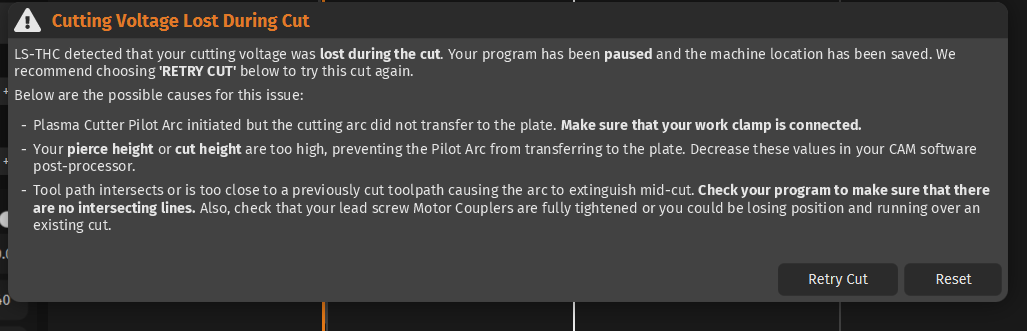
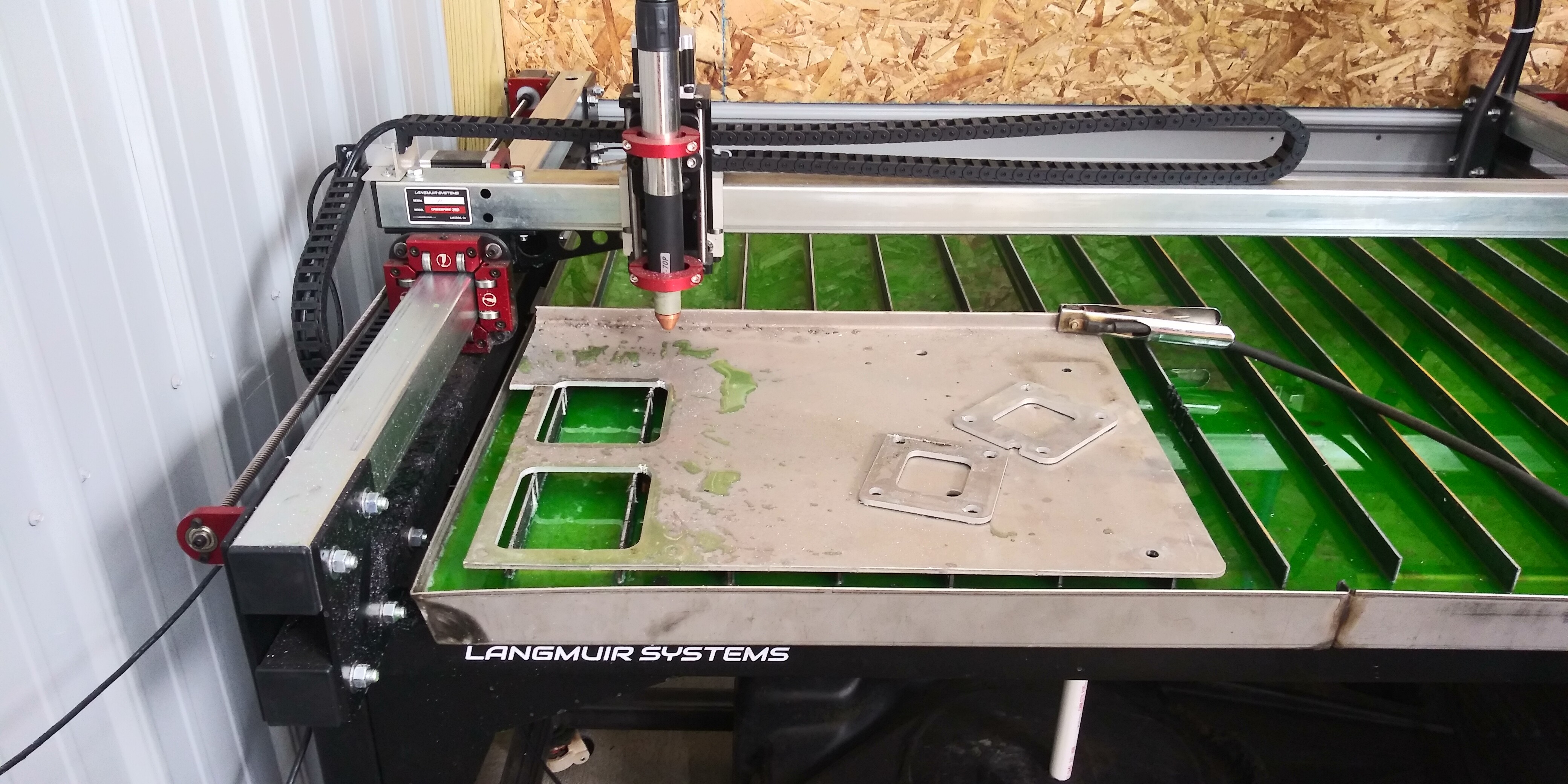
Hi guys, I have been having this problem while trying to get my plasma cutter up and running. I have made a few cuts that turned out okay, but the majority pop up with the same error message.
I’ve tried attaching my work clamp to the drain plugs as well as the part and neither fixed it. The pierce height I set to what was recommended. I have the THC module but it doesn’t seem to be working. Every time I started the program the torch would slowly rise upwards until it lost connection to the plate and then the error would pop up.
As far as intersecting lines, my cut is just a simple square so I wouldn’t expect that to be the issue.
I would greatly appreciate some direction from someone who may know what my problem is. Thank you!
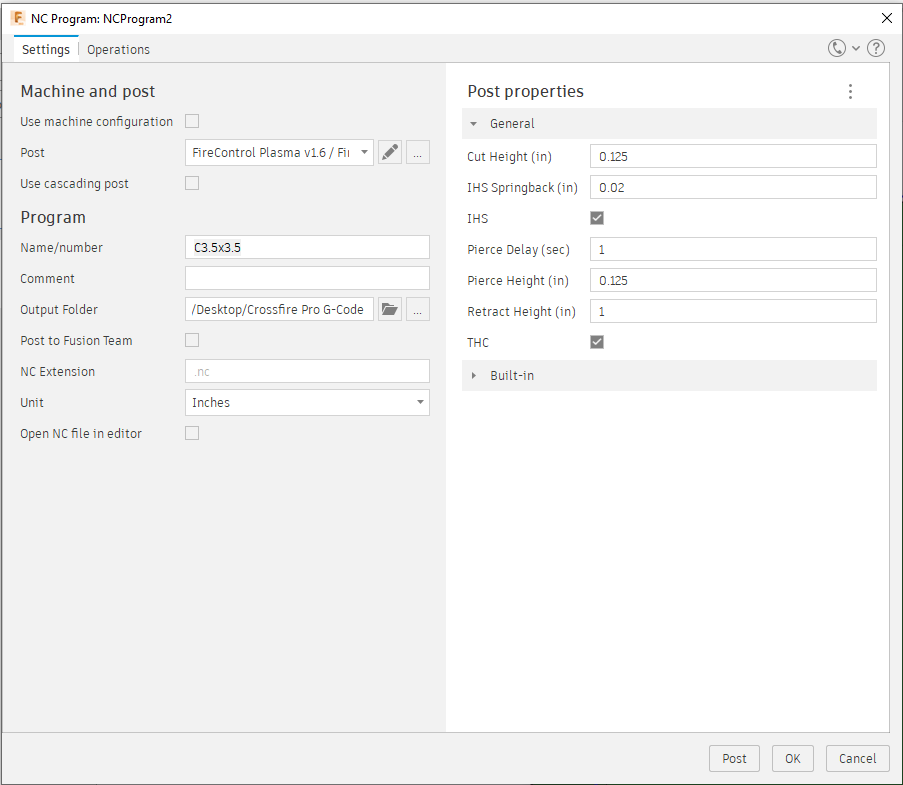
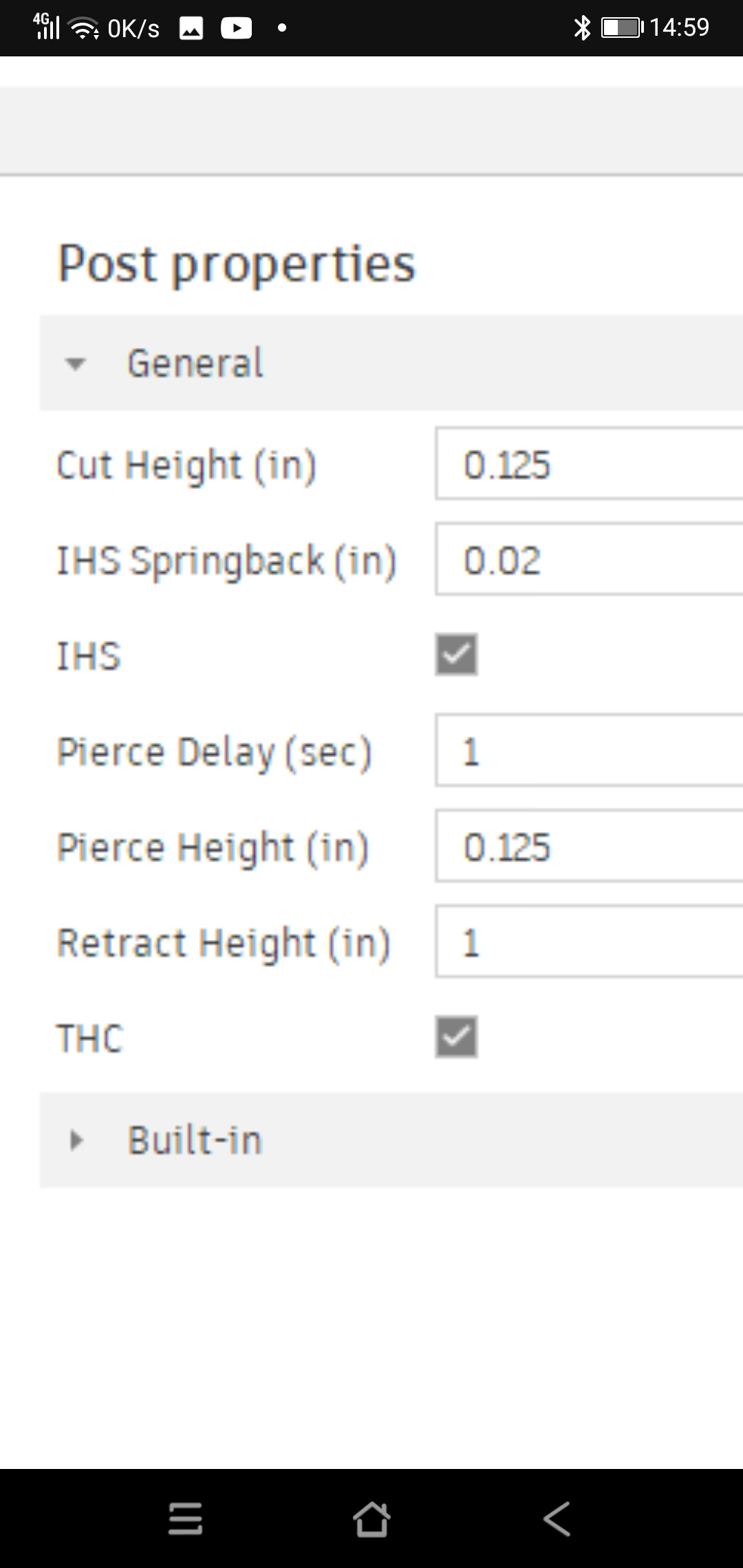
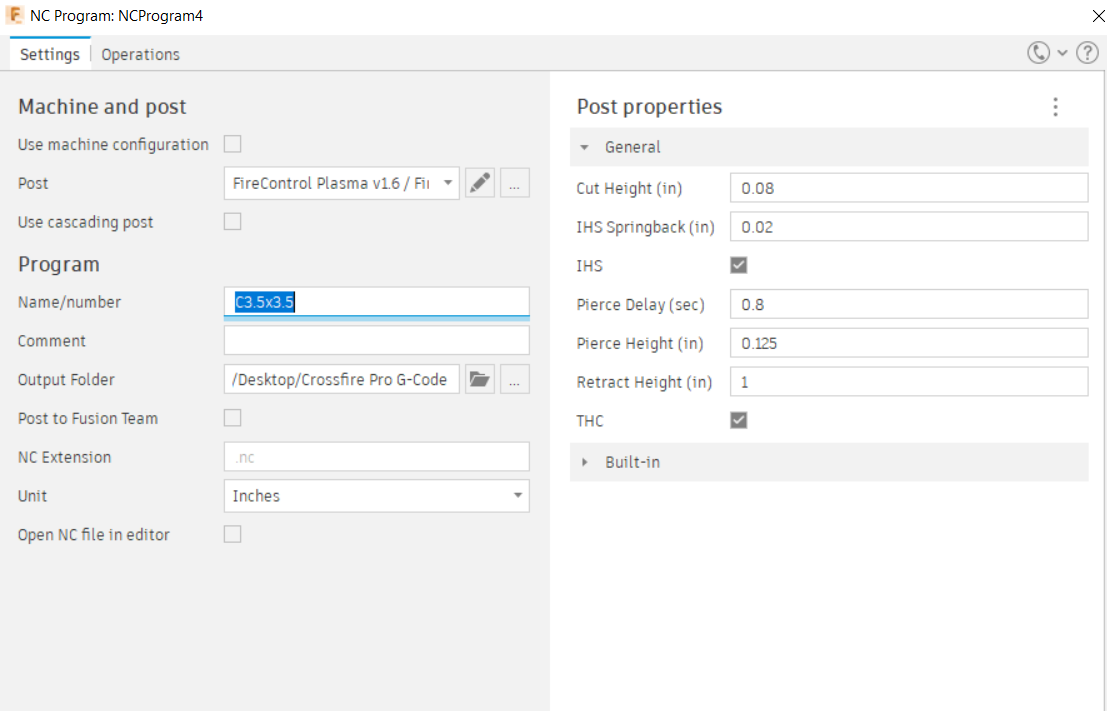
Why this very high cut height?
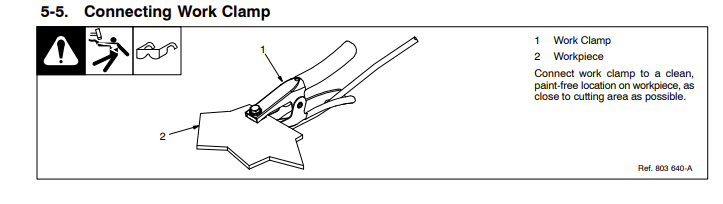
Also the work clamp always goes on material.
What thickness of material are you cutting?
What type of material is are you cutting?
Are you entering in and nominal voltage or are you using the smart voltage feature of the THC?
Did you pass the test on your torch height controller in the setup?
It hunting like that “rising” could be a symptom of these potentially incorrect parameters.
Lay down some more info here and someone’s going to get you cutting.
2 Likes
Cutting height is typically .06 +/-
There’s a few exceptions.
Pierce height and cut height being the same number is a little weird though.
Also make sure yours z axis raises and lowers smoothly. You can just do it with the page up and page down Keys set to about 50 inches a minute
2 Likes
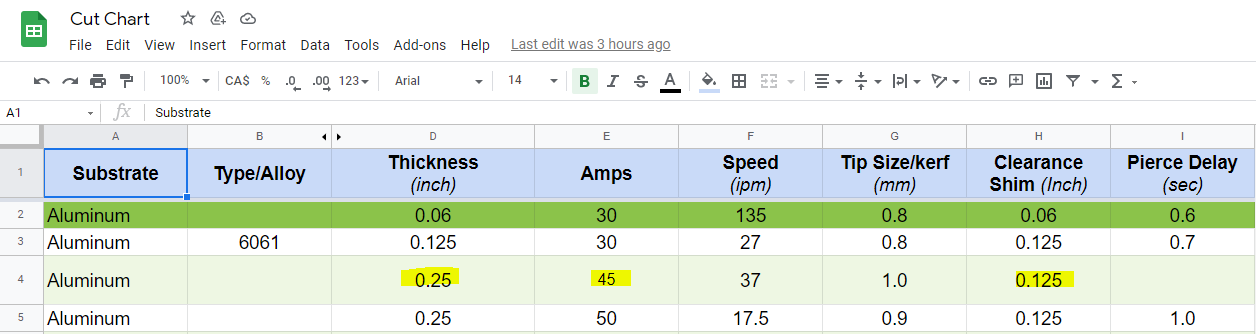
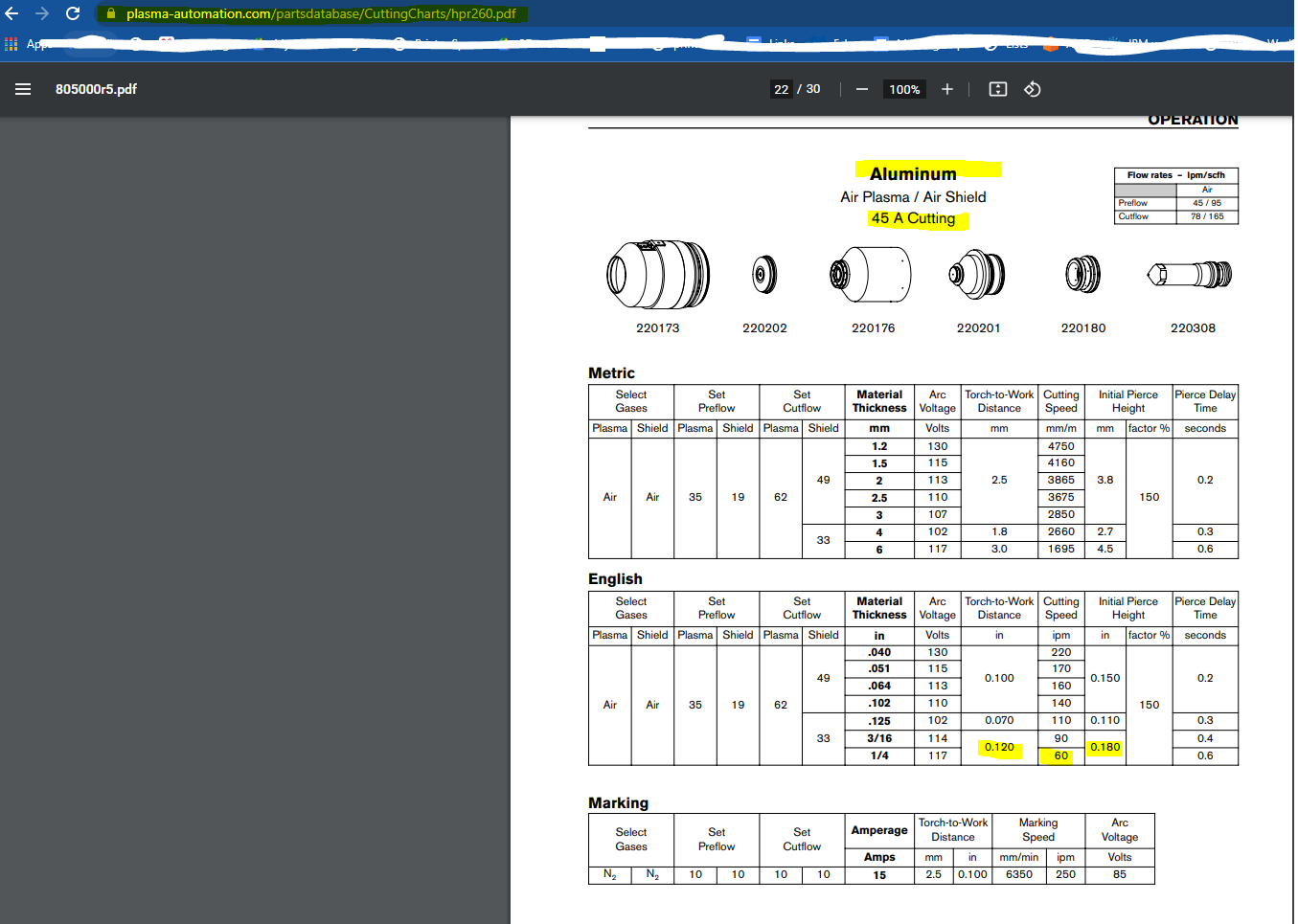
Thank you for the response! I am trying to cut 1/4" 6061 aluminum. I am using the smart voltage feature of the THC, and I did the test and it seemed to pass fine. I was a bit unsure about the cutting height but I thought I was following the recommendation on the forum (there is that excel cutting chart).
My Z axis rises and lowers without any hitches… I am wondering if it is then an issue with pierce height and cut height? Its hard to find a lot of answers on what the best settings are.
I would try this
45amps
cut height .06
pierce height .15
pierce delay .6sec
32 cut speed ipm
Smart voltage
(Your voltage will likely read between 130-140 voltage during the cut. this is just a observation you should make while running)
(Your Kerf will likely be .069" . this is just a observation you should make)
you maybe have to increase the pierce delay I am used to a hypertherm
good start anyhow
I was also referencing this
and this forum RW 45 - 1/4 Aluminum Cut Quality
But thank you, I will give those settings a try. Really appreciate it, and I will let you know how those go…
that cut chart is from a 260amp high definition plasma in would have a different standard off with those consumables.
As far as the RW chart goes its all just opinion and experience, but so is the advise I gave you.
Good luck please let us know how it goes.
and Ground clamp on the material.
Ah thank you, that makes a lot of sense.
so I changed the settings to what you recommended and the program ran!
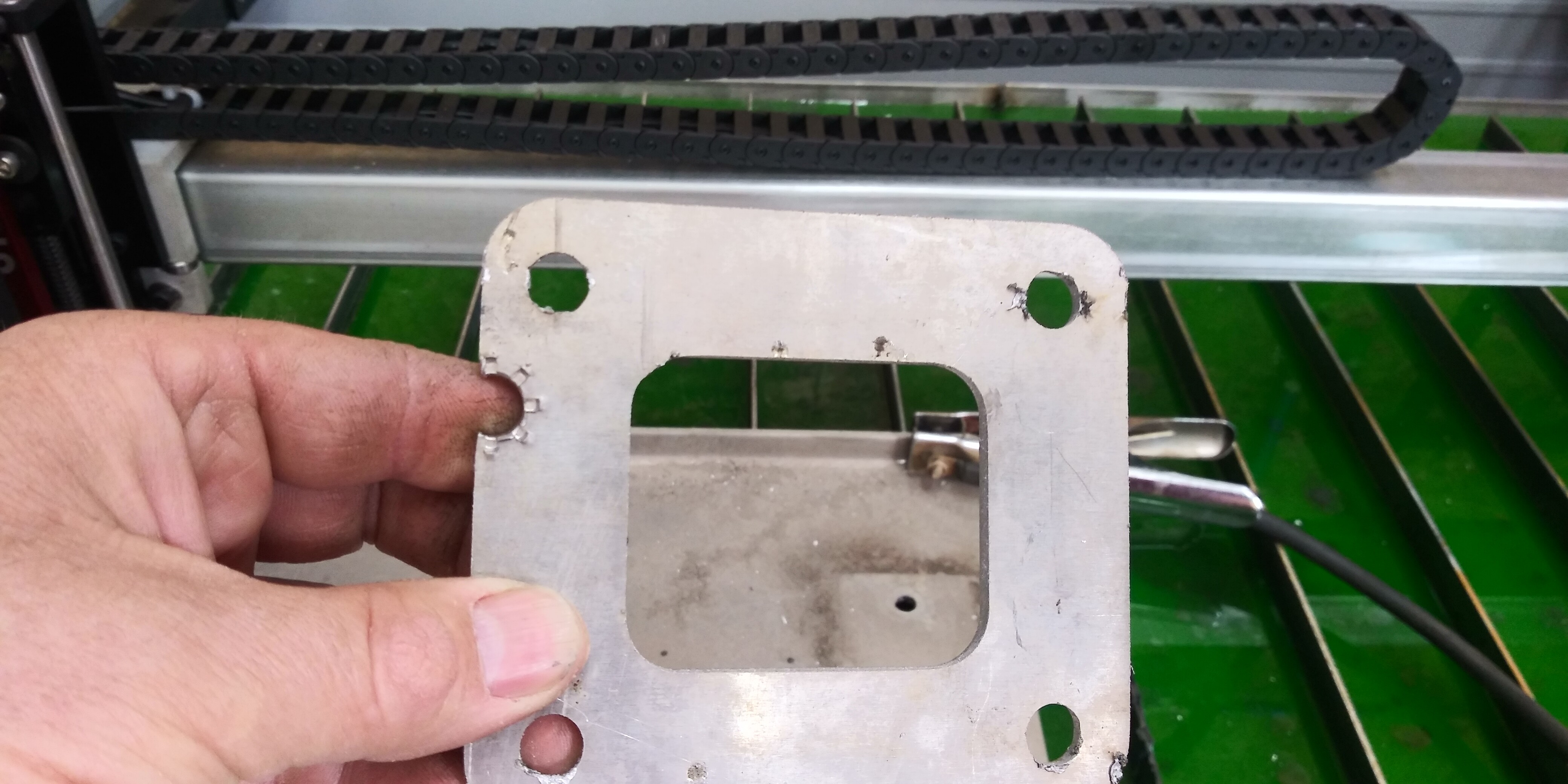
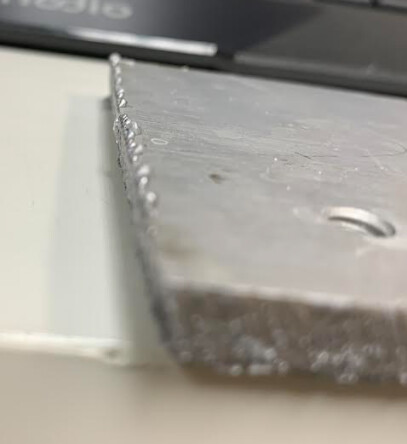
… But pretty rough results. I’m not sure how common the burning along the edges is, or if its a quality issue with the metal. But I’m thinking I should try increasing the cut height slightly? There seemed to also be some Dross backsplash on the plasma head after the cut…
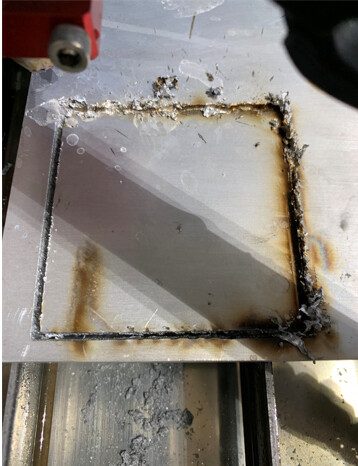
ALSO, I am noticing that oddly it didn’t even cut through at the start of the cut. It seems like the cut got thicker throughout the cut process.
Update:
I increased cut height by .02 and decreased pierce height to .125.
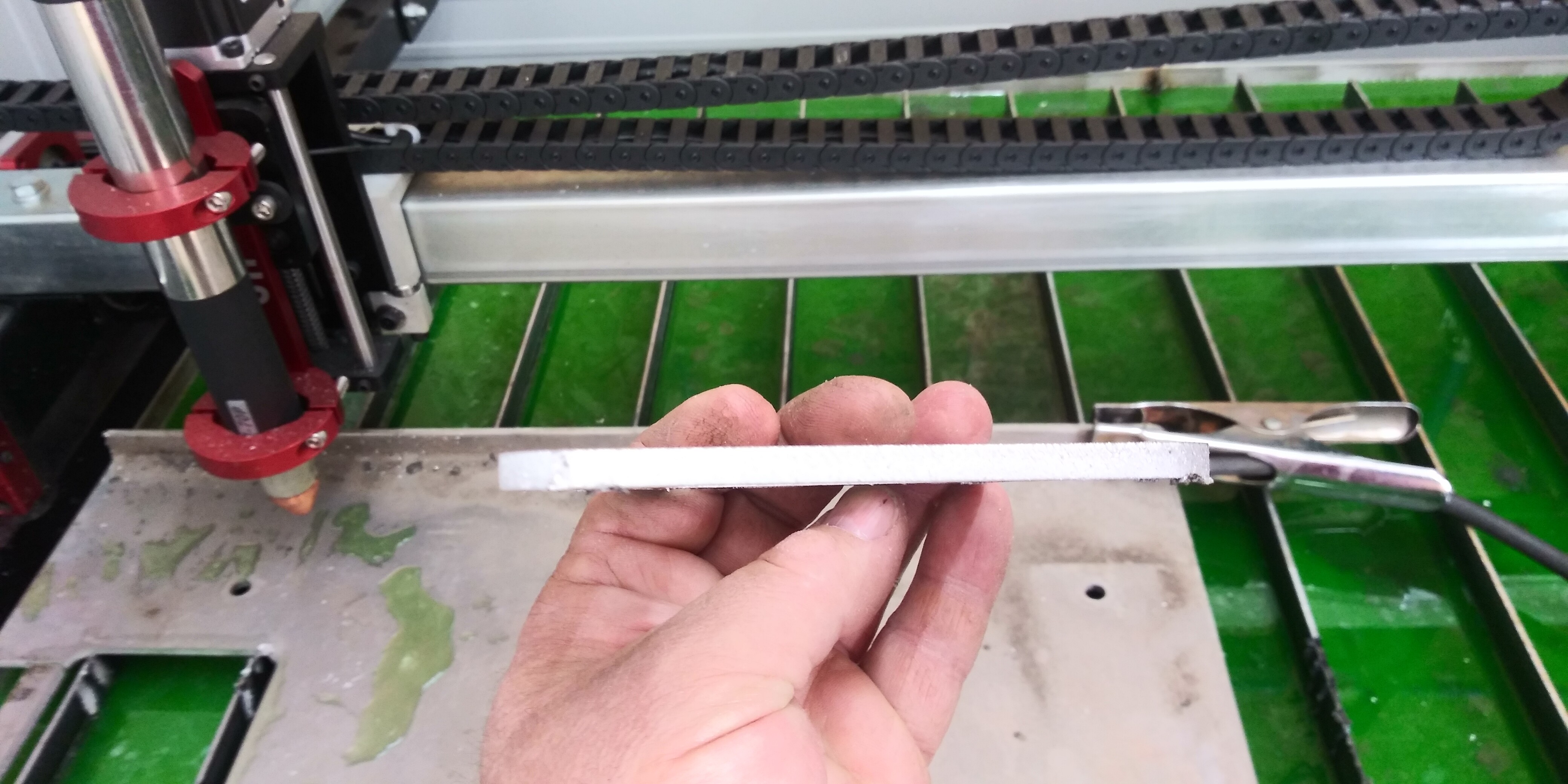
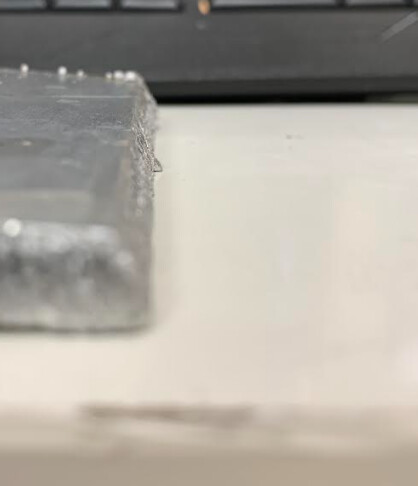
results came out a bit better, but there is a noticeable bevel which is undesireable.
How is the torch height controller working during your cut? Is a maintaining a constant height?
The second one definitely is a lot better. what’s direction is the bevel in?
Something stuck to it could definitely mess with the torch height.
It did keep a pretty constant height, I didn’t see it raise or lower during the cut.
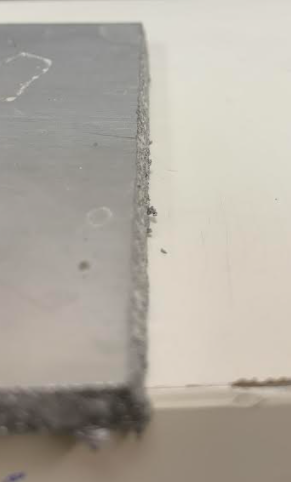
The bevel is outwards on two sides and inwards on the others.
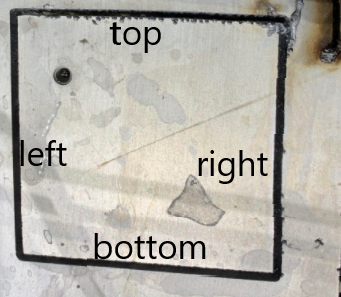
top side (bevel inwards):
right side (bevel outwards):
Bottom:
Left:
Program started cutting at the top right corner*
Definitely an odd bevel pattern.
And the torch is square to the material and everything is tight?
Sometimes if you have a lot of cable unsupported hanging off your hand torch it can pull on the torch while cutting causing bevel.
Have you checked the air pressure supply to plasma cutter and output of cutter?
I cut 3/16" aluminum at 45 amps, 75 ipm, 1.3 s delay, cut height .05 and 75 psi air at torch. Air supply to plasma cutter 110-125 psi.
2 Likes