.02 (IHS Backlash)
G92 Z0.0
G0 Z0.118 (Pierce Height)
M3
G4 P0.5
G1 Z0.059 F3.937 (Cut Height)
H1
G2 X-1.3847 Y0.2479 I-0.0302 J0.0302 F72.0
G2 X-1.3877 Y0.3051 I0.0302 J0.0302
G2 X-1.3259 Y0.3099 I0.0331 J-0.027
G2 X-1.3243 Y0.2479 I-0.0286 J-0.0317
G1
H0
M5
G0 Z1.0
G0 X-1.6597 Y0.2479
G92 Z0.
G38.2 Z-5.0 F100.0
G38.4 Z0.5 F20.0
G92 Z0.0
G0 Z0.02 (IHS Backlash)
G92 Z0.0
G0 Z0.118 (Pierce Height)
M3
G4 P0.5
G1 Z0.059 F3.937 (Cut Height)
H1
G2 X-1.7201 Y0.2479 I-0.0302 J0.0302 F72.0
G2 X-1.723 Y0.3051 I0.0302 J0.0302
G2 X-1.6613 Y0.3099 I0.0331 J-0.027
G2 X-1.6597 Y0.2479 I-0.0286 J-0.0317
G1
H0
M5
G0 Z1.0
G0 X-1.6877 Y-0.0475
G92 Z0.
G38.2 Z-5.0 F100.0
G38.4 Z0.5 F20.0
G92 Z0.0
G0 Z0.02 (IHS Backlash)
G92 Z0.0
G0 Z0.118 (Pierce Height)
M3
G4 P0.5
G1 Z0.059 F3.937 (Cut Height)
H1
G2 X-1.7326 Y-0.0048 I-0.0022 J0.0427 F72.0
G2 X-1.6942 Y0.0377 I0.0427 J0.0
G2 X-1.6473 Y-0.0004 I0.0044 J-0.0425
G2 X-1.6877 Y-0.0475 I-0.0425 J-0.0044
G1
H0
M5
G0 Z1.0
G0 X-1.6613 Y-0.2465
G92 Z0.
G38.2 Z-5.0 F100.0
G38.4 Z0.5 F20.0
G92 Z0.0
G0 Z0.02 (IHS Backlash)
G92 Z0.0
G0 Z0.118 (Pierce Height)
M3
G4 P0.5
G1 Z0.059 F3.937 (Cut Height)
H1
G2 X-1.6597 Y-0.3084 I-0.0286 J-0.0317 F72.0
G2 X-1.7151 Y-0.3126 I-0.0302 J0.0302
G2 X-1.723 Y-0.2512 I0.0253 J0.0345
G2 X-1.6613 Y-0.2465 I0.0331 J-0.027
H0
M5
G0 Z1.0
G0 X0.2591 Y-0.7667
G92 Z0.
G38.2 Z-5.0 F100.0
G38.4 Z0.5 F20.0
G92 Z0.0
G0 Z0.02 (IHS Backlash)
G92 Z0.0
G0 Z0.118 (Pierce Height)
M3
G4 P0.5
G1 Z0.059 F3.937 (Cut Height)
H1
G2 X0.1987 Y-0.7667 I-0.0302 J0.0302 F72.0
G2 X0.1957 Y-0.7095 I0.0302 J0.0302
G2 X0.2575 Y-0.7048 I0.0331 J-0.027
G2 X0.2591 Y-0.7667 I-0.0286 J-0.0317
G1
H0
M5
G0 Z1.0
G0 X0.2575 Y-1.2611
G92 Z0.
G38.2 Z-5.0 F100.0
G38.4 Z0.5 F20.0
G92 Z0.0
G0 Z0.02 (IHS Backlash)
G92 Z0.0
G0 Z0.118 (Pierce Height)
M3
G4 P0.5
G1 Z0.059 F3.937 (Cut Height)
H1
G2 X0.2591 Y-1.323 I-0.0286 J-0.0317 F72.0
G2 X0.2019 Y-1.3259 I-0.0302 J0.0302
G2 X0.1957 Y-1.2658 I0.027 J0.0331
G2 X0.2575 Y-1.2611 I0.0331 J-0.027
H0
M5
G0 Z1.0
G0 X0.7535 Y-1.2642
G92 Z0.
G38.2 Z-5.0 F100.0
G38.4 Z0.5 F20.0
G92 Z0.0
G0 Z0.02 (IHS Backlash)
G92 Z0.0
G0 Z0.118 (Pierce Height)
M3
G4 P0.5
G1 Z0.059 F3.937 (Cut Height)
H1
G2 X0.8154 Y-1.2626 I0.0317 J-0.0286 F72.0
G2 X0.8196 Y-1.3181 I-0.0302 J-0.0302
G2 X0.7582 Y-1.3259 I-0.0345 J0.0253
G2 X0.7535 Y-1.2642 I0.027 J0.0331
H0
M5
G0 Z1.0
G0 X0.7566 Y-0.7682
G92 Z0.
G38.2 Z-5.0 F100.0
G38.4 Z0.5 F20.0
G92 Z0.0
G0 Z0.02 (IHS Backlash)
G92 Z0.0
G0 Z0.118 (Pierce Height)
M3
G4 P0.5
G1 Z0.059 F3.937 (Cut Height)
H1
G1 F72.0
G2 X0.755 Y-0.7063 I0.0286 J0.0317
G2 X0.8121 Y-0.7033 I0.0302 J-0.0302
G2 X0.8183 Y-0.7635 I-0.027 J-0.0331
G2 X0.7566 Y-0.7682 I-0.0331 J0.027
H0
M5
G0 Z1.0
G0 X0.5092 Y-0.0427
G92 Z0.
G38.2 Z-5.0 F100.0
G38.4 Z0.5 F20.0
G92 Z0.0
G0 Z0.02 (IHS Backlash)
G92 Z0.0
G0 Z0.118 (Pierce Height)
M3
G4 P0.5
G1 Z0.059 F3.937 (Cut Height)
H1
G2 X0.4643 Y-0.0 I-0.0022 J0.0427 F72.0
G2 X0.5005 Y0.0422 I0.0427 J-0.0
G2 X0.5495 Y0.0043 I0.0065 J-0.0422
G2 X0.5092 Y-0.0427 I-0.0425 J-0.0044
H0
M5
G0 Z1.0
G0 X1.2724 Y-0.2465
G92 Z0.
G38.2 Z-5.0 F100.0
G38.4 Z0.5 F20.0
G92 Z0.0
G0 Z0.02 (IHS Backlash)
G92 Z0.0
G0 Z0.118 (Pierce Height)
M3
G4 P0.5
G1 Z0.059 F3.937 (Cut Height)
H1
G2 X1.274 Y-0.3084 I-0.0286 J-0.0317 F72.0
G2 X1.2185 Y-0.3126 I-0.0302 J0.0302
G2 X1.2106 Y-0.2512 I0.0253 J0.0345
G2 X1.2724 Y-0.2465 I0.0331 J-0.027
H0
M5
G0 Z1.0
G0 X1.5241 Y-0.0427
G92 Z0.
G38.2 Z-5.0 F100.0
G38.4 Z0.5 F20.0
G92 Z0.0
G0 Z0.02 (IHS Backlash)
G92 Z0.0
G0 Z0.118 (Pierce Height)
M3
G4 P0.5
G1 Z0.059 F3.937 (Cut Height)
H1
G2 X1.4792 Y-0.0 I-0.0022 J0.0427 F72.0
G2 X1.5154 Y0.0422 I0.0427 J-0.0
G2 X1.5644 Y0.0043 I0.0065 J-0.0422
G2 X1.5241 Y-0.0427 I-0.0425 J-0.0044
G1
H0
M5
G0 Z1.0
G0 X1.7683 Y-0.2496
G92 Z0.
G38.2 Z-5.0 F100.0
G38.4 Z0.5 F20.0
G92 Z0.0
G0 Z0.02 (IHS Backlash)
G92 Z0.0
G0 Z0.118 (Pierce Height)
M3
G4 P0.5
G1 Z0.059 F3.937 (Cut Height)
H1
G2 X1.8303 Y-0.248 I0.0317 J-0.0286 F72.0
G2 X1.8345 Y-0.3034 I-0.0302 J-0.0302
G2 X1.7731 Y-0.3113 I-0.0345 J0.0253
G2 X1.7683 Y-0.2496 I0.027 J0.0331
H0
M5
G0 Z1.0
G0 X1.7715 Y0.2464
G92 Z0.
G38.2 Z-5.0 F100.0
G38.4 Z0.5 F20.0
G92 Z0.0
G0 Z0.02 (IHS Backlash)
G92 Z0.0
G0 Z0.118 (Pierce Height)
M3
G4 P0.5
G1 Z0.059 F3.937 (Cut Height)
H1
G2 X1.7699 Y0.3083 I0.0286 J0.0317 F72.0
G2 X1.8253 Y0.3126 I0.0302 J-0.0302
G2 X1.8332 Y0.2512 I-0.0253 J-0.0345
G2 X1.7715 Y0.2464 I-0.0331 J0.027
H0
M5
G0 Z1.0
G0 X1.2755 Y0.2495
G92 Z0.
G38.2 Z-5.0 F100.0
G38.4 Z0.5 F20.0
G92 Z0.0
G0 Z0.02 (IHS Backlash)
G92 Z0.0
G0 Z0.118 (Pierce Height)
M3
G4 P0.5
G1 Z0.059 F3.937 (Cut Height)
H1
G2 X1.2135 Y0.2479 I-0.0317 J0.0286 F72.0
G2 X1.2106 Y0.3051 I0.0302 J0.0302
G2 X1.2724 Y0.3099 I0.0331 J-0.027
G2 X1.2755 Y0.2495 I-0.0286 J-0.0317
H0
M5
G0 Z1.0
G0 X0.5092 Y0.972
G92 Z0.
G38.2 Z-5.0 F100.0
G38.4 Z0.5 F20.0
G92 Z0.0
G0 Z0.02 (IHS Backlash)
G92 Z0.0
G0 Z0.118 (Pierce Height)
M3
G4 P0.5
G1 Z0.059 F3.937 (Cut Height)
H1
G2 X0.4643 Y1.0146 I-0.0022 J0.0427 F72.0
G2 X0.5005 Y1.0569 I0.0427 J-0.0
G2 X0.5495 Y1.019 I0.0065 J-0.0422
G2 X0.5092 Y0.972 I-0.0425 J-0.0044
H0
M5
G0 Z1.0
G0 X0.2575 Y0.7682
G92 Z0.
G38.2 Z-5.0 F100.0
G38.4 Z0.5 F20.0
G92 Z0.0
G0 Z0.02 (IHS Backlash)
G92 Z0.0
G0 Z0.118 (Pierce Height)
M3
G4 P0.5
G1 Z0.059 F3.937 (Cut Height)
H1
G2 X0.2591 Y0.7063 I-0.0286 J-0.0317 F72.0
G2 X0.2019 Y0.7033 I-0.0302 J0.0302
G2 X0.1957 Y0.7635 I0.027 J0.0331
G2 X0.2575 Y0.7682 I0.0331 J-0.027
G1
H0
M5
G0 Z1.0
G0 X0.7566 Y1.2611
G92 Z0.
G38.2 Z-5.0 F100.0
G38.4 Z0.5 F20.0
G92 Z0.0
G0 Z0.02 (IHS Backlash)
G92 Z0.0
G0 Z0.118 (Pierce Height)
M3
G4 P0.5
G1 Z0.059 F3.937 (Cut Height)
H1
G2 X0.755 Y1.323 I0.0286 J0.0317 F72.0
G2 X0.8121 Y1.3259 I0.0302 J-0.0302
G2 X0.8183 Y1.2658 I-0.027 J-0.0331
G2 X0.7566 Y1.2611 I-0.0331 J0.027
G1
H0
M5
G0 Z1.0
G0 X0.213 Y-1.6821
G92 Z0.
G38.2 Z-5.0 F100.0
G38.4 Z0.5 F20.0
G92 Z0.0
G0 Z0.02 (IHS Backlash)
G92 Z0.0
G0 Z0.118 (Pierce Height)
M3
G4 P0.5
G1 Z0.059 F3.937 (Cut Height)
H1
G1 Y-1.5321 F72.0
G1 X0.9047
G3 X1.0247 Y-1.4125 I0.0002 J0.1198
G1 Y-0.6168
G3 X0.953 Y-0.5073 I-0.1198 J-0.0002
G3 X1.0146 Y-0.4457 I-0.0481 J0.1097
G3 X1.1241 Y-0.5174 I0.1097 J0.0481
G1 X1.9198
G3 X2.0394 Y-0.3974 I-0.0002 J0.1198
G1 Y0.3974
G3 X1.9198 Y0.5174 I-0.1198 J0.0002
G1 X1.1241
G3 X1.0147 Y0.4457 I0.0002 J-0.1198
G3 X0.953 Y0.5073 I-0.1097 J-0.0481
G3 X1.0247 Y0.6168 I-0.0481 J0.1097
G1 Y1.4125
G3 X0.9047 Y1.532 I-0.1198 J-0.0002
G1 X0.1099
G3 X-0.0101 Y1.4125 I-0.0002 J-0.1198
G1 Y0.6168
G3 X0.0616 Y0.5073 I0.1198 J0.0002
G3 X-0.0 Y0.4457 I0.0481 J-0.1097
G3 X-0.1095 Y0.5174 I-0.1097 J-0.0481
G1 X-0.9052
G3 X-1.0147 Y0.4457 I0.0002 J-0.1198
G3 X-1.1241 Y0.5174 I-0.1097 J-0.0481
G1 X-1.9198
G3 X-2.0394 Y0.3974 I0.0002 J-0.1198
G1 Y-0.3974
G3 X-1.9198 Y-0.5174 I0.1198 J-0.0002
G1 X-1.1241
G3 X-1.0146 Y-0.4457 I-0.0002 J0.1198
G3 X-0.9052 Y-0.5174 I0.1097 J0.0481
G1 X-0.1095
G3 X0.0 Y-0.4458 I-0.0002 J0.1198
G3 X0.0616 Y-0.5073 I0.1097 J0.0481
G3 X-0.0101 Y-0.6168 I0.0481 J-0.1097
G1 Y-1.4125
G3 X0.1099 Y-1.5321 I0.1198 J0.0002
G1 X0.213
G2 X0.277 Y-1.5961 I0.0 J-0.064
H0
M5
G0 Z1.0
M5 M30
(PS0)
That last line (PS0) should have the cut speed. There was a post somewhere on here about it but i’m sure someone will chime in on how to fix it.
in your tool set, set the plunge rate to at least 75 and start with a pierce delay of .8 and after you cut a couple of things you can try .7-.6.
I see a speed of 72 on each cut loop, but it’s not registering with the post processor as a program speed. See the last line (PS0).
Do you have any “path rules” or did you get this toolset from someone else?
Can you post a picture of the tool settings screen and the jet cutting operation screen?
In post processor, check box (remember last) in output folder. You have always(use this folder checked), I think this is what giving you problem?
No that’s just where it will put the .tap file. He’s finding his tap file so that’s not the issue.
I see that you’re using the development version of sheet cam. Switch to the latest stable release and try it again. I assume you have a license as well?
I was trying to get it going with sheetcamTNG before i paid for a verison to use.
The toolset is one i made based off settings i looked up on the forum, there is no specific path rules on it
Delete and reinstall and try the latest stable version not the development version. Something appears wrong with your menu.
Regardless, as @brownfox states, use the stable version. Do NOT use a development version if you are just starting out. That is a recipe for failure!
If you don’t have a license, you are way over the 180 line evaluation limit.
Try doing a small square or other shape that doesn’t require so much code.
I wasn’t sure what that would affect, every day is a school day…